Download as ppt, pdf, or txt
You might also like
- Lug Support DesignDocument11 pagesLug Support Designimrancenakk100% (6)
- Baffle Thickness CalculationDocument22 pagesBaffle Thickness CalculationAdrian Stoicescu100% (1)
- Mathcad - 21-Design of StairDocument3 pagesMathcad - 21-Design of StairMrAlittle FingerNo ratings yet
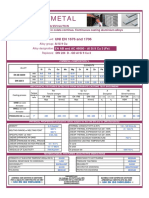
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706satheeskumar VikramasingarajNo ratings yet
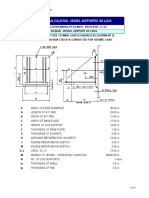
- Sample Design Calculation - Vessel Supported On Legs (Beam)Document7 pagesSample Design Calculation - Vessel Supported On Legs (Beam)Eni Vino0% (2)
- Design of Crane Runway Beam (10 Tons)Document5 pagesDesign of Crane Runway Beam (10 Tons)maris_sasec100% (2)
- GB - T 3274 PDFDocument4 pagesGB - T 3274 PDFHoang0% (1)
- Design Calculation of Worm and Worm Gear Tangential LoadDocument5 pagesDesign Calculation of Worm and Worm Gear Tangential LoadVenkateswaran venkateswaranNo ratings yet
- Design Calculation of Worm and Worm Gear Dynamic LoadsDocument5 pagesDesign Calculation of Worm and Worm Gear Dynamic LoadsVenkateswaran venkateswaranNo ratings yet
- Worm Gearl Design ProjectDocument39 pagesWorm Gearl Design ProjectMajestic Egy SoldNo ratings yet
- V005t16a008 82 GT 277Document10 pagesV005t16a008 82 GT 277satstarNo ratings yet
- DEEP BEAM DesignDocument2 pagesDEEP BEAM DesignmangeshNo ratings yet
- TAMU - Pemex: Offshore DrillingDocument31 pagesTAMU - Pemex: Offshore DrillingkfranovskyNo ratings yet
- Threaded FastenersDocument28 pagesThreaded FastenersROHAN PILLAINo ratings yet
- Design Calculation of Worm and Worm Gear Endurance StrengthDocument9 pagesDesign Calculation of Worm and Worm Gear Endurance StrengthVenkateswaran venkateswaranNo ratings yet
- Operating Mud WindowDocument35 pagesOperating Mud WindowEmiro OspinoNo ratings yet
- Design of Lining For A Mine Shaft and Decline Using Numerical Modelling TechniquesDocument38 pagesDesign of Lining For A Mine Shaft and Decline Using Numerical Modelling TechniquesPraphulJainNo ratings yet
- Worm Gear CalculationDocument8 pagesWorm Gear CalculationVenkateswaran venkateswaranNo ratings yet
- Sheet Metal Die CalculationDocument5 pagesSheet Metal Die CalculationMahmoud ShabanNo ratings yet
- Terrock InfrastructureDocument39 pagesTerrock Infrastructurerohit ThakurNo ratings yet
- 4 - Drill Stem-1 PDFDocument23 pages4 - Drill Stem-1 PDFRoaa100% (1)
- Free Span & FatigueDocument53 pagesFree Span & FatigueaddypurnamaNo ratings yet
- Sheet To Calculate Crack Width: CR CR PerDocument1 pageSheet To Calculate Crack Width: CR CR PerOuseppachan AmbookenNo ratings yet
- Bosch - Dados Bicos InjetoresDocument25 pagesBosch - Dados Bicos InjetoresClaudio GibeiliNo ratings yet
- Gear Lubricants EffectDocument37 pagesGear Lubricants EffectTatumi Sobue100% (1)
- Crompton DC MotorsDocument6 pagesCrompton DC MotorsAzed-dine BoughmarNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 12Document41 pagesIndian Institute of Welding - ANB Refresher Course - Module 12dayalramNo ratings yet
- Bending Stress CalculationsDocument4 pagesBending Stress Calculationsschaali100% (5)
- Pipe Design Sheet of Watercourse Lift SchemeDocument3 pagesPipe Design Sheet of Watercourse Lift SchemeKevin CondeNo ratings yet
