Download as pptx, pdf, or txt
You might also like
- Mcv4u CH 1 Nelson SolutionsDocument76 pagesMcv4u CH 1 Nelson SolutionsStephanie100% (1)
- Hospital Management SystemDocument23 pagesHospital Management SystemMag CreationNo ratings yet
- Kusa Chemicals Private Limited: Kusapour 340Document1 pageKusa Chemicals Private Limited: Kusapour 340n.hartonoNo ratings yet
- Lubricants in Industrial Gears: Ath Lubrication Plash Lubrication Rease Lubrication Ressure Feed LubricationDocument9 pagesLubricants in Industrial Gears: Ath Lubrication Plash Lubrication Rease Lubrication Ressure Feed LubricationRaphael LinoNo ratings yet
- Industrial Lubricants Cross Reference GuideDocument80 pagesIndustrial Lubricants Cross Reference Guideinsult2injuryNo ratings yet
- 5 Engine Oil Specifications NaDocument27 pages5 Engine Oil Specifications NaOscar CampoNo ratings yet
- 01 - Base OilsDocument43 pages01 - Base Oilsrobertoalfaro492023100% (3)
- LUBRIZOL Industrial Lubricants 2008Document93 pagesLUBRIZOL Industrial Lubricants 2008Jako MishyNo ratings yet
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Document46 pagesUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaNo ratings yet
- LubricantsDocument5 pagesLubricantsShuvanjan Dahal100% (1)
- Lubricating OilsDocument22 pagesLubricating OilsShweta PatilNo ratings yet
- Lubs, Properties & TeatingDocument33 pagesLubs, Properties & Teatingjamesv52_743942786No ratings yet
- Grease Construction and FunctionDocument7 pagesGrease Construction and FunctionProphx BliziceNo ratings yet
- Grease Overview Amp Application PresentationDocument71 pagesGrease Overview Amp Application PresentationPatrick FoNo ratings yet
- 100 Ways To Improve Your Lubrication ProgramDocument29 pages100 Ways To Improve Your Lubrication ProgramManne RajuNo ratings yet
- Shell - Lubricants - Product Data GuideDocument20 pagesShell - Lubricants - Product Data GuideRolando DaclanNo ratings yet
- Lubricants and LubricationDocument5 pagesLubricants and LubricationsafowanNo ratings yet
- The Most Common Worldwide-Were Introduced in The Early 1940s. Lithium Complex GreasesDocument14 pagesThe Most Common Worldwide-Were Introduced in The Early 1940s. Lithium Complex GreasesKiran DuggarajuNo ratings yet
- BROCHURE Premium Greases Guide TNRDocument7 pagesBROCHURE Premium Greases Guide TNRRezhaNo ratings yet
- Lubricants & Greases: A.Antony PeterDocument112 pagesLubricants & Greases: A.Antony PetersinhleprovietNo ratings yet
- General Discussions On Lubricating OilsDocument59 pagesGeneral Discussions On Lubricating OilsHari PurwadiNo ratings yet
- OEM Engine Oil Lubricant Specifications: White PaperDocument4 pagesOEM Engine Oil Lubricant Specifications: White Papermohamed100% (1)
- Base Stocks 基础油Document18 pagesBase Stocks 基础油Yesica RozoNo ratings yet
- Chapter 2 LubricationDocument22 pagesChapter 2 Lubricationuthman98No ratings yet
- Hydraulic OilsDocument6 pagesHydraulic OilsGeorgina SuleNo ratings yet
- Lubricant GlossaryDocument8 pagesLubricant GlossaryAli KhanNo ratings yet
- Basic of Lubricants LubricationDocument56 pagesBasic of Lubricants LubricationNavin H YadavNo ratings yet
- Overview of Lubricant Technology-Dr. Gamini AmarasekeraDocument31 pagesOverview of Lubricant Technology-Dr. Gamini AmarasekeraNash100% (1)
- Fundamentals of Lubrication: © INFINEUM INTERNATIONAL LIMITED 2019. All Rights ReservedDocument32 pagesFundamentals of Lubrication: © INFINEUM INTERNATIONAL LIMITED 2019. All Rights ReservedSiva Kulanji100% (1)
