Download as pptx, pdf, or txt
You might also like
- The Use of Surface Active Agents in Tanning of LeatherDocument6 pagesThe Use of Surface Active Agents in Tanning of LeatherCamila Andrea Bermúdez BernateNo ratings yet
- America First Polimer Scientists - Tarkanian HoslerDocument18 pagesAmerica First Polimer Scientists - Tarkanian HoslerAnuar Hernandez100% (1)
- AME-Chap02-Materials and Manufacturing ProcessesDocument7 pagesAME-Chap02-Materials and Manufacturing ProcessesJordan YapNo ratings yet
- SWOT Analysis of Footware IndustryDocument4 pagesSWOT Analysis of Footware Industrysouravsam100% (8)
- Debenhams Risk Assessment Matrix For Chemical Testing. V4Document6 pagesDebenhams Risk Assessment Matrix For Chemical Testing. V4Ashok Lakshmanan100% (1)
- Performance of Wood and Wood-Based Floor and Roof Sheathing Under Concentrated Static and Impact LoadsDocument8 pagesPerformance of Wood and Wood-Based Floor and Roof Sheathing Under Concentrated Static and Impact LoadsAhmad Zubair Rasuly100% (1)
- Businesss Plan 1Document18 pagesBusinesss Plan 1Nuhu IssaeNo ratings yet
- The Art of Leather: Nurul Aqila Ahamad KamalDocument45 pagesThe Art of Leather: Nurul Aqila Ahamad KamalS Shashank ReddyNo ratings yet
- Chapter 1,2 and 3: Introduction To Oil and Gas Industry and Sustainable DevelopmentDocument11 pagesChapter 1,2 and 3: Introduction To Oil and Gas Industry and Sustainable DevelopmentDominic Zaraspe GonzalesNo ratings yet
- Origin and Evolution of LifeDocument21 pagesOrigin and Evolution of LifeMaKenJi EscalanteNo ratings yet
- EJCHEM Volume 61 Issue 6 Pages 1151-1159Document9 pagesEJCHEM Volume 61 Issue 6 Pages 1151-1159julianpellegrini860No ratings yet
- Fundamentals of The Fibrous MaterialsDocument36 pagesFundamentals of The Fibrous MaterialshawNo ratings yet
- Reindeer AcknowlagementDocument6 pagesReindeer Acknowlagementalex6skandarNo ratings yet
- SLMR 1913 Nov 30 Milling at The Silver KingDocument5 pagesSLMR 1913 Nov 30 Milling at The Silver KingRussell HartillNo ratings yet
- Origin Early Evolution LifeDocument21 pagesOrigin Early Evolution LifeIan MermalNo ratings yet
- All-Ceramic: A Review ofDocument11 pagesAll-Ceramic: A Review ofJoyce Natali FernándezNo ratings yet
- Kelly 1999Document6 pagesKelly 1999karenNo ratings yet
- Use of Solid Wastes From The Leather Industry As An AdsorbentDocument9 pagesUse of Solid Wastes From The Leather Industry As An AdsorbentEder RaymeNo ratings yet
- Sts 2Document2 pagesSts 2Sheika BanwagenNo ratings yet
- Unit 3 TextileDocument35 pagesUnit 3 TextileShivaye Singh OberoiNo ratings yet
- Man MadeDocument13 pagesMan MadeNsjsjkksNo ratings yet
- Thermophysical Properties of Tussar SilkDocument7 pagesThermophysical Properties of Tussar SilkAmruta Vishwaradhya PuranikmathNo ratings yet
- Generalities About Mineral Wools: Keywords: Mineral Wool, Stone Wool, Glass WoolDocument5 pagesGeneralities About Mineral Wools: Keywords: Mineral Wool, Stone Wool, Glass WoolPaola CaballeroNo ratings yet
- Timeline: Egyptian CivilizationDocument1 pageTimeline: Egyptian CivilizationLady Khen Losabia0% (1)
- Group 1 - Coal and PetroleumDocument77 pagesGroup 1 - Coal and PetroleumAllen ChristianNo ratings yet
- Silicon For Solar Cells Purification of Rice Hulls As A Source of Solar GradeDocument4 pagesSilicon For Solar Cells Purification of Rice Hulls As A Source of Solar GradeSofia Maan GuintoNo ratings yet
- Environmental Biology: Course TitleDocument20 pagesEnvironmental Biology: Course Titlehalamobeen100% (1)
- PT Collab in Esci & EtechDocument1 pagePT Collab in Esci & EtechDaphne Ezra F. OlegarioNo ratings yet
- LTECH II MSA 01A Mechanical Operation Prior To Post Tanning Operation and RechromingDocument3 pagesLTECH II MSA 01A Mechanical Operation Prior To Post Tanning Operation and RechromingFahim ShariarNo ratings yet
