
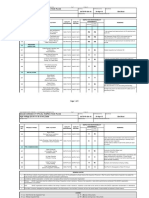
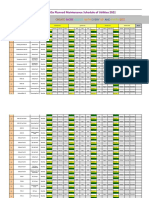
Process Piping Upgradation: Line Areas Criticality Oct Nov Dec Jan Feb Status B B A A B B B A A B B B A
Process Piping Upgradation: Line Areas Criticality Oct Nov Dec Jan Feb Status B B A A B B B A A B B B A
You might also like
- Introduction To PeMM Concepts R1Document22 pagesIntroduction To PeMM Concepts R1bilal haider100% (1)
- 622C Operator ManualDocument90 pages622C Operator ManualPathitoVeraVeraNo ratings yet
- Body Repair Manual Hyundai I30Document173 pagesBody Repair Manual Hyundai I30Ibrahim PagbelemNo ratings yet
- 6.ITP For RebarDocument1 page6.ITP For RebarDaniel Sinaga100% (1)
- Rs 15 IeDocument108 pagesRs 15 IeRUN GONo ratings yet
- Owner/Operator Manual: MODEL 83513 Air Operated Chassis PumpDocument8 pagesOwner/Operator Manual: MODEL 83513 Air Operated Chassis PumpPutro 10100% (1)
- Part Number TW608 Revision A: Installation and OperationDocument40 pagesPart Number TW608 Revision A: Installation and OperationLuis Albarracin100% (1)
- Process Flow Diagram: Avon Tubetech Pvt. Limited, FaridabadDocument4 pagesProcess Flow Diagram: Avon Tubetech Pvt. Limited, FaridabadHimanshu GaurNo ratings yet
- ABB Test Report For Bcu Relay: P A N e LD e T A Il SDocument3 pagesABB Test Report For Bcu Relay: P A N e LD e T A Il SJayamkondanNo ratings yet
- KZ63 - 400 KV TS Transco Dindi Site StatusDocument3 pagesKZ63 - 400 KV TS Transco Dindi Site StatusBalamurali KirankumarNo ratings yet
- Inspection Test PlanDocument36 pagesInspection Test PlanShahid IqbalNo ratings yet
- Consolidated Punchlist - OM - r3 - 5feb19Document2 pagesConsolidated Punchlist - OM - r3 - 5feb19Billy TalaugonNo ratings yet
- Sample Feedback-Tracking Sheet So 166 Ebs c10310694Document1 pageSample Feedback-Tracking Sheet So 166 Ebs c10310694Jitendra NathNo ratings yet
- Testing Checklist: 6 170 MW PHPA-II Gateway Panel (Cacb) RevDocument9 pagesTesting Checklist: 6 170 MW PHPA-II Gateway Panel (Cacb) RevJigme TamangNo ratings yet
- T-Doble Test Details Report: NameplateDocument2 pagesT-Doble Test Details Report: NameplateBilly Baute BornacelliNo ratings yet
- Electronic MFG Overall - ShrunkDocument48 pagesElectronic MFG Overall - ShrunkShubham SharmaNo ratings yet
- SEPARATOR S22 Preliminary Revision 00Document17 pagesSEPARATOR S22 Preliminary Revision 00Ahmed MohammedNo ratings yet
- TIPS & TRICKS Rev.1.0 ENGDocument60 pagesTIPS & TRICKS Rev.1.0 ENGg4okk8809No ratings yet
- Satip-P-104-02 Rev 1 - Medium Voltage CableDocument3 pagesSatip-P-104-02 Rev 1 - Medium Voltage CableAbdul RaheemNo ratings yet
- Reinstating of Sea Water Cooling Phase Ii: Manpower LoadingDocument10 pagesReinstating of Sea Water Cooling Phase Ii: Manpower LoadingShams TabrezNo ratings yet
- SATIP-P-104-10 Rev 7 FinalDocument2 pagesSATIP-P-104-10 Rev 7 FinalHatemS.MashaGbeh0% (1)
- Báo Cáo PTDocument3 pagesBáo Cáo PTSang Nguyen QuangNo ratings yet
- 2010 Performance Summary: Experienced & Perceived QualityDocument8 pages2010 Performance Summary: Experienced & Perceived Qualitykumar1242No ratings yet
- 10 A1 Johar Town NM ChecklistDocument1 page10 A1 Johar Town NM ChecklistarsajidNo ratings yet
