Download as pptx, pdf, or txt
You might also like
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (14)
- Modern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingFrom EverandModern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingRating: 4.5 out of 5 stars4.5/5 (9)
- Columns DesignDocument29 pagesColumns Designهيمة عليNo ratings yet
- MCV4U - Unit 4 - Version ADocument51 pagesMCV4U - Unit 4 - Version AhayatNo ratings yet
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (17)
- Full Paper For PSST ConventionDocument5 pagesFull Paper For PSST ConventionSheri KhosoNo ratings yet
- Bearing Inspection ManualDocument11 pagesBearing Inspection ManualAmir ShehzadNo ratings yet
- MM207 Project Gear MaterialsDocument12 pagesMM207 Project Gear MaterialsSaurav RynNo ratings yet
- Itr PresentationDocument44 pagesItr PresentationAditya ShahNo ratings yet
- 2 Girth Gear Asset ManagementDocument32 pages2 Girth Gear Asset ManagementAnesu ChimhowaNo ratings yet
- Girth Gear WearDocument6 pagesGirth Gear Wearho-fa100% (2)
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- Bearing Damage AnalysisDocument12 pagesBearing Damage AnalysisZulfahmi IrhamdaniNo ratings yet
- Six Months Industrial Training Report: University Institute of Engineering & Technology M.D.University, Rohtak-124001Document11 pagesSix Months Industrial Training Report: University Institute of Engineering & Technology M.D.University, Rohtak-124001Rohit BisnoiNo ratings yet
- Book - Gears - IndiaDocument12 pagesBook - Gears - IndiadesetekNo ratings yet
- Applied Sciences: Pinion Failure Analysis of A Helical Reduction Gearbox in A Kraft ProcessDocument13 pagesApplied Sciences: Pinion Failure Analysis of A Helical Reduction Gearbox in A Kraft ProcessJeremie gbogboNo ratings yet
- Analysis of A Failed Spur Gear From A Vibro-HammerDocument8 pagesAnalysis of A Failed Spur Gear From A Vibro-HammerJoão Paulo VissottoNo ratings yet
- Diagnosing Common Gear Drive ProblemsDocument3 pagesDiagnosing Common Gear Drive ProblemsFrancisd DelgadoNo ratings yet
- Gear ManufacturingDocument48 pagesGear ManufacturingJaideep SinghNo ratings yet
- 3.new GENRATION SAP SEALSDocument21 pages3.new GENRATION SAP SEALSRavi MirzaNo ratings yet
- Improvement of Contact Fatigue Strength of Gears by Tooth Surface Modification ProcessingDocument1 pageImprovement of Contact Fatigue Strength of Gears by Tooth Surface Modification ProcessingRajib DuttaNo ratings yet
- Question 2 - Bearing DamageDocument3 pagesQuestion 2 - Bearing DamageMuhd Ilyas100% (1)
- J Matdes 2004 12 015Document8 pagesJ Matdes 2004 12 015AHMED WALIDNo ratings yet
- How To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Document7 pagesHow To Analyze Gear Failures: Journal of Failure Analysis and Prevention January 2002Hassan TalhaNo ratings yet
- Mini Project-Assignment 2 - Wheel Stud-MaterialsDocument5 pagesMini Project-Assignment 2 - Wheel Stud-MaterialsKhaled AlhawariNo ratings yet
- Testing of BearingsDocument27 pagesTesting of BearingsVishnu Viswanath100% (1)
- Case Studies in Engineering Failure Analysis: Selc Uk Can Yu Cel, Levent O Zenli, Tu Rker Genc Ol, Ersoy AlanyalıDocument12 pagesCase Studies in Engineering Failure Analysis: Selc Uk Can Yu Cel, Levent O Zenli, Tu Rker Genc Ol, Ersoy AlanyalıJojee MarieNo ratings yet
- 2014 Mill and Kiln Gear InspectionsDocument28 pages2014 Mill and Kiln Gear InspectionsFernando Erices100% (1)
- Spiral Bevel AssyDocument3 pagesSpiral Bevel AssyvijaykumarnNo ratings yet
- Sel Process ParametersDocument2 pagesSel Process Parametersniky186No ratings yet
- Report Jig and Fixture (Surface Grinding)Document33 pagesReport Jig and Fixture (Surface Grinding)Shahrul Niezam100% (1)
