Download as pptx, pdf, or txt
You might also like
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocument6 pagesAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNo ratings yet
- My Presentation003 Catalyticcracking SteamcrackingDocument39 pagesMy Presentation003 Catalyticcracking SteamcrackingAiaru BektemirNo ratings yet
- Introduction To Petroleum Technology - 3Document21 pagesIntroduction To Petroleum Technology - 3Anish VazeNo ratings yet
- FALLSEM2020-21 CHE1014 TH VL2020210101682 Reference Material I 19-Aug-2020 Catalytic Cracking Different Types PDFDocument77 pagesFALLSEM2020-21 CHE1014 TH VL2020210101682 Reference Material I 19-Aug-2020 Catalytic Cracking Different Types PDFJateni GedaNo ratings yet
- Atmospheric Crude FractionatorDocument3 pagesAtmospheric Crude Fractionatornedian_2006No ratings yet
- Petroleumrefining2of3 190124033941 PDFDocument247 pagesPetroleumrefining2of3 190124033941 PDFsuman mukherjeeNo ratings yet
- Petroleum Fractionation-Overview PDFDocument35 pagesPetroleum Fractionation-Overview PDFRiyad AliNo ratings yet
- Fuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaDocument31 pagesFuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaEmmanuel RosalesNo ratings yet
- CPT - Lecture 9 - Oil Refinery - 2022Document28 pagesCPT - Lecture 9 - Oil Refinery - 2022Anjan KumarNo ratings yet
- Refinery Units PDFDocument2 pagesRefinery Units PDFPTKBTNo ratings yet
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- How Oil Refining WorksDocument6 pagesHow Oil Refining WorksAnonymous NyvKBWNo ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- Petroleum Refining Crude Oil Refining Processes PDFDocument6 pagesPetroleum Refining Crude Oil Refining Processes PDFJAPAN NANAVATI0% (1)
- DCC EngDocument1 pageDCC Engwahaha06No ratings yet
- Fluid Catalytic Cracking Unit (FCCU)Document1 pageFluid Catalytic Cracking Unit (FCCU)Billy BlinksNo ratings yet
- Presentations 15Document44 pagesPresentations 15thirumalaiNo ratings yet
- Fluid Catalytic Craking Unit (Fccu)Document6 pagesFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNo ratings yet
- US8349170 - Components of Riser and Reactor SectionDocument25 pagesUS8349170 - Components of Riser and Reactor SectionPraveen KumarNo ratings yet
- Process Data Sheet of Incinerator Package Unit 113X-X1: Biturox ProjectDocument15 pagesProcess Data Sheet of Incinerator Package Unit 113X-X1: Biturox ProjecthhvgNo ratings yet
- Chemistry of Ethylene Production From NaphthaDocument2 pagesChemistry of Ethylene Production From NaphthaKimal Wasalathilake0% (1)
- Crude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMDocument30 pagesCrude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMHarish GojiyaNo ratings yet
- Columns: An Introductory Guide To Columns For Chemical EngineersDocument53 pagesColumns: An Introductory Guide To Columns For Chemical EngineersHerawan Mulyanto100% (1)
- Pyrolysis Furnace Rev 1 PDFDocument11 pagesPyrolysis Furnace Rev 1 PDFKmajdianNo ratings yet
- Lecture 1Document22 pagesLecture 1Amit Narayan RaiNo ratings yet
- Learning About The of Nghi Son Refinery: Rude Istillation NitDocument17 pagesLearning About The of Nghi Son Refinery: Rude Istillation NitTrường Tùng LýNo ratings yet
- CH 5 - Fractionating Column (Atm Vac) 2018 BDocument193 pagesCH 5 - Fractionating Column (Atm Vac) 2018 BayaNo ratings yet
- Distillation Rev41Document137 pagesDistillation Rev41rvkumar61No ratings yet
