Download as ppt, pdf, or txt
You might also like
- Beyond Mechanism by David L SchindlerDocument9 pagesBeyond Mechanism by David L SchindlerAngy MartellNo ratings yet
- SCC ConcreteDocument27 pagesSCC ConcreteAbsiye Aden0% (1)
- High Performance ConcreteDocument15 pagesHigh Performance Concretesoorya KNo ratings yet
- High Performance ConcreteDocument5 pagesHigh Performance ConcreteprasadNo ratings yet
- Project ReportDocument9 pagesProject Reportumer54No ratings yet
- High Strength Concrete Mix DesignDocument2 pagesHigh Strength Concrete Mix DesignKimo KenoNo ratings yet
- SCC SeminarDocument20 pagesSCC SeminarManas SinghNo ratings yet
- High Strength Concrete Mix DesignDocument3 pagesHigh Strength Concrete Mix DesignNasir ShahNo ratings yet
- New Microsoft Office Word DocumentDocument8 pagesNew Microsoft Office Word DocumentYuvraj VaghelaNo ratings yet
- Roller Compacted ConcreteDocument3 pagesRoller Compacted ConcreteKimo KenoNo ratings yet
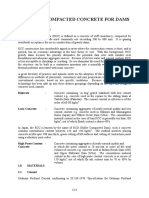
- Roller Compacted Concrete For DamsDocument16 pagesRoller Compacted Concrete For Damsabhineet srivastavaNo ratings yet
- Self Consolidating ConcreteDocument2 pagesSelf Consolidating ConcreteaaNo ratings yet
- HPC Fundamentals and ApplicationDocument20 pagesHPC Fundamentals and ApplicationPrakash CharryNo ratings yet
- Act SridevDocument23 pagesAct SridevKu SridevNo ratings yet
- Project ReportDocument53 pagesProject ReportEditing WorldNo ratings yet
- Chapter - 1 1.1 General TheoryDocument44 pagesChapter - 1 1.1 General TheoryVenkat Deepak SarmaNo ratings yet
- 7 Microstructure of ConcreteDocument41 pages7 Microstructure of ConcreteAwaisZahidOrakzai100% (1)
- High Performance Concrete: Fundamentals and Application: Oral Büyüköztürk and Denvid LauDocument20 pagesHigh Performance Concrete: Fundamentals and Application: Oral Büyüköztürk and Denvid LauYuliusRiefAlkhalyNo ratings yet
- Theeffectofcement PDFDocument8 pagesTheeffectofcement PDFLaur HaxhiuNo ratings yet
- High Strength ConcreteDocument3 pagesHigh Strength ConcreteMonyroor JmdNo ratings yet
- High Performance ConcreteDocument49 pagesHigh Performance ConcreteHorng Zaii100% (1)
- Topic - "Self Comopacting Concrete" Branch/Sem./Sec. - "Iii/V/B" Department - "Civil EngineeringDocument13 pagesTopic - "Self Comopacting Concrete" Branch/Sem./Sec. - "Iii/V/B" Department - "Civil EngineeringShriNo ratings yet
- HPC FundamentalsDocument7 pagesHPC FundamentalsCarlos JiménezNo ratings yet
- Different Types of Concrete - RPC, RMC, LWC, HPC EtcDocument7 pagesDifferent Types of Concrete - RPC, RMC, LWC, HPC Etcm_noorbashaNo ratings yet
- An Experimental Study On High Strength CDocument9 pagesAn Experimental Study On High Strength Csureshrcht99No ratings yet
- Unit 2: Admixtures and Testing of Harden ConcreteDocument16 pagesUnit 2: Admixtures and Testing of Harden ConcreteRishav MandalNo ratings yet
- High Performance Concrete ADDITIONALDocument9 pagesHigh Performance Concrete ADDITIONALmalikNo ratings yet
- 2.structure of ConcreteDocument30 pages2.structure of ConcreteAbi Jung BogatiNo ratings yet
- Self Compacting Concrete & Pre Placed ConcreteDocument33 pagesSelf Compacting Concrete & Pre Placed Concretesanthu256100% (2)
- Admixtures AssignmentDocument4 pagesAdmixtures AssignmentChristian Jade A. BeatoNo ratings yet
- Typical Cementitious Materials Caveats: Non-Shrink Grout Is A HydraulicDocument2 pagesTypical Cementitious Materials Caveats: Non-Shrink Grout Is A HydraulicEmdadul HuqNo ratings yet
- Is Self Consolidating Concrete (SCC) ?Document2 pagesIs Self Consolidating Concrete (SCC) ?Francis DhanarajNo ratings yet
- Team 22Document23 pagesTeam 22Mohamed HamedNo ratings yet
- High Performance ConcreteDocument15 pagesHigh Performance Concretemanish_shashikantNo ratings yet
- High Performance ConcreteDocument79 pagesHigh Performance ConcreteShyam Prasad ThiraviamNo ratings yet
- FWDSFDDocument8 pagesFWDSFDDamien Miguel MahumotNo ratings yet
- Making Pervious Concrete Placement Easy: Using A Novel Admixture SystemDocument5 pagesMaking Pervious Concrete Placement Easy: Using A Novel Admixture SystemCassandra Valmadrid0% (1)
- Construction Materials - PropertiesDocument53 pagesConstruction Materials - PropertiesWelday TsegayNo ratings yet