- RIY0862 5G SSV - Mate20xDocument57 pagesRIY0862 5G SSV - Mate20xAchmad Amrulloh100% (1)
- Random FilesDocument4 pagesRandom Filesdineshpatel.eeeNo ratings yet
- AIS Module 7Document98 pagesAIS Module 7Maricar PinedaNo ratings yet
- Dehradun NCR 1.0Document22 pagesDehradun NCR 1.0Kiran BathiniNo ratings yet
- DQRMDocument2 pagesDQRMvisaguyNo ratings yet
- HA Repair Guide: SSEDA - RS261Document48 pagesHA Repair Guide: SSEDA - RS261Ubaldo BritoNo ratings yet
- SATIP-P-104-11 Rev 7 Very High Voltage (Above 69 KV) Cable FinalDocument2 pagesSATIP-P-104-11 Rev 7 Very High Voltage (Above 69 KV) Cable FinalHatemS.MashaGbehNo ratings yet
- BBP CBF - Function TestDocument21 pagesBBP CBF - Function TestAmr ElkadyNo ratings yet
- GSM SilentCall and NBR AuditDocument9 pagesGSM SilentCall and NBR AuditPanus AssawirojruengNo ratings yet
- SB1Document1 pageSB1Mohammed HussainNo ratings yet
- LegendDocument6 pagesLegendDheska AgungwNo ratings yet
- Written by Checked byDocument9 pagesWritten by Checked bygudapati9No ratings yet
- LV PanelDocument11 pagesLV PanelGajendran SriramNo ratings yet
- 6.LV MCC BUS BAR IR Test ReportDocument3 pages6.LV MCC BUS BAR IR Test Reportbilal ahsanNo ratings yet
- South Yoloten Gas Field Development Turkmenistan: Daily Welding ReportDocument2 pagesSouth Yoloten Gas Field Development Turkmenistan: Daily Welding ReportOctavian PanteaNo ratings yet
- Processus de Fabrication Des Faisceaux: CommandeDocument4 pagesProcessus de Fabrication Des Faisceaux: CommandeMOUAD BELKHALIFANo ratings yet
- Satip P 104 10Document11 pagesSatip P 104 10Khiyal HussainNo ratings yet
- LegendDocument6 pagesLegendDheska AgungwNo ratings yet
- Inspection Test PlanDocument8 pagesInspection Test PlanNasrul HazimNo ratings yet
- LegendDocument6 pagesLegendDheska AgungwNo ratings yet
- ITP Sample5-2-3Document2 pagesITP Sample5-2-3Mohammed Mostafa El HaddadNo ratings yet
- Cro DC 01Document22 pagesCro DC 01فايز الحارثيNo ratings yet
- 5G_SSV_Template_HWI_RiyadhDocument45 pages5G_SSV_Template_HWI_RiyadhEmreNo ratings yet
- Inspection Testing Repair FormDocument1 pageInspection Testing Repair FormVajid MadathilNo ratings yet
- Log Sheet Maintenance CCTV: Description of Work Standard Check RemarkDocument1 pageLog Sheet Maintenance CCTV: Description of Work Standard Check RemarkEngineering WhNo ratings yet
- Setting Notes: Definite Time Over Current - 51NDocument2 pagesSetting Notes: Definite Time Over Current - 51NSaid WahdanNo ratings yet
- RA-JHA For BNW CI Pump Motor (PM-4253A) OutageDocument1 pageRA-JHA For BNW CI Pump Motor (PM-4253A) Outagejide.atolagbe3737No ratings yet
- KP WPS PQR GTAW FCAWDocument1 pageKP WPS PQR GTAW FCAWwahyuNo ratings yet
- Mps-Hsaw Qa Awwa 001Document9 pagesMps-Hsaw Qa Awwa 001Armando BiringkanaeNo ratings yet
- 8BFF-C01+R2 - K230Document6 pages8BFF-C01+R2 - K230wazakifyNo ratings yet
- Ef-202 1Document1 pageEf-202 1MarcoAntonicelliNo ratings yet
- Weekly Progress Review Meeting - EPCC2 - 077154C001LSTK2-SITE-MEIL-MOM-094 DT 20.03.2024Document51 pagesWeekly Progress Review Meeting - EPCC2 - 077154C001LSTK2-SITE-MEIL-MOM-094 DT 20.03.2024phanikrishnabNo ratings yet
- STR Siq 0114Document5 pagesSTR Siq 0114Mohammad AkilNo ratings yet
