Download as ppt, pdf, or txt
You might also like
- Connectors in FPDDocument64 pagesConnectors in FPDDrkvpratheep Pratheep94% (16)
- Materials and Corrosion For Sour ServiceDocument60 pagesMaterials and Corrosion For Sour ServiceAnonymous QSfDsVxjZ100% (5)
- Scale DissolutionDocument57 pagesScale Dissolutionjps21100% (2)
- Name: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009Document30 pagesName: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009naseema shaikNo ratings yet
- Stainless SteelDocument34 pagesStainless SteelMohammed HilalNo ratings yet
- Soldering, Brazing and Braze Welding: Ag Metals I Welding Principles & ApplicationsDocument51 pagesSoldering, Brazing and Braze Welding: Ag Metals I Welding Principles & ApplicationsAd Man GeTigNo ratings yet
- Case HardeningDocument31 pagesCase HardeningTanuj BanerjiNo ratings yet
- Stainless Steel OverviewDocument69 pagesStainless Steel OverviewApriza AmirNo ratings yet
- Ferrous Alloys Eutectoid Portion of Fe-C DiagramDocument28 pagesFerrous Alloys Eutectoid Portion of Fe-C DiagramcastibraNo ratings yet
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocument41 pagesIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNo ratings yet
- Machinability of MetalsDocument22 pagesMachinability of MetalsmfchinNo ratings yet
- Machinability of MetalsDocument22 pagesMachinability of MetalsClaudia MmsNo ratings yet
- Maintenance and Repair Welding Training ModuleDocument59 pagesMaintenance and Repair Welding Training ModuleAtefNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet
- This Presentation Provided To You By:: AmericaDocument31 pagesThis Presentation Provided To You By:: AmericaAmanSharmaNo ratings yet
- Behaviour of Materials Subject To Deep Subzero Temperatures - Preliminary Findings and IdeasDocument37 pagesBehaviour of Materials Subject To Deep Subzero Temperatures - Preliminary Findings and IdeaschetanzzgNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- 1,2... Material and Hardware PracticalsDocument17 pages1,2... Material and Hardware PracticalsRAJ MOHANNo ratings yet
- L3 - Connectors-in-Fpd 1Document47 pagesL3 - Connectors-in-Fpd 1ALAA IBRAHIM IBRAHIMNo ratings yet
- Welding Defects: BY BYDocument63 pagesWelding Defects: BY BYSurendra KamalNo ratings yet
- WM Weldability TestingDocument38 pagesWM Weldability Testinguma maheswari jNo ratings yet
- Alloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Document27 pagesAlloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Anoop AnuNo ratings yet
- Lecture-1, Stainless Steels..Document31 pagesLecture-1, Stainless Steels..satish chinthamNo ratings yet
- 9-Haz, Welding Defecs, Causes and RemdiesDocument24 pages9-Haz, Welding Defecs, Causes and RemdiesRamu Amara100% (1)
- NDT - VTDocument53 pagesNDT - VTSantoshNo ratings yet
- Visual Inspection of Weld 1644721794Document53 pagesVisual Inspection of Weld 1644721794Sapan Shah100% (1)
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- Visual Weld InspectionDocument53 pagesVisual Weld InspectionThiru RajaNo ratings yet
- Cutting Tool Materials ME MechanicalDocument4 pagesCutting Tool Materials ME MechanicalManish Kumar100% (1)
- Ferrous MaterialsDocument73 pagesFerrous Materialsamrptl9010100% (1)
- Steel: Stones Bricks Cement ConcreteDocument46 pagesSteel: Stones Bricks Cement ConcreteKaushik RNo ratings yet
- Stainlesssteel 160416193616Document12 pagesStainlesssteel 160416193616mandhirNo ratings yet
- Materi Prosman 2Document198 pagesMateri Prosman 2Agil SetyawanNo ratings yet
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlNo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Shielded Metal Arc Welding: by L D PoyyaraDocument65 pagesShielded Metal Arc Welding: by L D PoyyaraAshish PatelNo ratings yet
- pdfBASE METAL ALLOYS DDS 2 2023 ZSDocument34 pagespdfBASE METAL ALLOYS DDS 2 2023 ZSMohamedAliNo ratings yet
- Types: - Plastic Welding or Pressure WeldingDocument23 pagesTypes: - Plastic Welding or Pressure WeldinglpusatishNo ratings yet
- Steel: Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET LahoreDocument59 pagesSteel: Haseeb Ullah Khan Jatoi Department of Chemical Engineering UET LahoreMuhammad Waqas AkbarNo ratings yet
- Cast Iron Welding ProcedureDocument2 pagesCast Iron Welding ProcedureAnand Kesarkar100% (1)
- 6i TitaniumDocument28 pages6i TitaniumRajesh PatelNo ratings yet
- Fabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringDocument18 pagesFabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringSatish HSNo ratings yet
- G. HardeningDocument23 pagesG. HardeningShah SaudNo ratings yet
- Heat TreatmentDocument38 pagesHeat TreatmentTushar RoyNo ratings yet
- 440C DS CarpenterDocument5 pages440C DS CarpenterdaymonNo ratings yet
- 1435551458629-Overview of HT PDFDocument74 pages1435551458629-Overview of HT PDFakashNo ratings yet