- By Product Co2 Recovery Flow PDFDocument1 pageBy Product Co2 Recovery Flow PDFtejcd1234No ratings yet
- PRT Lecture - 16 17Document30 pagesPRT Lecture - 16 17HimaNo ratings yet
- Cooling CalculationDocument3 pagesCooling CalculationDheerajKaushalNo ratings yet
- Hydrogen Technology BrochureDocument12 pagesHydrogen Technology Brochureramantal5No ratings yet
- PDFDocument6 pagesPDFjamy862004No ratings yet
- Naphtha Cracking For Light Olefins ProductionDocument5 pagesNaphtha Cracking For Light Olefins Productionbasura12345No ratings yet
- MG Air Separation PlantsDocument10 pagesMG Air Separation PlantsHatem AbdelnabiNo ratings yet
- Boiler Riser TubesDocument8 pagesBoiler Riser TubesSachinNo ratings yet
- Overview of Petrochemicals: & Naphtha CrackerDocument41 pagesOverview of Petrochemicals: & Naphtha CrackerAbhinav AjmaniNo ratings yet
- Waste Incineration Heat Recovery at Roche IrelandDocument12 pagesWaste Incineration Heat Recovery at Roche IrelandidrieshamidiNo ratings yet
- Article Low Cost and Reliable Sulphur Recovery PDFDocument4 pagesArticle Low Cost and Reliable Sulphur Recovery PDFpsnmurthy333No ratings yet
- Nps 38 CFDocument16 pagesNps 38 CFGauden Marie C. BangngayNo ratings yet
- Safety Talk: Fired HeatersDocument58 pagesSafety Talk: Fired HeatersSaleem ChohanNo ratings yet
- Crude Oil DistillationDocument109 pagesCrude Oil Distillationshreshth chawlaNo ratings yet
- Process Intensification in Industrial Wastewater Treatment FinalDocument10 pagesProcess Intensification in Industrial Wastewater Treatment FinalSantanu BiswasNo ratings yet
- H2 Supply Chain Evidence - Publication VersionDocument126 pagesH2 Supply Chain Evidence - Publication VersionNelly VanessaNo ratings yet
- Boiler Furnace PDFDocument8 pagesBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்No ratings yet
- Packinox Pyrolysis Gasoline HydrogenationDocument2 pagesPackinox Pyrolysis Gasoline HydrogenationCorneliuPopaNo ratings yet
- Main Combustion ChamberDocument31 pagesMain Combustion Chambershaliq28No ratings yet
- PresentationDocument17 pagesPresentationBinod Kumar PadhiNo ratings yet
- 2501-General Instructions For Thermal DesignDocument12 pages2501-General Instructions For Thermal DesignfarooqkhanerNo ratings yet
- Petroleum Refining Chemistry SlidsDocument61 pagesPetroleum Refining Chemistry SlidsJoyful GreenNo ratings yet
- Petroleum Refining Technology Unit-2: CHEG 437 4 Credit CourseDocument56 pagesPetroleum Refining Technology Unit-2: CHEG 437 4 Credit Courseprathamesh singhNo ratings yet
- Vacuum Distillation Colume: Mass Transfer Lab AssignmentDocument4 pagesVacuum Distillation Colume: Mass Transfer Lab AssignmentMalik HamidNo ratings yet
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocument10 pagesModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNo ratings yet
- Industrial BoilersDocument22 pagesIndustrial BoilersAbdul Razzaq MughalNo ratings yet
- Refinery Process ChartDocument16 pagesRefinery Process ChartUsman AshrafNo ratings yet
- Boiler WaterDocument70 pagesBoiler Watertata_77No ratings yet
- Cooling Tower 434Document15 pagesCooling Tower 434arslan MaqboolNo ratings yet
- CrackingDocument28 pagesCrackingzaraNo ratings yet
- Cracking, Visbreaking, Coking and PropertiesDocument12 pagesCracking, Visbreaking, Coking and Propertiesteyiv23540No ratings yet
- Thermal CrackingDocument24 pagesThermal Crackingmihir kumar100% (1)
