Download as ppt, pdf, or txt
You might also like
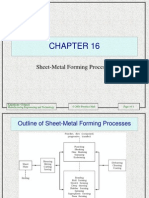
- Sheet-Metal Forming ProcessesDocument56 pagesSheet-Metal Forming Processesenverkara80No ratings yet
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th Edbogdangabriel1985No ratings yet
- Material-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdDocument30 pagesMaterial-Removal Processes: Cutting: Manufacturing Processes For Engineering Materials, 4th EdIgce MechNo ratings yet
- Metal FormingDocument7 pagesMetal FormingAl Fredo100% (3)
- Structural Design of Steel Bar Bending MachineDocument7 pagesStructural Design of Steel Bar Bending MachineAymen HammiNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Sheet-Metal Forming ProcessesDocument77 pagesSheet-Metal Forming ProcessessengcanNo ratings yet
- Fundamentals of Cutting - ManufacturingDocument135 pagesFundamentals of Cutting - ManufacturingsengcanNo ratings yet
- 7 Komanduri1981Document10 pages7 Komanduri1981pavandatta_jadhav5262No ratings yet
- JETIR1804322Document6 pagesJETIR1804322cartoonsvideo88No ratings yet
- Lect7 Grinding Advanced ManufacturingDocument33 pagesLect7 Grinding Advanced Manufacturingsirac topcuNo ratings yet
- Cap 1Document9 pagesCap 1irinuca12No ratings yet
- TABLE 7.1 General Characteristics of Sheet-Metal Forming ProcessesDocument56 pagesTABLE 7.1 General Characteristics of Sheet-Metal Forming ProcessesMarco Bonilla MartínezNo ratings yet
- Matecconf Imanee2018Document6 pagesMatecconf Imanee2018Irina BesliuNo ratings yet
- Final Examination SEMESTER I, SESSION2014/2015Document13 pagesFinal Examination SEMESTER I, SESSION2014/2015Mohamad Yusuf HelmiNo ratings yet
- Study On The Buckling Behaviour of Cold Formed Steel Lipped and Unlipped ColumnDocument9 pagesStudy On The Buckling Behaviour of Cold Formed Steel Lipped and Unlipped ColumnIJRASETPublicationsNo ratings yet
- Ch16 Sheet Metal Forming ProcessesDocument47 pagesCh16 Sheet Metal Forming ProcessessaminziNo ratings yet
- Dilip2013 - RFWDocument9 pagesDilip2013 - RFWCyril Joseph DanielNo ratings yet
- Optimisation of Machining ParameterDocument5 pagesOptimisation of Machining ParameterSihle NdlovuNo ratings yet
- CH 16Document47 pagesCH 16marihomenonNo ratings yet
- Sheet Metal Forming ProcessDocument86 pagesSheet Metal Forming Processペブリヤナ サンディNo ratings yet
- ForgingDocument44 pagesForgingMagari Frimsa GintingNo ratings yet
- Analysis of Surface Roughness and Cutting Force Components in Hard Turning With CBN Tool - Prediction Model and Cutting Conditions OptimizationDocument10 pagesAnalysis of Surface Roughness and Cutting Force Components in Hard Turning With CBN Tool - Prediction Model and Cutting Conditions OptimizationadarshgitamNo ratings yet
- Welding Shop Lab ManulDocument24 pagesWelding Shop Lab ManulDivyansh GargNo ratings yet
- Advanced Tool Design PDFDocument4 pagesAdvanced Tool Design PDFgsudhanta1604No ratings yet
- Austenite Stainless SteelDocument13 pagesAustenite Stainless SteelYuvaraj RajuNo ratings yet
- Sheet-Metal Forming ProcessesDocument60 pagesSheet-Metal Forming Processesharishkumar.ravichandran100% (1)
- Basic of Cutting ToolsDocument26 pagesBasic of Cutting Toolssiva kumarNo ratings yet
- UTA026Document7 pagesUTA026Panshul SaxenaNo ratings yet
- ME204Document2 pagesME204raja93satNo ratings yet
- Slip TestDocument3 pagesSlip TestSaravanan MathiNo ratings yet
- Jiang 2021 J. Phys. Conf. Ser. 1986 012097Document7 pagesJiang 2021 J. Phys. Conf. Ser. 1986 012097dawit gashuNo ratings yet
- The Effect of Rotational Speed On Flow BDocument8 pagesThe Effect of Rotational Speed On Flow Bالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Very High Speed Cutting - Ti64 - Chip Morphology and Mechanism of Chip Formation - Sutter N List - 2013 - 2Document7 pagesVery High Speed Cutting - Ti64 - Chip Morphology and Mechanism of Chip Formation - Sutter N List - 2013 - 2Dev RajNo ratings yet
- Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production EngineeringDocument30 pagesAhsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineeringalif islamNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- Sheet Metal FormingDocument53 pagesSheet Metal Formingvinod100% (1)
- MATS214 Jan 2020 Exam Paper (Moderator Version With Indicative Answers)Document9 pagesMATS214 Jan 2020 Exam Paper (Moderator Version With Indicative Answers)Quỳnh Quốc Thắng VõNo ratings yet
- Question Paper Code:: Reg. No.Document3 pagesQuestion Paper Code:: Reg. No.Priyadharshan RNo ratings yet