- Some Basic Concepts of Chemistry: ObjectivesDocument5 pagesSome Basic Concepts of Chemistry: ObjectivesTAÑA, Alia May L.No ratings yet
- Week 6 - Ceramics (ME 2B)Document43 pagesWeek 6 - Ceramics (ME 2B)Jade Jaddy LobridoNo ratings yet
- 006 14 4 10 DiamondsOnUranus PDFDocument1 page006 14 4 10 DiamondsOnUranus PDFSubramanian AnanthanarayananNo ratings yet
- Ceramie Insulators For Spark Plugs: by Frank H. RiddleDocument7 pagesCeramie Insulators For Spark Plugs: by Frank H. RiddlefabuloussreekarNo ratings yet
- ES1QPT2TAROGDocument11 pagesES1QPT2TAROGMuhammad AbdulNo ratings yet
- Introduction To Fiber ScienceDocument31 pagesIntroduction To Fiber ScienceKUMAR GHOSHNo ratings yet
- DW - Coal, The End of EraDocument5 pagesDW - Coal, The End of EraAnonymous 3lsNVkUNo ratings yet
- Hongos en Pergamino Pinzari 2012Document10 pagesHongos en Pergamino Pinzari 2012Lednys Palomino ZambranoNo ratings yet
- CR RemovalDocument4 pagesCR Removalsushant kadamNo ratings yet
- Earth Science Reviewer Quarter 2Document6 pagesEarth Science Reviewer Quarter 2Windy Kyle LimNo ratings yet
- BiologyDocument1 pageBiologyapi-296073547No ratings yet
- Tanning Leather-2017 - PDF RoomDocument14 pagesTanning Leather-2017 - PDF RoomamacmanNo ratings yet
- Chapter 10/part The Application of Ionic Dyes To Ionic Fibers: Nylon, Silk and Wool and Their Sorption of AnionsDocument5 pagesChapter 10/part The Application of Ionic Dyes To Ionic Fibers: Nylon, Silk and Wool and Their Sorption of AnionsSaurabhNo ratings yet
- Lesson 2 Fibres: WHAT IT IS ALL ABOUT: Presentation of The Different Types of Natural and Man-MadeDocument6 pagesLesson 2 Fibres: WHAT IT IS ALL ABOUT: Presentation of The Different Types of Natural and Man-MadeEder MedeirosNo ratings yet
- LeatherDocument31 pagesLeatherreshmadNo ratings yet
- Ude 2014Document8 pagesUde 2014Ionascu AdrianNo ratings yet
- Lime PDFDocument30 pagesLime PDFManish Rawat100% (1)
- MANUAL For Tanned LeatherDocument103 pagesMANUAL For Tanned LeatherCNJSWAMINo ratings yet
- Earth SciencesDocument4 pagesEarth SciencesScribdTranslationsNo ratings yet
- Coal MinininDocument21 pagesCoal Minininmohamed ZakirNo ratings yet
- Facial Surgery in The Ancient World: Smith Papyrus Celsus (C. 25bc - C. 50ad) Greek PapyriDocument2 pagesFacial Surgery in The Ancient World: Smith Papyrus Celsus (C. 25bc - C. 50ad) Greek PapyriDoctora AlfyNo ratings yet
- Allen: 4. Forest Society and ColonialismDocument3 pagesAllen: 4. Forest Society and ColonialismRitesh MalikNo ratings yet
- AMR00149Document67 pagesAMR00149abdalla adamNo ratings yet
- Experiment 15 ChemistryDocument2 pagesExperiment 15 Chemistrygyazdani050No ratings yet
- Sunseed - Going SolarDocument4 pagesSunseed - Going SolarKailisApostolosNo ratings yet
- TF 1112 99Document3 pagesTF 1112 99Maciek KarabinNo ratings yet
- Elastomer Engineering GuideDocument48 pagesElastomer Engineering Guidedemaks011No ratings yet
- DiamondsDocument3 pagesDiamondsBrainwines.comNo ratings yet
- Reading 2Document4 pagesReading 2Rasool MasomiNo ratings yet
- Fossil Fuels: Mineral ResourcesDocument41 pagesFossil Fuels: Mineral ResourcesCristy Mae Parol JandayanNo ratings yet
- Solvent Dyeing ProcessDocument6 pagesSolvent Dyeing ProcessPrabhu TexcomsNo ratings yet
- Leather From the Raw Material to the Finished ProductFrom EverandLeather From the Raw Material to the Finished ProductRating: 5 out of 5 stars5/5 (1)
- The Leather Manufacture in the United States - A Dissertation on the Methods and Economics of TanningFrom EverandThe Leather Manufacture in the United States - A Dissertation on the Methods and Economics of TanningNo ratings yet
