Download as pptx, pdf, or txt
You might also like
- VT ReportDocument1 pageVT ReportBauyrzhanNo ratings yet
- Enchaquetamiento TuberiasDocument41 pagesEnchaquetamiento TuberiasSara Otero ManriqueNo ratings yet
- ReinforcingDocument1 pageReinforcingIvan Rudolf De FretesNo ratings yet
- Non Destructive Testing of Primary Steel Components, Tower Sections and Embedment's For Vestas Wind TurbinesDocument5 pagesNon Destructive Testing of Primary Steel Components, Tower Sections and Embedment's For Vestas Wind TurbinesDavisTranNo ratings yet
- Global Steel Engineer Forum-NDTDocument5 pagesGlobal Steel Engineer Forum-NDTkinglordofatoNo ratings yet
- TWJO-ITP-EMB-0003-CHK-001 Revb Accessories Retaining Wall RRR Method StatementDocument1 pageTWJO-ITP-EMB-0003-CHK-001 Revb Accessories Retaining Wall RRR Method StatementBangkit SamosirNo ratings yet
- Processus de Fabrication Des Faisceaux: CommandeDocument4 pagesProcessus de Fabrication Des Faisceaux: CommandeMOUAD BELKHALIFANo ratings yet
- KP WPS PQR GTAW FCAWDocument1 pageKP WPS PQR GTAW FCAWwahyuNo ratings yet
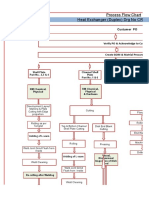
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Run Sheet PQR.Document1 pageRun Sheet PQR.Ilham PaneNo ratings yet
- Civil FQP 22.11.22Document5 pagesCivil FQP 22.11.22Sankha Subhra JashNo ratings yet
- Dimensional Inspection ReportDocument2 pagesDimensional Inspection ReportShanty WibowoNo ratings yet
- Rane Madras Flow ChartDocument2 pagesRane Madras Flow ChartrathanNo ratings yet
- Inspeksi - Steel StructureDocument9 pagesInspeksi - Steel StructureyuwantoniNo ratings yet
- Sewer Check List Task-3Document1 pageSewer Check List Task-3csacas sacscNo ratings yet
- Visual Examination ReportDocument47 pagesVisual Examination ReportalouisNo ratings yet
- WI SR 13 RFI FlowchartDocument1 pageWI SR 13 RFI FlowchartdaveswinburneNo ratings yet
- Presentation 1Document7 pagesPresentation 1kihal zohirNo ratings yet
- Fabricated Products - Process Flow LandscapeDocument1 pageFabricated Products - Process Flow LandscapemoezNo ratings yet
- TMG Post Tensioning SystemDocument23 pagesTMG Post Tensioning SystemManukantShrotriyaNo ratings yet
- Down Hole Measurements in Oilfield Operations: Tor EianeDocument54 pagesDown Hole Measurements in Oilfield Operations: Tor EianeSohaib RashidNo ratings yet
- Ballscrew Manuf TourDocument5 pagesBallscrew Manuf TourBilal VURALNo ratings yet
- Method of Statement: Fit Up and ToolsDocument1 pageMethod of Statement: Fit Up and ToolsAmul PontingNo ratings yet
- sackle certificateDocument2 pagessackle certificateMarc ObetNo ratings yet
- I2114-OPR-ITP-CHK-007A (01) Pour Inspection Checklist - RCCDocument3 pagesI2114-OPR-ITP-CHK-007A (01) Pour Inspection Checklist - RCCPrasant Kumar SahooNo ratings yet
- TIC Inserts Blow Bars by JYS CastingDocument11 pagesTIC Inserts Blow Bars by JYS CastingTomas ChienNo ratings yet
- Welding Processes Investigation SlidesDocument36 pagesWelding Processes Investigation SlidesSwarna LathaNo ratings yet
- QAP Final - ASSAMNZRMM11Document2 pagesQAP Final - ASSAMNZRMM11Jaspreet SinghNo ratings yet
- PacifiCorp Spec TD041Document16 pagesPacifiCorp Spec TD041alexayala5151No ratings yet