- Gear Condition Monitoring Technics: December 2017Document26 pagesGear Condition Monitoring Technics: December 2017Ashwin MahoneyNo ratings yet
- Torrent Downloaded From Demonoid - PHDocument13 pagesTorrent Downloaded From Demonoid - PHcobalt boronNo ratings yet
- Industrial Training Presentation-1 On Rajkot, Gujarat: ProtecDocument31 pagesIndustrial Training Presentation-1 On Rajkot, Gujarat: ProtecJAY KACHANo ratings yet
- Case Study Flywheel Starter Ring Gear Failures andDocument10 pagesCase Study Flywheel Starter Ring Gear Failures andPhan Văn PhongNo ratings yet
- The Reasons For: May & June 2013Document8 pagesThe Reasons For: May & June 2013BBNBGHNo ratings yet
- Thin Rims For Internal GearsDocument8 pagesThin Rims For Internal GearsMass Giovani100% (1)
- Copy Training Report 2Document21 pagesCopy Training Report 2sachinsinghal199270% (10)
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- Gear Manufacturing Process - 1Document21 pagesGear Manufacturing Process - 1Nishant ShahNo ratings yet
- Central or Girth Gear Drive For Ball Mills - 1Document26 pagesCentral or Girth Gear Drive For Ball Mills - 1Vishnu Vardhan . C100% (3)
- Tire Change: DescriptionDocument6 pagesTire Change: Descriptionkim alfonsoNo ratings yet
- Pr0ject FinalDocument32 pagesPr0ject FinalKarthi KeyanNo ratings yet
- Mill Spindle Advanced Gear Design: William R. HerbstrittDocument5 pagesMill Spindle Advanced Gear Design: William R. HerbstrittTRUNG QUOC LENo ratings yet
- Failure Analysis of Cooling Fan GearboxDocument7 pagesFailure Analysis of Cooling Fan GearboxJoão Paulo VissottoNo ratings yet
- Internal Gears: KHK Products Are Available From Maryland MetricsDocument6 pagesInternal Gears: KHK Products Are Available From Maryland MetricsbtfreekNo ratings yet
- TrainingDocument24 pagesTrainingMartin BoianiNo ratings yet
- New CBLM AutomotiveDocument27 pagesNew CBLM AutomotiveFrancis Rico Mutia RufonNo ratings yet
- Brake Pad Diagnosis PDFDocument16 pagesBrake Pad Diagnosis PDFnathitliongNo ratings yet
- Experience With Large, High-Speed Load Gears: Erwin Dehner and Francois WeberDocument11 pagesExperience With Large, High-Speed Load Gears: Erwin Dehner and Francois WeberHernan GirautNo ratings yet
- Project Report Manufacturing Process and Design of Machine Elements Gear BoxDocument23 pagesProject Report Manufacturing Process and Design of Machine Elements Gear BoxNisarg PatelNo ratings yet
- Gear Manufacturing Process With QuestionsDocument60 pagesGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- Stinger BrochureDocument22 pagesStinger BrochurediegoilNo ratings yet
- It Is Stated Tha, T Gear GrindingDocument11 pagesIt Is Stated Tha, T Gear GrindingsamanaveenNo ratings yet
- Failure of Suspension SystemDocument71 pagesFailure of Suspension Systemamit kumar jangdeNo ratings yet
- Gear Manufacturing Process With QuestionsDocument60 pagesGear Manufacturing Process With QuestionsVIVEKNo ratings yet
- Gear Manufacturing MethodDocument89 pagesGear Manufacturing MethodRamalingam AlagarajaNo ratings yet
- Trouble Shooting Gear DriveDocument6 pagesTrouble Shooting Gear DrivePuchit SpkNo ratings yet
- Gear FailureDocument27 pagesGear FailureSheri KhosoNo ratings yet
- Energy Efficient Operation of A Sugar Mill PPDocument41 pagesEnergy Efficient Operation of A Sugar Mill PPSheri KhosoNo ratings yet
- Full Paper For PSST ConventionDocument5 pagesFull Paper For PSST ConventionSheri KhosoNo ratings yet
- Thermodynamic Analysis & Enhancement of Cogeneration PlantDocument17 pagesThermodynamic Analysis & Enhancement of Cogeneration PlantSheri KhosoNo ratings yet
- Daily Lesson Plan - Momentum and ImpulseDocument10 pagesDaily Lesson Plan - Momentum and ImpulseStephanNo ratings yet