- Ipe 332Document19 pagesIpe 332S. M. Hasibur RahmanNo ratings yet
- Experimental Analysis of Friction Stir Welding of Dissimilar Alloys Aa7075 and MG Ze42 Using Butt Joint GeometryDocument8 pagesExperimental Analysis of Friction Stir Welding of Dissimilar Alloys Aa7075 and MG Ze42 Using Butt Joint GeometryTJPRC PublicationsNo ratings yet
- Ch21 Fundamentals of CuttingDocument56 pagesCh21 Fundamentals of CuttingImGlobalCitizenNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- Mohd Zaim Bin Mohd ZukeriDocument36 pagesMohd Zaim Bin Mohd Zukerisaded05No ratings yet
- MFT IDocument26 pagesMFT IThulasi RamNo ratings yet
- FinalVivaPPT ME07B066Document30 pagesFinalVivaPPT ME07B066Sujit MuleNo ratings yet
- Joining of Polymer-Metal Hybrid Structures: Principles and ApplicationsFrom EverandJoining of Polymer-Metal Hybrid Structures: Principles and ApplicationsSergio T. Amancio FilhoNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Ageing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityFrom EverandAgeing and Life Extension of Offshore Structures: The Challenge of Managing Structural IntegrityNo ratings yet
- Mapeproof AL-SC (Plus) APDocument4 pagesMapeproof AL-SC (Plus) APnw86n6dd84No ratings yet
- Lloyds Approved MillsDocument80 pagesLloyds Approved MillsJosip JurčićNo ratings yet
- 4A. Simona CatalogueDocument6 pages4A. Simona CatalogueMEAGAN CHNGNo ratings yet
- Procem BrochureDocument20 pagesProcem BrochuremelvinkorahNo ratings yet
- Fabrication Prosedure: Continuous Improvement & Sustainbility ProjectDocument12 pagesFabrication Prosedure: Continuous Improvement & Sustainbility Projectmoddys100% (1)
- An 31.2 Care and Maintenance of Hot Dip GalvanizingDocument4 pagesAn 31.2 Care and Maintenance of Hot Dip GalvanizingnarmathaNo ratings yet
- 01 9240 Facility Operation - Asset TaggingDocument2 pages01 9240 Facility Operation - Asset TaggingMarius de WetNo ratings yet
- NPK EspindesaDocument2 pagesNPK Espindesaarun manchekarNo ratings yet
- En Magnetic Part. ProcedureDocument5 pagesEn Magnetic Part. ProcedureAdham AhmedNo ratings yet
- Alkathene LD 1217Document1 pageAlkathene LD 1217Manoj SahuNo ratings yet
- Commodity Classifications in NFPA 13 - NFPA - NFPADocument12 pagesCommodity Classifications in NFPA 13 - NFPA - NFPAAhmed HakamNo ratings yet
- AIAG FMEA Heat TreatDocument36 pagesAIAG FMEA Heat TreatSoraida Ramirez100% (1)
- CADORS3LOW enDocument2 pagesCADORS3LOW enAvel MahundinganNo ratings yet
- Cold Forging - State of The Art and Future TrendsDocument23 pagesCold Forging - State of The Art and Future TrendsMustafa Mert SAMLINo ratings yet
- JISB8226-1 - 2011 Rupture Disk Safety Device - Part 1 GeneralDocument30 pagesJISB8226-1 - 2011 Rupture Disk Safety Device - Part 1 GeneralLNo ratings yet
- Tools Hardware VOL.09Document156 pagesTools Hardware VOL.09Kevin HuangNo ratings yet
- DOPOL '90 Preheater and PREPOL Calcining (1598)Document4 pagesDOPOL '90 Preheater and PREPOL Calcining (1598)Siddharth DeshmukhNo ratings yet
- Materials and Processes Quiz 2Document7 pagesMaterials and Processes Quiz 2RuthNo ratings yet
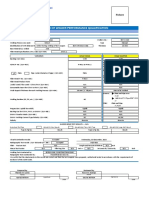
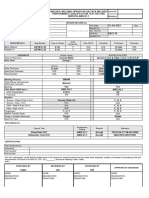
- Record of Welder Performance Qualification: PictureDocument7 pagesRecord of Welder Performance Qualification: PictureRhannie GarciaNo ratings yet
- Entregable 2 Ingles TecnicoDocument7 pagesEntregable 2 Ingles TecnicoLuis CrisólogoNo ratings yet
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
- Simplified Estimate by Max FajardoDocument300 pagesSimplified Estimate by Max FajardoRyan David MacayanNo ratings yet
- Ikonni Art Glass Catalog 2022Document22 pagesIkonni Art Glass Catalog 2022Misha ChorniNo ratings yet
- SikaBondRB-100 en (03-2016) 1Document3 pagesSikaBondRB-100 en (03-2016) 1Andrei GheoNo ratings yet
- Cattle Feed DataDocument168 pagesCattle Feed Datafatima.razaNo ratings yet
- TDS - WIT PE 500 - RebarDocument3 pagesTDS - WIT PE 500 - RebarDattatray GosaviNo ratings yet
- Boiler Compound Paint - B Interior: DescriptionDocument1 pageBoiler Compound Paint - B Interior: DescriptionnanoNo ratings yet
- Stainless Steel Surface Finishes - 135Document6 pagesStainless Steel Surface Finishes - 135Ravindra BarangeNo ratings yet
- Design and Fabrication of Pneumatic Bearing Press and Puller 1Document40 pagesDesign and Fabrication of Pneumatic Bearing Press and Puller 1Mohammed Kani ANo ratings yet
- JIS F 7121 Shipbuilding - Can Water Filters: To TitleDocument8 pagesJIS F 7121 Shipbuilding - Can Water Filters: To TitlePhúc nguyễnNo ratings yet