- ITP For Instrumentation WorksDocument80 pagesITP For Instrumentation WorksTauqueerAhmadNo ratings yet
- TR 1a Glycol Overhead Piping East SideDocument11 pagesTR 1a Glycol Overhead Piping East SideShamsul AffendiNo ratings yet
- SSE-QC-ELE-510 - CT & PT Installation ChecklistDocument2 pagesSSE-QC-ELE-510 - CT & PT Installation ChecklistBhalsingh JangraNo ratings yet
- 1018.16 - Toge TDSDocument8 pages1018.16 - Toge TDShexensohnNo ratings yet
- Pqr 实验计划/Pqr Test Plan: Project InformationDocument1 pagePqr 实验计划/Pqr Test Plan: Project InformationANIL PLAMOOTTILNo ratings yet
- Needs Attention CompletedDocument2 pagesNeeds Attention CompletedahmedNo ratings yet
- Presentación 21kDocument36 pagesPresentación 21kCamilo MendozaNo ratings yet
- Equotip Live Sales Flyer EnglishDocument2 pagesEquotip Live Sales Flyer EnglishRalph TicongNo ratings yet
- Reliability & Integrity: Innovative NDT SolutionsDocument11 pagesReliability & Integrity: Innovative NDT SolutionsCepi Sindang KamulanNo ratings yet
- Electronic MFG Overall - ShrunkDocument48 pagesElectronic MFG Overall - ShrunkShubham SharmaNo ratings yet
- Saic D 2024Document9 pagesSaic D 2024Md ShariqueNo ratings yet
- Ame-27 Rev 1aDocument38 pagesAme-27 Rev 1aGyanr BNo ratings yet
- Bracket Inspection FormatDocument1 pageBracket Inspection FormatBindanna JoshiNo ratings yet
- PQWDocument3 pagesPQWcorey jacobsNo ratings yet
- Project Milestone Achievment WIP Facility Deconstraint Stage 2 - Complete Shelter and MCC BuildingDocument4 pagesProject Milestone Achievment WIP Facility Deconstraint Stage 2 - Complete Shelter and MCC BuildingNofrizal HasanNo ratings yet
- 5.5in Dp 0.415wt Ht55质量文件包裹模板Document21 pages5.5in Dp 0.415wt Ht55质量文件包裹模板zhaibo666No ratings yet
- Interview PreparationsDocument23 pagesInterview PreparationsDebojyoti BanikNo ratings yet
- Wps Pqrwelding SCSP COUPON Phpapp02Document14 pagesWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoNo ratings yet
- WQT-SURIA ENGINEERING - Naveed WelderDocument1 pageWQT-SURIA ENGINEERING - Naveed Weldersuria qaqcNo ratings yet
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- Om-03 Hose Handling Crane PDFDocument126 pagesOm-03 Hose Handling Crane PDFcpîndaruNo ratings yet
- 6-15-0091 STD Spec For Hardness Req of Static EqDocument5 pages6-15-0091 STD Spec For Hardness Req of Static EqMurli ramchandranNo ratings yet
- F36-E-01 Job Map Rev.01Document2 pagesF36-E-01 Job Map Rev.01abhijeetrnairNo ratings yet
- Welding Superintendent: Curriculm VitaeDocument5 pagesWelding Superintendent: Curriculm VitaeMuhammad WarisNo ratings yet
- Structure & Piping OfferDocument2 pagesStructure & Piping OfferMukesh BerwaNo ratings yet
- Temporary Detour at Lebak Bulus: Construction of Mass Rapid Transit JakartaDocument7 pagesTemporary Detour at Lebak Bulus: Construction of Mass Rapid Transit JakartaJosua Ferry ManurungNo ratings yet
- QW-484A (WPQ) GTAW 4MM FilletDocument2 pagesQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- 1756-Pm008 Logix5000 Ladder DiagramDocument20 pages1756-Pm008 Logix5000 Ladder DiagramAnojan BalaNo ratings yet
- Enhancing Photoelectric Conversion Efficiency of Solar Panel by WatercoolingDocument5 pagesEnhancing Photoelectric Conversion Efficiency of Solar Panel by WatercoolingskrtamilNo ratings yet