- CASE STUDY 2 - SteelDocument19 pagesCASE STUDY 2 - SteelAnkit UjjwalNo ratings yet
- LO Analysis InterpretationDocument36 pagesLO Analysis InterpretationPatrick100% (1)
- Viscosity and Viscosity ModifiersDocument37 pagesViscosity and Viscosity ModifiersmaiatostiNo ratings yet
- 3 - Syntetic Pocket GuideDocument9 pages3 - Syntetic Pocket GuideRay Cepeda MenaNo ratings yet
- Antiwear and Extrem Epressure Additives in Lubricants - Papay1998Document16 pagesAntiwear and Extrem Epressure Additives in Lubricants - Papay1998MATTHEWS HENRIQUE COTA ARAUJONo ratings yet
- Advantages of Zinc-Free Hydraulic OilsDocument2 pagesAdvantages of Zinc-Free Hydraulic OilsAnonymous F2TxS3YoaNo ratings yet
- What You Need To Know When Selecting Gear OilsDocument5 pagesWhat You Need To Know When Selecting Gear OilsmarciofelipessantosNo ratings yet
- Metal Working Fluid ComponentsDocument19 pagesMetal Working Fluid ComponentsteddydeNo ratings yet
- 116 Lubricant Base StocksDocument4 pages116 Lubricant Base StocksHariajahNo ratings yet
- 06 Passenger Car Engine Oil 1600615748970Document32 pages06 Passenger Car Engine Oil 1600615748970maiatostiNo ratings yet
- Mobil GuideDocument19 pagesMobil GuidemademanNo ratings yet
- Industrial GreaseDocument6 pagesIndustrial GreaseNurHadi S WibowoNo ratings yet
- Lubricant BasestocksDocument37 pagesLubricant BasestocksmaiatostiNo ratings yet
- Lubrizol 1038 - Auto Gear Oil - TdsDocument3 pagesLubrizol 1038 - Auto Gear Oil - TdsPranit More Arabian Petroleum LimitedNo ratings yet
- Gear OilsDocument3 pagesGear OilsPurchase ZenoilNo ratings yet
- What Are Metalworking FluidsDocument10 pagesWhat Are Metalworking FluidsDimas NevesNo ratings yet
- Kluber-Brochure Lubrication of Various ComponentsDocument17 pagesKluber-Brochure Lubrication of Various ComponentsjalalNo ratings yet
- Infineum Insight ATFDocument59 pagesInfineum Insight ATFida fariyanti100% (1)
- A Guide To Grease Thickeners - Twin Specialties CorpDocument7 pagesA Guide To Grease Thickeners - Twin Specialties Corpbelkarroub mouradNo ratings yet
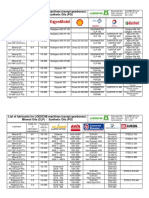
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Document8 pagesList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaNo ratings yet
- BPL Equiv Chart PDFDocument1 pageBPL Equiv Chart PDFmannajoe7No ratings yet
- High Performance LubricantsDocument20 pagesHigh Performance Lubricantsmaicol21n100% (2)
- Lubrication Training - Basics of LubricationDocument35 pagesLubrication Training - Basics of LubricationFran JimenezNo ratings yet
- Pub Role Additives v4 LODocument20 pagesPub Role Additives v4 LOTudor RatiuNo ratings yet
- Viscosity ClassificationsDocument6 pagesViscosity ClassificationsDarmawan PutrantoNo ratings yet
- Trends in Industrial Gear OilDocument8 pagesTrends in Industrial Gear OilM.Tayyab100% (1)
- Flender Gear UnitsDocument74 pagesFlender Gear Unitssdk00No ratings yet
- Guide To Metalworking FluidsDocument11 pagesGuide To Metalworking FluidsSam ChengNo ratings yet
- Gearbox LubricationDocument5 pagesGearbox LubricationTaranpreet Singh100% (1)
- Maintenance Tips On OilDocument12 pagesMaintenance Tips On OilAndrea StoneNo ratings yet
- Ease FundamentalsDocument32 pagesEase FundamentalsHazem Hasan100% (1)
- EEE Unit1 CompleteDocument62 pagesEEE Unit1 CompleteVANSH BHATINo ratings yet
- Dsa Unit 1Document86 pagesDsa Unit 1VANSH BHATINo ratings yet
- Coa Unit4Document8 pagesCoa Unit4VANSH BHATINo ratings yet
