Download as ppt, pdf, or txt
You might also like
- Ten Steps To Improving College Reading S PDFDocument1 pageTen Steps To Improving College Reading S PDFCat girl jhoselin0% (1)
- 2-2.2. Pokayoke Check SheetDocument1 page2-2.2. Pokayoke Check SheetRavi YadavNo ratings yet
- MP CP SheetDocument9 pagesMP CP Sheetutility&oxygen PoolNo ratings yet
- Slide TPM SHEDocument14 pagesSlide TPM SHEhdjdjNo ratings yet
- One Point LessonDocument8 pagesOne Point LessonVenkatesanNo ratings yet
- Quality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Document40 pagesQuality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Atul Sharma100% (1)
- Lab ReportDocument14 pagesLab Reportapi-427955289No ratings yet
- Hunchback of Notre Dame PDFDocument129 pagesHunchback of Notre Dame PDFFranco Martín Agüero83% (12)
- Texas History FinalDocument21 pagesTexas History FinalJustin Adam Spence100% (1)
- Calculator For Stiffness and Compliance of Lamina 90Document3 pagesCalculator For Stiffness and Compliance of Lamina 90panbuuNo ratings yet
- Skill CriteriaDocument1 pageSkill CriteriaDinesh Kumar100% (1)
- DWM Overview RIBDocument43 pagesDWM Overview RIBAshokNo ratings yet
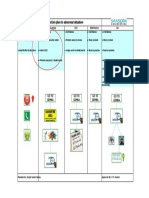
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- SKILL MATRIX StaffDocument3 pagesSKILL MATRIX StaffMAHIPAL baseraNo ratings yet
- LHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDocument6 pagesLHPL-FMT-09 Break Down Hrs Monitoring Chart MTTR & MTBFDevendra SinghNo ratings yet
- DOJO CurriculumDocument47 pagesDOJO CurriculumGulshan Saxena100% (1)
- 00the 7 MFG WasteDocument15 pages00the 7 MFG WasteRohit Prakash100% (1)
- Training Calendar 2016Document1 pageTraining Calendar 2016NiachiAkazuaNo ratings yet
- Improvement KaizenDocument11 pagesImprovement KaizenAnkur DhirNo ratings yet
- Daily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerDocument5 pagesDaily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerPrakash Kumar50% (2)
- VERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)Document1 pageVERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)amritanshuNo ratings yet
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDocument19 pagesDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Kaizen 5W 1H PDFDocument20 pagesKaizen 5W 1H PDFSUBA NANTINI A/P M.SUBRAMANIAMNo ratings yet
- Training Need IdentificationDocument58 pagesTraining Need Identificationrohitbagga100% (1)
- 8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorDocument4 pages8D Report: Vasanth - Production Engineer Vijaykumar - Quality Head Prabhakaran - Final in Charge Premkumar-CNC OperatorVasanth KumarNo ratings yet
- Quality Circle - EM58M - AUQCCDocument75 pagesQuality Circle - EM58M - AUQCCpverma02No ratings yet
- 4M Change Management DefinitionDocument4 pages4M Change Management DefinitionManasi shindeNo ratings yet
- Hansvahini Auto Interior Pvt. LTD: Hazard Identification and Risk AssessmentDocument6 pagesHansvahini Auto Interior Pvt. LTD: Hazard Identification and Risk AssessmentAtul SharmaNo ratings yet
- Operator Training PointsDocument2 pagesOperator Training PointsDisha ShahNo ratings yet
- Q Star - (Waste Management)Document14 pagesQ Star - (Waste Management)Anonymous Y5cnLVYMGNo ratings yet
- Non Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLDocument1 pageNon Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLAyush Narang100% (1)
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidNo ratings yet
- 7 QC Tools: Training Module OnDocument30 pages7 QC Tools: Training Module Onvipul guptaNo ratings yet
- Zero Defect GuidelinesDocument1 pageZero Defect GuidelinesAnkit GuptaNo ratings yet