- Feeder Protection M2 - NGCP Side - Test ReportDocument2 pagesFeeder Protection M2 - NGCP Side - Test Reportjohncarloignacio45No ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- QAP1Document2 pagesQAP1akshaymehra2354No ratings yet
- Current Transformer E-238B: Pre-Commissioning Check SheetDocument2 pagesCurrent Transformer E-238B: Pre-Commissioning Check SheetAjmal JowharNo ratings yet
- Jig Inspection Check SheetDocument2 pagesJig Inspection Check SheetAbhishek YadavNo ratings yet
- Daily & Shift Checklist For PrintDocument19 pagesDaily & Shift Checklist For PrintPartth VachhaniNo ratings yet
- Ef 200Document2 pagesEf 200MarcoAntonicelliNo ratings yet
- 7SD61Document3 pages7SD61YOGESHWARAN RAMANATHANNo ratings yet
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- SlideDocument3 pagesSlidebilal haiderNo ratings yet
- LOTO ProcedureDocument1 pageLOTO Procedurebilal haiderNo ratings yet
- Pumps and PipingDocument55 pagesPumps and Pipingbilal haiderNo ratings yet
- Fortnightly Review Slides 12.09.2022Document32 pagesFortnightly Review Slides 12.09.2022bilal haiderNo ratings yet
- AHUs ListDocument3 pagesAHUs Listbilal haiderNo ratings yet
- New Lights Audit SheetDocument38 pagesNew Lights Audit Sheetbilal haiderNo ratings yet
- TCC Structure: Date S.# DescriptionDocument8 pagesTCC Structure: Date S.# Descriptionbilal haiderNo ratings yet
- PepsiCo Utilities Grand Central Maintenance Tracker 2022Document111 pagesPepsiCo Utilities Grand Central Maintenance Tracker 2022bilal haiderNo ratings yet
- Risk RegisterDocument2 pagesRisk Registerbilal haiderNo ratings yet
- Thursday 15 Lecture Project ManagementDocument3 pagesThursday 15 Lecture Project Managementbilal haiderNo ratings yet
- Hussein Sayed Ahmed Kopisy: ProfileDocument2 pagesHussein Sayed Ahmed Kopisy: ProfileHussein SayedNo ratings yet
- Kirby 505-560 Service ManualDocument80 pagesKirby 505-560 Service ManualfulltrackproductionsNo ratings yet
- Omega 10203 M 0Document8 pagesOmega 10203 M 0Aklilu ZenebeNo ratings yet
- Soldier Teacher Doctor FishermanDocument5 pagesSoldier Teacher Doctor FishermanLo Bing BingNo ratings yet
- Loctite MR 2000™: Technical Data SheetDocument3 pagesLoctite MR 2000™: Technical Data Sheetروشان فاطمة روشانNo ratings yet
- 30,000Mwh Lithium-Polymer Car Jump Starter User'S ManualDocument11 pages30,000Mwh Lithium-Polymer Car Jump Starter User'S Manualdeiver torresNo ratings yet
- CIWS 2020 Brochure 004Document15 pagesCIWS 2020 Brochure 004Ronald BienemiNo ratings yet
- MTA Motor RepairsDocument1 pageMTA Motor RepairsDigital MediaNo ratings yet
- The Columbus Electronics Company Is Considering Replacing A 1 000 Pound Capacity ForkliftDocument1 pageThe Columbus Electronics Company Is Considering Replacing A 1 000 Pound Capacity ForkliftTaimur TechnologistNo ratings yet
- Practical Experience With Single Crystal Turbine Blade RepairsDocument17 pagesPractical Experience With Single Crystal Turbine Blade RepairskatibraNo ratings yet
- Assignement 3 (Case Study 2)Document1 pageAssignement 3 (Case Study 2)Nisan ThapaNo ratings yet
- WritingDocument3 pagesWritingTobyNo ratings yet
- Stem-I: Sus - Centrifugal Pump Unit (Diesel Driven)Document1 pageStem-I: Sus - Centrifugal Pump Unit (Diesel Driven)Mohamed El-Sawah0% (1)