- CHEMKIN Theory PDFDocument273 pagesCHEMKIN Theory PDFJaq Plin PlinNo ratings yet
- Model HPR-120: Industrial Pressure Relief Damper Application and DesignDocument4 pagesModel HPR-120: Industrial Pressure Relief Damper Application and DesignTrisandy HardisaputraNo ratings yet
- Tomasulo's Algorithm and ScoreboardingDocument17 pagesTomasulo's Algorithm and ScoreboardingParth KaleNo ratings yet
- Icom IC-2720H Instruction ManualDocument96 pagesIcom IC-2720H Instruction ManualYayok S. AnggoroNo ratings yet
- 1984 (EC-34) British Steel Corp V Cleveland Bridge and Engineering Co LTD - Wikipedia (Letter of Intent - Executory Contract)Document1 page1984 (EC-34) British Steel Corp V Cleveland Bridge and Engineering Co LTD - Wikipedia (Letter of Intent - Executory Contract)Mehreen AkmalNo ratings yet
- Iso 5084 1996Document8 pagesIso 5084 1996Knw CalidadNo ratings yet
- PM044H - Winding 17: Technical Data SheetDocument7 pagesPM044H - Winding 17: Technical Data SheetLeenaNo ratings yet
- ORDocument102 pagesORYehualashet FelekeNo ratings yet
- 3G TOPS FormulaDocument29 pages3G TOPS FormulaRao DheeruNo ratings yet
- Piping Design CriteriaDocument15 pagesPiping Design CriteriaSubash Chandrabose50% (2)
- Test Procedure : Your Logo Icon & Slogen HereDocument25 pagesTest Procedure : Your Logo Icon & Slogen Heremisho4523No ratings yet
- Hamad Bin Khalifa Medical City - Electrical Rev04Document66 pagesHamad Bin Khalifa Medical City - Electrical Rev04waseem kausarNo ratings yet
- Material Balance ModelDocument13 pagesMaterial Balance ModelChris Opuba100% (1)
- 2013 Engleza Locala Bucuresti Clasa A Xiia Subiecte Si Bareme PDFDocument3 pages2013 Engleza Locala Bucuresti Clasa A Xiia Subiecte Si Bareme PDFLauryFelyNo ratings yet
- Concerns and Measures During Part Load OperationDocument26 pagesConcerns and Measures During Part Load OperationkumargautamNo ratings yet
- 1974 Ski DooDocument292 pages1974 Ski DooVincent RoyNo ratings yet
- DSE5120 Installation Instructions PDFDocument2 pagesDSE5120 Installation Instructions PDFeng_moh04No ratings yet
- Chilled Water1Document2 pagesChilled Water1lhhjklll0% (1)
- R E C Y C L E Purging With ReactionDocument7 pagesR E C Y C L E Purging With ReactionJoSaNo ratings yet
- Weatherpack In-Line Connector Kits: 2-Conductor Bullet ConnectorsDocument4 pagesWeatherpack In-Line Connector Kits: 2-Conductor Bullet ConnectorsbeemasundarNo ratings yet
- Esc201: Introduction To Electronics: Amit Verma Dept. of Electrical Engineering Iit KanpurDocument33 pagesEsc201: Introduction To Electronics: Amit Verma Dept. of Electrical Engineering Iit KanpurPrakhar chhalotreNo ratings yet
- When He Fell For MeDocument543 pagesWhen He Fell For MeDivina Luiza FantonialNo ratings yet
- Using The Microsoft Flexgrid ControlDocument19 pagesUsing The Microsoft Flexgrid Controlmnc19No ratings yet
- ISO Book of Standards For ShipbuildingDocument172 pagesISO Book of Standards For ShipbuildingBobby MarchelinoNo ratings yet
- Second Floor Beam Design CalculationDocument13 pagesSecond Floor Beam Design CalculationArnold VercelesNo ratings yet
- Commons Parking MemoDocument2 pagesCommons Parking MemoHerbNo ratings yet