- Anand Kumar ResumeDocument3 pagesAnand Kumar ResumeArun ShishodiaNo ratings yet
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- What Are QC Circle Activities?: TQM Study ProgrammeDocument62 pagesWhat Are QC Circle Activities?: TQM Study ProgrammeMd Saiful islam BhuiyanNo ratings yet
- Training: 7 Waste: Insert Image HereDocument11 pagesTraining: 7 Waste: Insert Image HereukavathekarNo ratings yet
- Problem Solving Tools: Training Module OnDocument46 pagesProblem Solving Tools: Training Module Onmiso73100% (1)
- DK Qap QHS 12-FR 03-R6 - CarDocument1 pageDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNo ratings yet
- QC 7tools in EnglishDocument109 pagesQC 7tools in EnglishPunitha PaulNo ratings yet
- Implementation & Monitoring: (Work Place Improvement)Document112 pagesImplementation & Monitoring: (Work Place Improvement)Sonika SinghNo ratings yet
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- Quality Month Nov.22Document11 pagesQuality Month Nov.22Quality Sanand Jairaj GroupNo ratings yet
- Concept Diagram - Figure of 8': Quality Kaizen Quality MaintenanceDocument41 pagesConcept Diagram - Figure of 8': Quality Kaizen Quality MaintenanceNARENDER SINGHNo ratings yet
- APQP Responsibility MatrixDocument3 pagesAPQP Responsibility MatrixSuraj RawatNo ratings yet
- MT QM PillarDocument71 pagesMT QM Pillarazadsingh1No ratings yet
- JH - Why-Why Training ModuleDocument24 pagesJH - Why-Why Training Moduleshariq warsiNo ratings yet
- Shriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)Document5 pagesShriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)deepak sharma100% (1)
- 5S Visual Management Jun-20Document73 pages5S Visual Management Jun-20Vipul JhaNo ratings yet
- JH PPT 18.12.20Document46 pagesJH PPT 18.12.20MAngesh Gade0% (1)
- Presentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishraDocument28 pagesPresentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishrapiyushNo ratings yet
- Apply The E.C.R.S. Technique and Identify Improvement Actions: Mechanise Some MovementsDocument13 pagesApply The E.C.R.S. Technique and Identify Improvement Actions: Mechanise Some MovementsRahul RawatNo ratings yet
- TAFE Process Audit Check List - Revision 2Document16 pagesTAFE Process Audit Check List - Revision 2Vijay OfficialNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- FRM-WS-11 DWM Check Sheet (Weld SHP)Document2 pagesFRM-WS-11 DWM Check Sheet (Weld SHP)Ashok PanchalNo ratings yet
- Kaizen Institute Consulting Group (KICG) : Global Corporate OverviewDocument19 pagesKaizen Institute Consulting Group (KICG) : Global Corporate OverviewCREATION.DESIGN.JEANSNo ratings yet
- Operator Observation SheetDocument1 pageOperator Observation Sheet25april100% (1)
- New Supplier Quality Manual Training ModuleDocument119 pagesNew Supplier Quality Manual Training ModuleMohit Singh100% (1)
- MACE Green Activity Timing PlanDocument1 pageMACE Green Activity Timing PlanshinuNo ratings yet
- Red Bin AnalysisDocument5 pagesRed Bin AnalysisDINESHCHOUDHARY88No ratings yet
- QC Case StudyDocument77 pagesQC Case StudyBibhudutta mishraNo ratings yet
- AIPPresentationDocument40 pagesAIPPresentationramanaNo ratings yet
- Quality Circle Rising Stars 08.03.2021Document52 pagesQuality Circle Rising Stars 08.03.2021shobha shelarNo ratings yet
- Operator EfficiencyDocument23 pagesOperator EfficiencyQSSD ENTERPRISESNo ratings yet
- Competency NormsDocument1 pageCompetency NormsQSSD ENTERPRISESNo ratings yet
- BSL T2 Supplier Fire Risk Assessment - MNL Automotive Pvt. Ltd. 29-May-2023 (14750)Document7 pagesBSL T2 Supplier Fire Risk Assessment - MNL Automotive Pvt. Ltd. 29-May-2023 (14750)QSSD ENTERPRISESNo ratings yet