- The Chemical Technology of Textile Fibres - Their Origin, Structure, Preparation, Washing, Bleaching, Dyeing, Printing and DressingFrom EverandThe Chemical Technology of Textile Fibres - Their Origin, Structure, Preparation, Washing, Bleaching, Dyeing, Printing and DressingRating: 4 out of 5 stars4/5 (1)
- Co2, H2Document101 pagesCo2, H2zohaib ul hassanNo ratings yet
- Oxygen and NitrogenDocument17 pagesOxygen and Nitrogenzohaib ul hassanNo ratings yet
- Paint LeDocument18 pagesPaint Lezohaib ul hassanNo ratings yet
- Paper and PulpDocument107 pagesPaper and Pulpzohaib ul hassanNo ratings yet
- Sugar IndustryDocument50 pagesSugar Industryzohaib ul hassanNo ratings yet
- CementDocument82 pagesCementzohaib ul hassanNo ratings yet
- What Is PU Leather? All-In-One Overview of Latest PU Leather !!Document7 pagesWhat Is PU Leather? All-In-One Overview of Latest PU Leather !!nurseerror9No ratings yet
- Visual Display Cradft PPT Leather and ChanderiDocument9 pagesVisual Display Cradft PPT Leather and ChanderiPARITOSH SHARMANo ratings yet
- A. Introduction To Leather Goods Designing - EBDPD - LGT IIIDocument57 pagesA. Introduction To Leather Goods Designing - EBDPD - LGT IIIIndranil SahaNo ratings yet
- 2013 Beretta SpA Accessories WorkbookDocument736 pages2013 Beretta SpA Accessories WorkbookAris TaxydromosNo ratings yet
- Studies On The Production of Chrome Free Vegetable Tanned Glaze Finished Shoe Upper Leather From Cow Hide.Document73 pagesStudies On The Production of Chrome Free Vegetable Tanned Glaze Finished Shoe Upper Leather From Cow Hide.singsaran100% (5)
- Exporters of KazakhstanDocument11 pagesExporters of KazakhstanAgro Export and importNo ratings yet
- Ganga Pollution CasesDocument3 pagesGanga Pollution CasesRuchita KaundalNo ratings yet
- Japanese Importers of Leather MaterialsDocument9 pagesJapanese Importers of Leather MaterialsejikeNo ratings yet
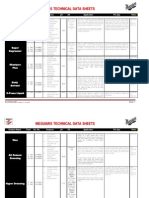
- Meguiars Tds by Sabet (English)Document38 pagesMeguiars Tds by Sabet (English)sabteNo ratings yet
- Leature IndustryDocument30 pagesLeature Industrydaman.arneja143No ratings yet
- Well Known Trademaks UpdatedDocument19 pagesWell Known Trademaks UpdatedNo NamNo ratings yet
- Catalogue BMW Individual m3 enDocument8 pagesCatalogue BMW Individual m3 enkalymistirlNo ratings yet
- Ethiopia Import Export Sample ReportDocument10 pagesEthiopia Import Export Sample ReportChuchure TekaNo ratings yet
- Gentlion Leathercraft 020 Slim Round Zipper Wallet: A4 Print Test 3cmDocument5 pagesGentlion Leathercraft 020 Slim Round Zipper Wallet: A4 Print Test 3cmchloevagyokNo ratings yet
- P038 Leather Lamp Puppets - NimmalakuntaDocument9 pagesP038 Leather Lamp Puppets - NimmalakuntaAnushree BhattacharyaNo ratings yet
- Welcome Wps Office..2Document14 pagesWelcome Wps Office..2manuNo ratings yet
- Writing TSK 1 Process Passive VoiceDocument4 pagesWriting TSK 1 Process Passive VoiceMoon JiwonNo ratings yet
- Removal of Chromium From Tannery Solid WasteDocument7 pagesRemoval of Chromium From Tannery Solid WasteLuis Paz Soldán G100% (1)
- Environmental Impact of Leather IndustryDocument35 pagesEnvironmental Impact of Leather IndustryMisganaw MekonnenNo ratings yet
- Fatliqur Jajoba OilDocument8 pagesFatliqur Jajoba OilAnbarasu ArasuNo ratings yet
- Smithing - Skyrim Wiki Guide - IGNDocument10 pagesSmithing - Skyrim Wiki Guide - IGNXaythinanh Philama'No ratings yet
- Meseret KibromDocument64 pagesMeseret Kibromhabtamuabera041No ratings yet
- Case - Billingham PDFDocument32 pagesCase - Billingham PDFPeter Davidson100% (1)
- PPTDocument33 pagesPPTMitPatel100% (1)
- Microbial Enzymes: Industrial Progress in 21st CenturyDocument15 pagesMicrobial Enzymes: Industrial Progress in 21st Centuryefita100% (1)
- Kurt Thune Catalogue 2014Document21 pagesKurt Thune Catalogue 2014Peter DavidsonNo ratings yet