- IntroductionDocument4 pagesIntroductionMuhammad HAmAd QureshiNo ratings yet
- Lect 1Document63 pagesLect 1Muhammad HAmAd QureshiNo ratings yet
- Details About FypDocument3 pagesDetails About FypMuhammad HAmAd QureshiNo ratings yet
- Lessons From Man Search For MeaningDocument2 pagesLessons From Man Search For MeaningMuhammad HAmAd QureshiNo ratings yet
- Water Research Paper - Formatted FinalDocument4 pagesWater Research Paper - Formatted FinalMuhammad HAmAd QureshiNo ratings yet
- Al Hum Aidan 2013Document9 pagesAl Hum Aidan 2013Tya ArisandiNo ratings yet
- Refinery OverviewDocument79 pagesRefinery Overviewchikukotwal100% (1)
- Modular Refining Solutions Brochure 2022Document8 pagesModular Refining Solutions Brochure 2022H NNo ratings yet
- IOCL MAthura PDFDocument52 pagesIOCL MAthura PDFKavisha AgrawalNo ratings yet
- Storage Stability of Visbroken Residual Fuel Oils - Compositional Studies - 1990Document5 pagesStorage Stability of Visbroken Residual Fuel Oils - Compositional Studies - 1990Neil RNo ratings yet
- 17 - Residue Upgradation 1Document22 pages17 - Residue Upgradation 1SHREENo ratings yet
- Industrial Training ReportDocument56 pagesIndustrial Training ReportDipta Bhanu BakshiNo ratings yet
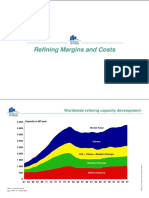
- 20 - Refining Margins and CostsDocument9 pages20 - Refining Margins and CostsBogdanAlinNo ratings yet
- Iocl 1Document80 pagesIocl 1Rishi KumarNo ratings yet
- Refinery BasicsDocument31 pagesRefinery Basicsanurag100% (1)
- DistillationDocument25 pagesDistillationMohammadAslam100% (1)
- Boiling Point Distribution of Crude Oils Based On TBP and Astm D-86 Distillation DataDocument17 pagesBoiling Point Distribution of Crude Oils Based On TBP and Astm D-86 Distillation DataFAH MANNo ratings yet
- IOCL MAthuraDocument52 pagesIOCL MAthuraUday Bhardwaj100% (3)
- Kumar Pre ReportDocument60 pagesKumar Pre ReportKr AyushNo ratings yet
- Shell Thermal Gasoil: AdvantagesDocument2 pagesShell Thermal Gasoil: AdvantagesIlyas KhanNo ratings yet
- Solvent ImportanceDocument6 pagesSolvent ImportanceAbhiNo ratings yet
- Thermal Cracking:: Stream Number Stream Make SourceDocument3 pagesThermal Cracking:: Stream Number Stream Make SourcejohnNo ratings yet
- Decoking TechniquesDocument8 pagesDecoking Techniquesah.elmagraby100% (1)
- Coking and Thermal ProcessDocument26 pagesCoking and Thermal Processkuldeep100% (3)
- Blending MainDocument84 pagesBlending Mainbasharat121No ratings yet
- BITUMEN ProjectDocument26 pagesBITUMEN ProjectAbood Buriahi100% (2)
- Towards The Development (Training Handbook) - 230504 - 132643Document643 pagesTowards The Development (Training Handbook) - 230504 - 132643Karim AbdelhadiNo ratings yet
- IOCL Report 2011Document56 pagesIOCL Report 2011Ajay ShekhawatNo ratings yet
- Delayed Coking A Review by JBJ ABP ICT PDFDocument25 pagesDelayed Coking A Review by JBJ ABP ICT PDFNishat M PatilNo ratings yet
- Ref 111Document111 pagesRef 111AbidHussainBhattiNo ratings yet
- A Master's Guide To Using Fuel Oil Onboard ShipsDocument74 pagesA Master's Guide To Using Fuel Oil Onboard Shipsanil.rai100% (1)
- Crude Oil ChemistryDocument411 pagesCrude Oil ChemistryHo Minh Viet100% (5)
- Vis BreakingDocument12 pagesVis BreakingMohit Arora100% (1)
- Utilities Report PARCODocument35 pagesUtilities Report PARCOMohammad Yasser RamzanNo ratings yet
- CH414 Petroleum Refinery EngineeringDocument14 pagesCH414 Petroleum Refinery EngineeringHaider AliNo ratings yet