- GROUP Types of ListeningDocument14 pagesGROUP Types of ListeningVANSH BHATINo ratings yet
- Types of ListeningDocument3 pagesTypes of ListeningVANSH BHATINo ratings yet
- Assignment of BeeDocument1 pageAssignment of BeeVANSH BHATINo ratings yet
- np2 6-12Document2 pagesnp2 6-12api-170472102No ratings yet
- Design Practices in Design Thinking Kimbell 2009Document24 pagesDesign Practices in Design Thinking Kimbell 2009subirNo ratings yet
- Komal Kamble - ResumeDocument2 pagesKomal Kamble - ResumeSumit GoleNo ratings yet
- (Industrial Marketing) : Marketing Strategies Used by Conros Steel Pvt. LTDDocument5 pages(Industrial Marketing) : Marketing Strategies Used by Conros Steel Pvt. LTDpuranpoliNo ratings yet
- EdtDocument10 pagesEdtjagruthimsNo ratings yet
- Dezasamblare Cutie Viteze Lada NivaDocument13 pagesDezasamblare Cutie Viteze Lada NivaCatalinSSNo ratings yet
- NC101 Module 1Document6 pagesNC101 Module 1Sarah May Nacion MorescoNo ratings yet
- 2021 Main Residency Match® by The Numbers: PositionsDocument1 page2021 Main Residency Match® by The Numbers: Positionsyogitha dadiNo ratings yet
- Thesis Manual Revised 2014Document32 pagesThesis Manual Revised 2014Ernest Ian GuzmanNo ratings yet
- Lesson 1 Recognizing and Using Nouns CompressedDocument16 pagesLesson 1 Recognizing and Using Nouns CompressedJian DeluanaNo ratings yet
- Equipment and Systems: Atco Initial TrainingDocument178 pagesEquipment and Systems: Atco Initial TrainingEdson MorenoNo ratings yet
- Essential Oil Nanoemulsions As Antimicrobial Agents in FoodDocument19 pagesEssential Oil Nanoemulsions As Antimicrobial Agents in FoodpradeepqNo ratings yet
- Norman v1 v2 v3 Version 02 Final Feb2009 PDFDocument99 pagesNorman v1 v2 v3 Version 02 Final Feb2009 PDFsiva sankarNo ratings yet
- Hasan Abdal Past PaperDocument20 pagesHasan Abdal Past Paperlovefist402No ratings yet
- Grade-2-4th monthly-EXAM-2023Document20 pagesGrade-2-4th monthly-EXAM-2023Riza ReambonanzaNo ratings yet
- Absurdity Incongruity and LaughterDocument24 pagesAbsurdity Incongruity and LaughterMHardt1No ratings yet
- Social Media ExpressionDocument13 pagesSocial Media ExpressionerickNo ratings yet
- Career ObjectiveDocument1 pageCareer ObjectiveNitin MahawarNo ratings yet
- Derivative of Logarithmic and Exponential FunctionDocument3 pagesDerivative of Logarithmic and Exponential FunctionPrincessdy CocadizNo ratings yet
- UAV Flight ChecklistDocument3 pagesUAV Flight ChecklistLuXi LuXiNo ratings yet
- 33KV, 1250a, 26.3ka (3 Sec) Pix-36 Cico Panel SWBD#20211101 - 100747# - 102943Document49 pages33KV, 1250a, 26.3ka (3 Sec) Pix-36 Cico Panel SWBD#20211101 - 100747# - 102943Ashok Patel100% (1)
- Hiponatremia Acute ApendicitisDocument13 pagesHiponatremia Acute ApendicitisDeliciousNo ratings yet
- E-Content Typing (Free Job) - BigFazeDocument5 pagesE-Content Typing (Free Job) - BigFazeshibaprasad0115No ratings yet
- SyllabusDocument12 pagesSyllabusabhyudaya.gupta.agNo ratings yet
- Lignocellulosic Biorefinery: Integrated-Bioethanol and Chemicals Production in Pilot Plant Bioethanol G2Document1 pageLignocellulosic Biorefinery: Integrated-Bioethanol and Chemicals Production in Pilot Plant Bioethanol G2Moery MrtNo ratings yet
- Thames River Squadron - 08/03/11Document3 pagesThames River Squadron - 08/03/11CAP Unit NewslettersNo ratings yet
- (Worksheet 13.1) - (Power Sharing)Document5 pages(Worksheet 13.1) - (Power Sharing)DeepikaNo ratings yet
- TherbligDocument23 pagesTherbligimrannila910No ratings yet