- Raft Slab Design For Head Works of Magui Khola Irrigation Project, Madi ChitwanDocument2 pagesRaft Slab Design For Head Works of Magui Khola Irrigation Project, Madi ChitwanMohammedNo ratings yet
- Fatigue Failure NewDocument21 pagesFatigue Failure NewAshwani DinkarNo ratings yet
- VW Strain Gauge 2017 1Document4 pagesVW Strain Gauge 2017 1BuiDucVinhNo ratings yet
- Design of Deep BeamsDocument104 pagesDesign of Deep Beamskalpitrawat16908No ratings yet
- Wall Chart For Hardness Testing PDFDocument1 pageWall Chart For Hardness Testing PDFabhiNo ratings yet
- User Input Beam Design Sheet (Aci318-14)Document5 pagesUser Input Beam Design Sheet (Aci318-14)rupesh417No ratings yet
- The Use of De-Swirl Nozzles To Reduce The Pressure Drop in A Rotating Cavity With A Radial InflowDocument10 pagesThe Use of De-Swirl Nozzles To Reduce The Pressure Drop in A Rotating Cavity With A Radial Inflow孟卫帅No ratings yet
- Design For 3-Pile GroupDocument4 pagesDesign For 3-Pile GroupP&D CIRCLE PWDNo ratings yet
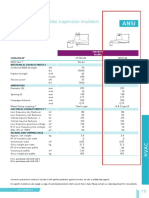
- Catalogo SEDIVER HVAC 17 32Document1 pageCatalogo SEDIVER HVAC 17 32Boris MirandaNo ratings yet
- Sample Design Calculation - Vessel Supported On LugsDocument11 pagesSample Design Calculation - Vessel Supported On LugsSiva baalan100% (2)
- 3-6 Stress Analysis, Sub Parkash, Fluor PDFDocument24 pages3-6 Stress Analysis, Sub Parkash, Fluor PDFMarlon TurnerNo ratings yet
- Seismic Load CalculationsDocument34 pagesSeismic Load CalculationsMuzaffarNo ratings yet
- Isolated Footing DesignDocument11 pagesIsolated Footing DesignPadmanabh Shridhar DesaiNo ratings yet
- Earthing Mat Design For Sub Station: As Per ANSI/IEEE STD 80-1986 CodeDocument7 pagesEarthing Mat Design For Sub Station: As Per ANSI/IEEE STD 80-1986 CodehashimelecNo ratings yet
- WES Sand Control Slides For StudentsDocument59 pagesWES Sand Control Slides For StudentsAhmad MammadovNo ratings yet
- Directional Drilling OverviewDocument10 pagesDirectional Drilling OverviewHamed YousifNo ratings yet
- Long Side Failure: Ultimate Bearing Capacity, Q Net Bearing Capacity, Q Computed Factor of Safety, FS N Value N ValuesDocument24 pagesLong Side Failure: Ultimate Bearing Capacity, Q Net Bearing Capacity, Q Computed Factor of Safety, FS N Value N ValuesPervy SageNo ratings yet
- CHS S235Document5 pagesCHS S235MurtuzaNo ratings yet
- T-93-102-V Flowtite CouplingDocument4 pagesT-93-102-V Flowtite CouplingJose GarciaNo ratings yet
- 3386 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesDocument3 pages3386 - 3/8 " Square Trimpot Trimming Potentiometer: FeaturesjairomarcanoNo ratings yet
- Eddy Current - Basics II: Abinash Behera Asnt NDT Level-Iii in RT, Ut, MT, PT, EtDocument50 pagesEddy Current - Basics II: Abinash Behera Asnt NDT Level-Iii in RT, Ut, MT, PT, EtABINASH BEHERANo ratings yet
- Design of RC Plate Coupling BeamDocument5 pagesDesign of RC Plate Coupling BeamJai ThakkarNo ratings yet
- Stressing Values and Stressing Record: Dywidag Multistrand TendonDocument1 pageStressing Values and Stressing Record: Dywidag Multistrand TendonMangisi Haryanto ParapatNo ratings yet
- CT Burden Calculation ReportDocument6 pagesCT Burden Calculation ReportMd Mahbubur RahmanNo ratings yet
- 4597 AAB SC 07 Addendum 2 R0v0 42Document1 page4597 AAB SC 07 Addendum 2 R0v0 42danieldumapitNo ratings yet