- Standard Repair Time/Operation Code ReviewDocument4 pagesStandard Repair Time/Operation Code ReviewZakaria AlsyaniyNo ratings yet
- QuickServe Online - (4021518) QSC8.3 and QSL9 Operation and Maintenance ManualDocument4 pagesQuickServe Online - (4021518) QSC8.3 and QSL9 Operation and Maintenance ManualshashirajNo ratings yet
- Electric Chain Hoist: Operator'S ManualDocument24 pagesElectric Chain Hoist: Operator'S ManualFMU KSANo ratings yet
- CAT - G3516H Oil Temperature Is High PDFDocument3 pagesCAT - G3516H Oil Temperature Is High PDFwagner_guimarães_1No ratings yet
- Jaguar Error CodeDocument6 pagesJaguar Error Codepulici2011No ratings yet
- Instruction Manual For Digital Centrifuge DSC-202SD / DSC-302SDDocument3 pagesInstruction Manual For Digital Centrifuge DSC-202SD / DSC-302SDSAUL CHINCHILLANo ratings yet
- Hints On Brake Repairs: Disc Brake Pad Brake DiscsDocument1 pageHints On Brake Repairs: Disc Brake Pad Brake Discshoussem houssemNo ratings yet
- Service Manual: SJIII Conventional Series (ANSI/CSA)Document89 pagesService Manual: SJIII Conventional Series (ANSI/CSA)Дмитрий ШляхтичевNo ratings yet
- DX Air Disc Brake DX Series of Disc Brakes: Maintenance Manual No. MM-1147Document94 pagesDX Air Disc Brake DX Series of Disc Brakes: Maintenance Manual No. MM-1147LUKASNo ratings yet
- Reuse and Salvage For 3500, 3600 & C175 Engine Oil PansDocument56 pagesReuse and Salvage For 3500, 3600 & C175 Engine Oil Pansma.powersourceNo ratings yet
- 13 LightingDocument3 pages13 Lighting郝帅No ratings yet
- Warranty Statement - Borg WarnerDocument1 pageWarranty Statement - Borg WarnerSternschanze DammtorNo ratings yet




























































































Download as pptx, pdf, or txt
You might also like
- Introduction To PeMM Concepts R1Document22 pagesIntroduction To PeMM Concepts R1bilal haider100% (1)
- 622C Operator ManualDocument90 pages622C Operator ManualPathitoVeraVeraNo ratings yet
- Body Repair Manual Hyundai I30Document173 pagesBody Repair Manual Hyundai I30Ibrahim PagbelemNo ratings yet
- 6.ITP For RebarDocument1 page6.ITP For RebarDaniel Sinaga100% (1)
- Rs 15 IeDocument108 pagesRs 15 IeRUN GONo ratings yet
- Owner/Operator Manual: MODEL 83513 Air Operated Chassis PumpDocument8 pagesOwner/Operator Manual: MODEL 83513 Air Operated Chassis PumpPutro 10100% (1)
- Part Number TW608 Revision A: Installation and OperationDocument40 pagesPart Number TW608 Revision A: Installation and OperationLuis Albarracin100% (1)
- Process Flow Diagram: Avon Tubetech Pvt. Limited, FaridabadDocument4 pagesProcess Flow Diagram: Avon Tubetech Pvt. Limited, FaridabadHimanshu GaurNo ratings yet
- ABB Test Report For Bcu Relay: P A N e LD e T A Il SDocument3 pagesABB Test Report For Bcu Relay: P A N e LD e T A Il SJayamkondanNo ratings yet
- KZ63 - 400 KV TS Transco Dindi Site StatusDocument3 pagesKZ63 - 400 KV TS Transco Dindi Site StatusBalamurali KirankumarNo ratings yet
- Inspection Test PlanDocument36 pagesInspection Test PlanShahid IqbalNo ratings yet
- Consolidated Punchlist - OM - r3 - 5feb19Document2 pagesConsolidated Punchlist - OM - r3 - 5feb19Billy TalaugonNo ratings yet