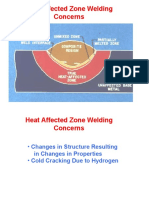
- Heat Affected Zone Welding ConcernsDocument10 pagesHeat Affected Zone Welding ConcernsKirandeep GandhamNo ratings yet
- Cutting ToolsDocument61 pagesCutting ToolsKalai SelvanNo ratings yet
- Vacuum BrazingDocument14 pagesVacuum BrazingAmal VikramNo ratings yet
- Smaw WeldingDocument66 pagesSmaw WeldingAbdullah AbdullahNo ratings yet
- Control of PropertiesDocument65 pagesControl of PropertiesJezzrel Xandy BalmesNo ratings yet
- Metal Cutting and Machine ToolsDocument131 pagesMetal Cutting and Machine Toolsthirumalaikumaran100% (1)
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
- Stainless SteelDocument40 pagesStainless SteelHarshita DabasNo ratings yet
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Dry Chlorine PowderDocument14 pagesDry Chlorine PowderBarry ParkinNo ratings yet
- Hydrated Lime (MSDS)Document8 pagesHydrated Lime (MSDS)Barry ParkinNo ratings yet
- MSDS - Chemofloc LT-27Document4 pagesMSDS - Chemofloc LT-27Barry ParkinNo ratings yet
- MSDS - C-209Document3 pagesMSDS - C-209Barry ParkinNo ratings yet
- MSDS - C-800Document3 pagesMSDS - C-800Barry ParkinNo ratings yet
- Phosphoric Acid (MSDS)Document9 pagesPhosphoric Acid (MSDS)Barry ParkinNo ratings yet
- Reinforcement Rusting Prevention PDFDocument6 pagesReinforcement Rusting Prevention PDFJitu SinghNo ratings yet
- Dental Casting AlloysDocument57 pagesDental Casting Alloysbaltayar51No ratings yet
- 1.1. Eriks Saunders Aseptique Hc4Document60 pages1.1. Eriks Saunders Aseptique Hc4mguisseNo ratings yet
- Materials 15 05633 v2Document40 pagesMaterials 15 05633 v2Nadia ArrousseNo ratings yet
- Chemistry XDocument125 pagesChemistry XDBXGAMINGNo ratings yet
- P7731 Asip 2014Document26 pagesP7731 Asip 2014puhumightNo ratings yet
- S Block1 2020 21Document37 pagesS Block1 2020 21Juan DomingueroNo ratings yet
- Strength CalculationDocument165 pagesStrength CalculationAnonymous M8OLPIS7fQNo ratings yet
- Enhanced Coagulation Impacts On Water Treatment Plant InfrastructureDocument170 pagesEnhanced Coagulation Impacts On Water Treatment Plant InfrastructureRyan KohpaeiNo ratings yet
- Specification For Handling Transporting and Storing of Line Pipe and Related EquipmentDocument10 pagesSpecification For Handling Transporting and Storing of Line Pipe and Related EquipmentRahmat RiskiNo ratings yet
- Cooling-Water-Basics NalcoDocument163 pagesCooling-Water-Basics NalcoAhmed Ansari100% (5)
- Military and Aerospace Applications For Powder Coating PDFDocument18 pagesMilitary and Aerospace Applications For Powder Coating PDFmstfdrmzNo ratings yet
- Guide Line For SS Material in WATERDocument12 pagesGuide Line For SS Material in WATERAnonymous bHh1L1No ratings yet
- Failure Analysis of Stress Corrosion Cracking Occurred in A GasDocument8 pagesFailure Analysis of Stress Corrosion Cracking Occurred in A GasDian Try SaputriNo ratings yet
- Adc001 01Document9 pagesAdc001 01Stewan BotesNo ratings yet
- Meltio Engine CNC Technical SpecificationsDocument2 pagesMeltio Engine CNC Technical SpecificationsGürkan DuranNo ratings yet
- 2017 - S. Krotec Et Al. - Design and Implementation Experience With Oil-Free Ecological Kaplan Runners, Litostroj Power, August 2017Document7 pages2017 - S. Krotec Et Al. - Design and Implementation Experience With Oil-Free Ecological Kaplan Runners, Litostroj Power, August 2017Terence LaiNo ratings yet
- PFP by MorganDocument20 pagesPFP by Morgansajid aslamNo ratings yet
- Sdi Ansi NC 2010 XDocument15 pagesSdi Ansi NC 2010 XNyein ZawNo ratings yet
- XER - DS.DW FRP Underground Tank - 0Document16 pagesXER - DS.DW FRP Underground Tank - 0M.Sreeram SanjayNo ratings yet
- Parker Lucifer SolenoidsDocument8 pagesParker Lucifer SolenoidsAmet koko TaroNo ratings yet
- Adhesion Promoter Makes Hybrid Components Even Lighter and More RigidDocument6 pagesAdhesion Promoter Makes Hybrid Components Even Lighter and More RigidSebastian AndreoliNo ratings yet
- HRSG Users Group 26-04-14 Inspecting HRSG During Planned OutagesDocument57 pagesHRSG Users Group 26-04-14 Inspecting HRSG During Planned OutagesLurdesAlmeida100% (1)
- Guide For Insepction For Installed Fired HeatersDocument35 pagesGuide For Insepction For Installed Fired HeatersColoLatino100% (7)
- API - Iadc Recommended Drill String Make-Up TorqueDocument2 pagesAPI - Iadc Recommended Drill String Make-Up TorqueQuality controller100% (6)
- DDP 2Document31 pagesDDP 2Anand RathiNo ratings yet
- Effusion / Corrosion For PTFE Hose Assemblies: Technical BulletinDocument3 pagesEffusion / Corrosion For PTFE Hose Assemblies: Technical BulletinmikeNo ratings yet
- Answer The Following Questions: Arab Academy For Science &Technology&Mta COLLEGE OF Engineering & TechnologyDocument5 pagesAnswer The Following Questions: Arab Academy For Science &Technology&Mta COLLEGE OF Engineering & Technologyphysics a2No ratings yet