- Coeficientul Mecanic de Armare TransversalaDocument3 pagesCoeficientul Mecanic de Armare Transversalaichim DragosNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- 01 Welding ProcessDocument42 pages01 Welding ProcessbalamuruganNo ratings yet
- Mill Wright 1Document56 pagesMill Wright 1balamuruganNo ratings yet
- 02 Destructive TestingDocument50 pages02 Destructive TestingbalamuruganNo ratings yet
- ObjectiveDocument2 pagesObjectivebalamuruganNo ratings yet
- Residual StressDocument10 pagesResidual StressbalamuruganNo ratings yet
- Coating FORMULADocument4 pagesCoating FORMULAbalamuruganNo ratings yet
- Branch ConnectionDocument1 pageBranch ConnectionbalamuruganNo ratings yet
- TDSWE 5356 Wire TSDocument2 pagesTDSWE 5356 Wire TSbalamuruganNo ratings yet
- ASTM E837 ExcerptDocument1 pageASTM E837 ExcerptbalamuruganNo ratings yet
- Distortion Control & Case StudiesDocument141 pagesDistortion Control & Case StudiesbalamuruganNo ratings yet
- Control Distortion During Design StageDocument5 pagesControl Distortion During Design StagebalamuruganNo ratings yet
- 4 Welding Metallurgy 3Document20 pages4 Welding Metallurgy 3balamuruganNo ratings yet
- Section 17Document44 pagesSection 17balamuruganNo ratings yet
- Question & AnswerDocument12 pagesQuestion & AnswerbalamuruganNo ratings yet
- DefinitionDocument1 pageDefinitionbalamuruganNo ratings yet
- Laser in Automotive Metal Presentation TWIDocument9 pagesLaser in Automotive Metal Presentation TWIbalamuruganNo ratings yet
- Laser Welding Technical Study Paper PresentationDocument116 pagesLaser Welding Technical Study Paper PresentationbalamuruganNo ratings yet
- Siroco-D 1.5Document194 pagesSiroco-D 1.5balamuruganNo ratings yet
- SQC & Iso 9001-2015Document47 pagesSQC & Iso 9001-2015balamuruganNo ratings yet
- Eng 013Document3 pagesEng 013balamuruganNo ratings yet
- Table of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3Document8 pagesTable of Design Properties For Metric Steel Bolts M5 To M39 - Eurocode 3balamuruganNo ratings yet
- 13-BCIS High Strength Bolts 2018Document55 pages13-BCIS High Strength Bolts 2018balamuruganNo ratings yet
- Ce Papers - 2021 - Strangh Ner - Weathering Impacts On The Tightening Behaviour of HV HR Bolting Assemblies For PreloadingDocument8 pagesCe Papers - 2021 - Strangh Ner - Weathering Impacts On The Tightening Behaviour of HV HR Bolting Assemblies For PreloadingbalamuruganNo ratings yet
- CRS NCR 336 Rev.00Document24 pagesCRS NCR 336 Rev.00balamuruganNo ratings yet
- Sample of Connections Calc.Document2 pagesSample of Connections Calc.balamuruganNo ratings yet
- Piping UpdatedDocument1 pagePiping UpdatedbalamuruganNo ratings yet
- Preinstallation VerificationDocument5 pagesPreinstallation VerificationbalamuruganNo ratings yet
- Calculate Clamp Load Security Locknut 1Document2 pagesCalculate Clamp Load Security Locknut 1balamuruganNo ratings yet
- WPS FormatDocument1 pageWPS FormatbalamuruganNo ratings yet
- Iso 7379 1983Document8 pagesIso 7379 1983balamurugan100% (1)
- Metallurgy Lab Viva VoiceDocument3 pagesMetallurgy Lab Viva VoiceHARIMETLYNo ratings yet
- FabCO Excel Arc71Document2 pagesFabCO Excel Arc71Yousab CreatorNo ratings yet