- Sample Feedback-Tracking Sheet So 166 Ebs c10310694Document1 pageSample Feedback-Tracking Sheet So 166 Ebs c10310694Jitendra NathNo ratings yet
- Testing Checklist: 6 170 MW PHPA-II Gateway Panel (Cacb) RevDocument9 pagesTesting Checklist: 6 170 MW PHPA-II Gateway Panel (Cacb) RevJigme TamangNo ratings yet
- T-Doble Test Details Report: NameplateDocument2 pagesT-Doble Test Details Report: NameplateBilly Baute BornacelliNo ratings yet
- Electronic MFG Overall - ShrunkDocument48 pagesElectronic MFG Overall - ShrunkShubham SharmaNo ratings yet
- SEPARATOR S22 Preliminary Revision 00Document17 pagesSEPARATOR S22 Preliminary Revision 00Ahmed MohammedNo ratings yet
- TIPS & TRICKS Rev.1.0 ENGDocument60 pagesTIPS & TRICKS Rev.1.0 ENGg4okk8809No ratings yet
- Satip-P-104-02 Rev 1 - Medium Voltage CableDocument3 pagesSatip-P-104-02 Rev 1 - Medium Voltage CableAbdul RaheemNo ratings yet
- Reinstating of Sea Water Cooling Phase Ii: Manpower LoadingDocument10 pagesReinstating of Sea Water Cooling Phase Ii: Manpower LoadingShams TabrezNo ratings yet
- SATIP-P-104-10 Rev 7 FinalDocument2 pagesSATIP-P-104-10 Rev 7 FinalHatemS.MashaGbeh0% (1)
- Báo Cáo PTDocument3 pagesBáo Cáo PTSang Nguyen QuangNo ratings yet
- 2010 Performance Summary: Experienced & Perceived QualityDocument8 pages2010 Performance Summary: Experienced & Perceived Qualitykumar1242No ratings yet
- 10 A1 Johar Town NM ChecklistDocument1 page10 A1 Johar Town NM ChecklistarsajidNo ratings yet
- RIY0862 5G SSV - Mate20xDocument57 pagesRIY0862 5G SSV - Mate20xAchmad Amrulloh100% (1)
- Random FilesDocument4 pagesRandom Filesdineshpatel.eeeNo ratings yet
- AIS Module 7Document98 pagesAIS Module 7Maricar PinedaNo ratings yet
- Dehradun NCR 1.0Document22 pagesDehradun NCR 1.0Kiran BathiniNo ratings yet
- DQRMDocument2 pagesDQRMvisaguyNo ratings yet
- HA Repair Guide: SSEDA - RS261Document48 pagesHA Repair Guide: SSEDA - RS261Ubaldo BritoNo ratings yet
- SATIP-P-104-11 Rev 7 Very High Voltage (Above 69 KV) Cable FinalDocument2 pagesSATIP-P-104-11 Rev 7 Very High Voltage (Above 69 KV) Cable FinalHatemS.MashaGbehNo ratings yet
- BBP CBF - Function TestDocument21 pagesBBP CBF - Function TestAmr ElkadyNo ratings yet
- GSM SilentCall and NBR AuditDocument9 pagesGSM SilentCall and NBR AuditPanus AssawirojruengNo ratings yet
- SB1Document1 pageSB1Mohammed HussainNo ratings yet
- LegendDocument6 pagesLegendDheska AgungwNo ratings yet
- Written by Checked byDocument9 pagesWritten by Checked bygudapati9No ratings yet
- LV PanelDocument11 pagesLV PanelGajendran SriramNo ratings yet
- 6.LV MCC BUS BAR IR Test ReportDocument3 pages6.LV MCC BUS BAR IR Test Reportbilal ahsanNo ratings yet
- South Yoloten Gas Field Development Turkmenistan: Daily Welding ReportDocument2 pagesSouth Yoloten Gas Field Development Turkmenistan: Daily Welding ReportOctavian PanteaNo ratings yet
- Processus de Fabrication Des Faisceaux: CommandeDocument4 pagesProcessus de Fabrication Des Faisceaux: CommandeMOUAD BELKHALIFANo ratings yet
- Satip P 104 10Document11 pagesSatip P 104 10Khiyal HussainNo ratings yet
- LegendDocument6 pagesLegendDheska AgungwNo ratings yet
- Inspection Test PlanDocument8 pagesInspection Test PlanNasrul HazimNo ratings yet