- Shell Energy Balances and Temperature Distribution in Solids and Laminar FlowsDocument17 pagesShell Energy Balances and Temperature Distribution in Solids and Laminar FlowsImran UnarNo ratings yet
- Question From Class 11 Chapter Laws of Motion, Free Body DiagramDocument2 pagesQuestion From Class 11 Chapter Laws of Motion, Free Body DiagramLawrence Lim Ah KowNo ratings yet
- General Mathematics Sample Periodical ExamDocument15 pagesGeneral Mathematics Sample Periodical ExamKyla GenetaNo ratings yet
- Test - 01 - AIATS - JEE (M) - 2024 - FS - GR - 01 & 02 - (Code-A) - 18-09-2022 - Sol.Document13 pagesTest - 01 - AIATS - JEE (M) - 2024 - FS - GR - 01 & 02 - (Code-A) - 18-09-2022 - Sol.Akshay KumarNo ratings yet
- Looking Beyond The Horizon - The Physics of Anatomy and Function - Gracovetsky - Aug 2014Document9 pagesLooking Beyond The Horizon - The Physics of Anatomy and Function - Gracovetsky - Aug 2014차민기No ratings yet
- Illustrative Worked Examples 214 - Earth Pressure: Commentary of Irc: 6-2017Document2 pagesIllustrative Worked Examples 214 - Earth Pressure: Commentary of Irc: 6-2017jatin singlaNo ratings yet
- CE6501 Structural Analysis I 2 Marks Unit 2Document20 pagesCE6501 Structural Analysis I 2 Marks Unit 2g.rajaNo ratings yet
- Phys2 - Preliminary ExamDocument3 pagesPhys2 - Preliminary ExamOliver VillanuevaNo ratings yet
- 5 Pressure MeasurementDocument28 pages5 Pressure MeasurementMorshedul IslamNo ratings yet
- CFD Investigation On Wheel Rotation ModellingDocument14 pagesCFD Investigation On Wheel Rotation ModellingNGUYEN VAN TUAN EPPNo ratings yet
- Engr. Mark Christian D. EsguerraDocument1 pageEngr. Mark Christian D. EsguerraMARKCHRISTMASNo ratings yet
- q2wk1 gp1 Module1Document7 pagesq2wk1 gp1 Module1STEM A - CalusinNo ratings yet
- DLP Additional Mathematics Form 4 (Dragged) 2Document1 pageDLP Additional Mathematics Form 4 (Dragged) 2rofiNo ratings yet
- Vib23 Module 7Document7 pagesVib23 Module 7Rouaa khaledNo ratings yet
- ABP Fluent 2021R2 External Aero Automotive v0Document94 pagesABP Fluent 2021R2 External Aero Automotive v0PrabhakaranGopalNo ratings yet
- General Physics 1 Quarter 1 Week 1.2: Not For SaleDocument6 pagesGeneral Physics 1 Quarter 1 Week 1.2: Not For SaleAzhiaLeefha KamlonNo ratings yet
- Volume 15Document163 pagesVolume 15ParvanovNo ratings yet
- General Mathematics - Grade 11 Alternative Delivery Mode Quarter 1 Week 8-Module 5: Logarithmic Functions First Edition, 2020Document35 pagesGeneral Mathematics - Grade 11 Alternative Delivery Mode Quarter 1 Week 8-Module 5: Logarithmic Functions First Edition, 2020Emily Munsad AntolijaoNo ratings yet
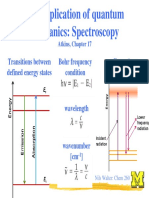
- The Application of Quantum Mechanics: SpectrosDocument7 pagesThe Application of Quantum Mechanics: SpectrosRa saNo ratings yet
- Liquid-Fueled Strut-Based Scramjet Combustor Design: A Computational Fluid Dynamics ApproachDocument8 pagesLiquid-Fueled Strut-Based Scramjet Combustor Design: A Computational Fluid Dynamics ApproacharNo ratings yet
- MDCAT Test 2015 Physics Section (DUHS)Document23 pagesMDCAT Test 2015 Physics Section (DUHS)Rahim QureshiNo ratings yet
- Coordinate Measuring MachinesDocument30 pagesCoordinate Measuring MachinesAliNo ratings yet
- FB HelixMark Katalog EN 3 DSDocument7 pagesFB HelixMark Katalog EN 3 DSPuteri StevaniNo ratings yet
- Guo-Chang Li Eccentrically Loaded Long CFST With High Strength Steel and ConcreteDocument37 pagesGuo-Chang Li Eccentrically Loaded Long CFST With High Strength Steel and ConcreteHarpreet SinghNo ratings yet
- Heat TransferDocument1 pageHeat TransferFernan SibugNo ratings yet
- Science Reviewer 3RD GradingDocument18 pagesScience Reviewer 3RD GradingRuby SagarioNo ratings yet
- Test 15 - PaperDocument17 pagesTest 15 - PaperAashika DhareNo ratings yet