- QAV2 FORMAT (New) OneDocument2 pagesQAV2 FORMAT (New) OneQSSD ENTERPRISESNo ratings yet
- Extrusion Plant Report: Total MandaysDocument2 pagesExtrusion Plant Report: Total MandaysQSSD ENTERPRISESNo ratings yet
- Supplier Rating System: Quality (35 Points)Document2 pagesSupplier Rating System: Quality (35 Points)QSSD ENTERPRISESNo ratings yet
- Risk Assessment RegisterDocument26 pagesRisk Assessment RegisterQSSD ENTERPRISESNo ratings yet
- Statement of Comprehensive Income Part 2Document8 pagesStatement of Comprehensive Income Part 2AG VenturesNo ratings yet
- Conflict Management: Conflict Management Strategies Tips For Managing Conflict Conflict Prevention TechniquesDocument77 pagesConflict Management: Conflict Management Strategies Tips For Managing Conflict Conflict Prevention Techniquesgoldfish8No ratings yet
- Learning Quran With Reference: By: Saim ShahariarDocument22 pagesLearning Quran With Reference: By: Saim ShahariarJohn PlayerNo ratings yet
- Assessment For Learning ToolsDocument72 pagesAssessment For Learning ToolsElaine How Yuen50% (2)
- Code Lagos - Learn Programming With PythonDocument72 pagesCode Lagos - Learn Programming With PythonAdenekan Therhophic OrlanshilayNo ratings yet
- JewellersDocument33 pagesJewellersPrashant shamarao YadavNo ratings yet
- Giving InstructionDocument4 pagesGiving InstructionKadek Puja AstutiNo ratings yet
- Andrew Tate's Team Leaked Chopped Up, Out of Context Whatsapp Chatlogs in Order To Portray 2 of The Victims As Planning To FramDocument1 pageAndrew Tate's Team Leaked Chopped Up, Out of Context Whatsapp Chatlogs in Order To Portray 2 of The Victims As Planning To Framahmershahid611No ratings yet
- Supplier ManagementDocument12 pagesSupplier ManagementYulizar WidiatamaNo ratings yet
- Analysis of Financial Leverage On Profitability and RiskDocument90 pagesAnalysis of Financial Leverage On Profitability and RiskRajesh BathulaNo ratings yet
- Project For LMSDocument7 pagesProject For LMSTHUY PHAM NGOCNo ratings yet
- Assembly Instructions - Paint Rack v02Document9 pagesAssembly Instructions - Paint Rack v02Yisus el lokilloNo ratings yet
- Phil 107 Fall 2013 Moore-2Document6 pagesPhil 107 Fall 2013 Moore-2Austin McEverNo ratings yet
- Ay Wag Na Lang PalaDocument2 pagesAy Wag Na Lang PalaJenivie TaotaoNo ratings yet
- Breunig Karl LiebknechtDocument12 pagesBreunig Karl Liebknechtluis enrique mendezNo ratings yet
- Semi-Detailed Lesson Plan in English 9 December 08, 2019 I. ObjectivesDocument3 pagesSemi-Detailed Lesson Plan in English 9 December 08, 2019 I. ObjectivesEljien Lumbayo100% (1)
- Unit 2 Carbohydrates 2018Document109 pagesUnit 2 Carbohydrates 2018Christine Annmarie TapawanNo ratings yet
- Shiva AyyaduraiDocument60 pagesShiva AyyaduraiJoy Velu100% (2)
- War of Worlds PDFDocument40 pagesWar of Worlds PDFdevin50% (2)
- Rick Brant #9 Stairway To DangerDocument225 pagesRick Brant #9 Stairway To DangerPastPresentFutureNo ratings yet
- A Method To Calculate Pressure Drop For Gas-Liquid Flow in Long Horizontal Transmission LinesDocument84 pagesA Method To Calculate Pressure Drop For Gas-Liquid Flow in Long Horizontal Transmission Linesantonio alvaradoNo ratings yet
- Volleyball Presentation PE 104. GROUP 1Document47 pagesVolleyball Presentation PE 104. GROUP 1Gregorio CasanovaNo ratings yet
- Chapter 11Document17 pagesChapter 11Rynardt VogelNo ratings yet
- 2021 Rev For First Test - 11thsDocument3 pages2021 Rev For First Test - 11thsWhy do You careNo ratings yet
- Paternity and Filiation Study Guide CivRevDocument12 pagesPaternity and Filiation Study Guide CivRevOL VRNo ratings yet