- LegendDocument6 pagesLegendDheska AgungwNo ratings yet
- ITP Sample5-2-3Document2 pagesITP Sample5-2-3Mohammed Mostafa El HaddadNo ratings yet
- Cro DC 01Document22 pagesCro DC 01فايز الحارثيNo ratings yet
- 5G_SSV_Template_HWI_RiyadhDocument45 pages5G_SSV_Template_HWI_RiyadhEmreNo ratings yet
- Inspection Testing Repair FormDocument1 pageInspection Testing Repair FormVajid MadathilNo ratings yet
- Log Sheet Maintenance CCTV: Description of Work Standard Check RemarkDocument1 pageLog Sheet Maintenance CCTV: Description of Work Standard Check RemarkEngineering WhNo ratings yet
- Setting Notes: Definite Time Over Current - 51NDocument2 pagesSetting Notes: Definite Time Over Current - 51NSaid WahdanNo ratings yet
- RA-JHA For BNW CI Pump Motor (PM-4253A) OutageDocument1 pageRA-JHA For BNW CI Pump Motor (PM-4253A) Outagejide.atolagbe3737No ratings yet
- KP WPS PQR GTAW FCAWDocument1 pageKP WPS PQR GTAW FCAWwahyuNo ratings yet
- Mps-Hsaw Qa Awwa 001Document9 pagesMps-Hsaw Qa Awwa 001Armando BiringkanaeNo ratings yet
- 8BFF-C01+R2 - K230Document6 pages8BFF-C01+R2 - K230wazakifyNo ratings yet
- Ef-202 1Document1 pageEf-202 1MarcoAntonicelliNo ratings yet
- Weekly Progress Review Meeting - EPCC2 - 077154C001LSTK2-SITE-MEIL-MOM-094 DT 20.03.2024Document51 pagesWeekly Progress Review Meeting - EPCC2 - 077154C001LSTK2-SITE-MEIL-MOM-094 DT 20.03.2024phanikrishnabNo ratings yet
- STR Siq 0114Document5 pagesSTR Siq 0114Mohammad AkilNo ratings yet
- Feeder Protection M2 - NGCP Side - Test ReportDocument2 pagesFeeder Protection M2 - NGCP Side - Test Reportjohncarloignacio45No ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- QAP1Document2 pagesQAP1akshaymehra2354No ratings yet
- Current Transformer E-238B: Pre-Commissioning Check SheetDocument2 pagesCurrent Transformer E-238B: Pre-Commissioning Check SheetAjmal JowharNo ratings yet
- Jig Inspection Check SheetDocument2 pagesJig Inspection Check SheetAbhishek YadavNo ratings yet
- Daily & Shift Checklist For PrintDocument19 pagesDaily & Shift Checklist For PrintPartth VachhaniNo ratings yet
- Ef 200Document2 pagesEf 200MarcoAntonicelliNo ratings yet
- 7SD61Document3 pages7SD61YOGESHWARAN RAMANATHANNo ratings yet
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- SlideDocument3 pagesSlidebilal haiderNo ratings yet
- LOTO ProcedureDocument1 pageLOTO Procedurebilal haiderNo ratings yet
- Pumps and PipingDocument55 pagesPumps and Pipingbilal haiderNo ratings yet
- Fortnightly Review Slides 12.09.2022Document32 pagesFortnightly Review Slides 12.09.2022bilal haiderNo ratings yet
- AHUs ListDocument3 pagesAHUs Listbilal haiderNo ratings yet
- New Lights Audit SheetDocument38 pagesNew Lights Audit Sheetbilal haiderNo ratings yet
- TCC Structure: Date S.# DescriptionDocument8 pagesTCC Structure: Date S.# Descriptionbilal haiderNo ratings yet
- PepsiCo Utilities Grand Central Maintenance Tracker 2022Document111 pagesPepsiCo Utilities Grand Central Maintenance Tracker 2022bilal haiderNo ratings yet
- Risk RegisterDocument2 pagesRisk Registerbilal haiderNo ratings yet
- Thursday 15 Lecture Project ManagementDocument3 pagesThursday 15 Lecture Project Managementbilal haiderNo ratings yet