- CSWIP 3.1 Course Note 2016 With Question & AnswersDocument3 pagesCSWIP 3.1 Course Note 2016 With Question & AnswersSakthi Pk100% (1)
- Study of Electric Arc Welding Process and Various Types of JointDocument12 pagesStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibNo ratings yet
- Radiography Sai KripaDocument4 pagesRadiography Sai KripaSarthak EnterprisesNo ratings yet
- Nature 14144Document6 pagesNature 14144BoB bobNo ratings yet
- C45 STD PDFDocument2 pagesC45 STD PDFJeetu GosaiNo ratings yet
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoNo ratings yet
- Asme Sec Ix 2019 380Document1 pageAsme Sec Ix 2019 380Balkishan DyavanapellyNo ratings yet
- 2012 - U. C. Jindal - Material Science and Metallurgy Pearson Education PDFDocument552 pages2012 - U. C. Jindal - Material Science and Metallurgy Pearson Education PDFtonymailinator100% (2)
- Advanced Building Construction: Beam To Column Bolted Connection Beam To Column Connection (WeldedDocument1 pageAdvanced Building Construction: Beam To Column Bolted Connection Beam To Column Connection (WeldedShanzNo ratings yet
- Abschn 04Document52 pagesAbschn 04dongwook712No ratings yet
- Idealarc R3R-400 & 500: Heavy Duty Stick Welding and Arc GougingDocument2 pagesIdealarc R3R-400 & 500: Heavy Duty Stick Welding and Arc GougingRicardo Cézar Santos RibeiroNo ratings yet
- Conductor Material:: Aluminium: Hard Drawn Electrolytic Aluminium Rods of E.C. Grade Having Purity Not LessDocument3 pagesConductor Material:: Aluminium: Hard Drawn Electrolytic Aluminium Rods of E.C. Grade Having Purity Not LessPiyush GoyalNo ratings yet
- Tuv / Iics 3.1 Certified Welding Inspector Api 577 Welding Inspection & MetallurgyDocument5 pagesTuv / Iics 3.1 Certified Welding Inspector Api 577 Welding Inspection & Metallurgyzulfadli izaraeeNo ratings yet
- Shipbuilding ApprovalsDocument5 pagesShipbuilding ApprovalslucasNo ratings yet
- TM23 - Heat Treatment of Metals PDFDocument32 pagesTM23 - Heat Treatment of Metals PDFAlessio NotariNo ratings yet
- Internship Report Pakistan Ordinance Factory 1648923389Document32 pagesInternship Report Pakistan Ordinance Factory 1648923389Rehan AhmedNo ratings yet
- Katalogas enDocument20 pagesKatalogas enEman AdelNo ratings yet
- Pig Iron For Grey Iron FoundriesDocument2 pagesPig Iron For Grey Iron FoundriesArunkumar ManianNo ratings yet
- Tarby TitanDocument4 pagesTarby TitanAlberto HerreraNo ratings yet
- Lock-Up Device SpecificationDocument4 pagesLock-Up Device SpecificationSudhanshu Shekhar SinglaNo ratings yet
- Linkmet Brochure May2022 - LrfaDocument8 pagesLinkmet Brochure May2022 - LrfaHidzir ShamsudinNo ratings yet
- Ceramic SG6 Three Roll Mill QuotationDocument3 pagesCeramic SG6 Three Roll Mill QuotationLe DuNo ratings yet
- Modern Materials For Cast Work Rolls of HSMDocument9 pagesModern Materials For Cast Work Rolls of HSMBoban RajkovicNo ratings yet
- GP 09-04-01Document31 pagesGP 09-04-01Anbarasan Perumal100% (1)
- Alga Algas Pneumatic Actuator Metric English en Us 2545482Document104 pagesAlga Algas Pneumatic Actuator Metric English en Us 2545482macleodesfrotaNo ratings yet
- Suzhou First Packing Co.,Ltd Catolog - LindaDocument12 pagesSuzhou First Packing Co.,Ltd Catolog - LindaMuhammad aliNo ratings yet
- HR Project On Stress ManagementDocument104 pagesHR Project On Stress ManagementSindhuNo ratings yet