- Hussein Sayed Ahmed Kopisy: ProfileDocument2 pagesHussein Sayed Ahmed Kopisy: ProfileHussein SayedNo ratings yet
- Kirby 505-560 Service ManualDocument80 pagesKirby 505-560 Service ManualfulltrackproductionsNo ratings yet
- Omega 10203 M 0Document8 pagesOmega 10203 M 0Aklilu ZenebeNo ratings yet
- Soldier Teacher Doctor FishermanDocument5 pagesSoldier Teacher Doctor FishermanLo Bing BingNo ratings yet
- Loctite MR 2000™: Technical Data SheetDocument3 pagesLoctite MR 2000™: Technical Data Sheetروشان فاطمة روشانNo ratings yet
- 30,000Mwh Lithium-Polymer Car Jump Starter User'S ManualDocument11 pages30,000Mwh Lithium-Polymer Car Jump Starter User'S Manualdeiver torresNo ratings yet
- CIWS 2020 Brochure 004Document15 pagesCIWS 2020 Brochure 004Ronald BienemiNo ratings yet
- MTA Motor RepairsDocument1 pageMTA Motor RepairsDigital MediaNo ratings yet
- The Columbus Electronics Company Is Considering Replacing A 1 000 Pound Capacity ForkliftDocument1 pageThe Columbus Electronics Company Is Considering Replacing A 1 000 Pound Capacity ForkliftTaimur TechnologistNo ratings yet
- Practical Experience With Single Crystal Turbine Blade RepairsDocument17 pagesPractical Experience With Single Crystal Turbine Blade RepairskatibraNo ratings yet
- Assignement 3 (Case Study 2)Document1 pageAssignement 3 (Case Study 2)Nisan ThapaNo ratings yet
- WritingDocument3 pagesWritingTobyNo ratings yet
- Stem-I: Sus - Centrifugal Pump Unit (Diesel Driven)Document1 pageStem-I: Sus - Centrifugal Pump Unit (Diesel Driven)Mohamed El-Sawah0% (1)
- Standard Repair Time/Operation Code ReviewDocument4 pagesStandard Repair Time/Operation Code ReviewZakaria AlsyaniyNo ratings yet
- QuickServe Online - (4021518) QSC8.3 and QSL9 Operation and Maintenance ManualDocument4 pagesQuickServe Online - (4021518) QSC8.3 and QSL9 Operation and Maintenance ManualshashirajNo ratings yet
- Electric Chain Hoist: Operator'S ManualDocument24 pagesElectric Chain Hoist: Operator'S ManualFMU KSANo ratings yet
- CAT - G3516H Oil Temperature Is High PDFDocument3 pagesCAT - G3516H Oil Temperature Is High PDFwagner_guimarães_1No ratings yet
- Jaguar Error CodeDocument6 pagesJaguar Error Codepulici2011No ratings yet
- Instruction Manual For Digital Centrifuge DSC-202SD / DSC-302SDDocument3 pagesInstruction Manual For Digital Centrifuge DSC-202SD / DSC-302SDSAUL CHINCHILLANo ratings yet
- Hints On Brake Repairs: Disc Brake Pad Brake DiscsDocument1 pageHints On Brake Repairs: Disc Brake Pad Brake Discshoussem houssemNo ratings yet
- Service Manual: SJIII Conventional Series (ANSI/CSA)Document89 pagesService Manual: SJIII Conventional Series (ANSI/CSA)Дмитрий ШляхтичевNo ratings yet
- DX Air Disc Brake DX Series of Disc Brakes: Maintenance Manual No. MM-1147Document94 pagesDX Air Disc Brake DX Series of Disc Brakes: Maintenance Manual No. MM-1147LUKASNo ratings yet
- Reuse and Salvage For 3500, 3600 & C175 Engine Oil PansDocument56 pagesReuse and Salvage For 3500, 3600 & C175 Engine Oil Pansma.powersourceNo ratings yet
- 13 LightingDocument3 pages13 Lighting郝帅No ratings yet
- Warranty Statement - Borg WarnerDocument1 pageWarranty Statement - Borg WarnerSternschanze DammtorNo ratings yet