- Media Web ServerDocument2 pagesMedia Web ServerAbhishek HandaNo ratings yet
- Concreto Autocompactado Una Tecnologia UtilLUISDANIELDocument27 pagesConcreto Autocompactado Una Tecnologia UtilLUISDANIELLuis Daniel OjedaNo ratings yet
- Self Compacting ConcreteDocument27 pagesSelf Compacting ConcreteJatin MaggoNo ratings yet
- Workability and Strength of ConcreteDocument29 pagesWorkability and Strength of ConcretemuktadirulgamingNo ratings yet
- Structure of Hydrated Cement PasteDocument11 pagesStructure of Hydrated Cement PasteAli Ismael100% (1)
- 2015-10-23 - High PC - 2015 - Fahim - 03Document28 pages2015-10-23 - High PC - 2015 - Fahim - 03jonarmijosNo ratings yet
- Assignment 2Document4 pagesAssignment 2Naneth SabangNo ratings yet
- Completed AbstractDocument99 pagesCompleted AbstractK.m.v PrasanthNo ratings yet
- Workability and Strength of ConcreteDocument48 pagesWorkability and Strength of ConcretemuktadirulgamingNo ratings yet
- ريبورت ماتريال PDFDocument32 pagesريبورت ماتريال PDFMohamed HamedNo ratings yet
- Self CompactDocument17 pagesSelf Compactahmedalsayed358lol5No ratings yet
- Week 3 Class One and TwoDocument32 pagesWeek 3 Class One and TwoYounas BilalNo ratings yet
- Kevern2018 - Curado InternoDocument7 pagesKevern2018 - Curado InternoJulio Cesar Gonzalez FelixNo ratings yet
- Plain Concrete: A. Definition of ConcreteDocument14 pagesPlain Concrete: A. Definition of ConcreteHazemNo ratings yet
- Fibre Reinforced Concrete: Presented by Sumit Sharma Ankita Khanna B.arch IX SemesterDocument15 pagesFibre Reinforced Concrete: Presented by Sumit Sharma Ankita Khanna B.arch IX SemesterAnkita SharmaNo ratings yet
- B-2. Experimental Investigation of Self Compaction ConcreteDocument51 pagesB-2. Experimental Investigation of Self Compaction Concretekitswcivilhod2No ratings yet
- Rice Husk Ash As A Partial Replacement of Cement in High Strength Concrete Containing Micro SilicaDocument19 pagesRice Husk Ash As A Partial Replacement of Cement in High Strength Concrete Containing Micro SilicaLoraene Dela TorreNo ratings yet
- RCC Construction, RCC Mixes, RCC Instrumentation & RCC Dams StudiedDocument35 pagesRCC Construction, RCC Mixes, RCC Instrumentation & RCC Dams StudiedlorikNo ratings yet
- Construction Materials - Chemical AdmixturesDocument46 pagesConstruction Materials - Chemical AdmixturesWelday TsegayNo ratings yet
- Properties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamDocument31 pagesProperties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamMd.Ahasan Ullah NoyonNo ratings yet
- Properties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamDocument14 pagesProperties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamMd.Ahasan Ullah NoyonNo ratings yet
- Properties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamDocument44 pagesProperties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamMd.Ahasan Ullah NoyonNo ratings yet
- Properties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamDocument12 pagesProperties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamMd.Ahasan Ullah NoyonNo ratings yet
- 0 0 01 Oct 2015 1127076201AdditionalInformationsugarmillLtdDocument33 pages0 0 01 Oct 2015 1127076201AdditionalInformationsugarmillLtdNitin KurupNo ratings yet
- Art Appreciation Activity 1Document2 pagesArt Appreciation Activity 1Erichelle EspineliNo ratings yet
- Environmental Pollution 4Document32 pagesEnvironmental Pollution 4ANKUR CHOUDHARYNo ratings yet
- Plant LifeDocument19 pagesPlant Lifesheena2sa100% (3)
- Hyrolysis of AL Dross To Achieve Zero Hazardous WasteDocument9 pagesHyrolysis of AL Dross To Achieve Zero Hazardous WasteXantos YulianNo ratings yet
- CH 23, 24, & 25 Study GuideDocument2 pagesCH 23, 24, & 25 Study Guidebig boiNo ratings yet
- South Korea Wood Pellet Market Analysis by FutureMetrics July 2019Document9 pagesSouth Korea Wood Pellet Market Analysis by FutureMetrics July 2019Hiếu Phạm100% (1)
- Rmi Breakthrough BatteriesDocument84 pagesRmi Breakthrough BatteriesNAVDEEP100% (1)
- Eco RightDocument84 pagesEco RightJesse RobertNo ratings yet
- Flate Plate CollectorDocument45 pagesFlate Plate CollectorSunil PandeyNo ratings yet
- What Is Population EcologyDocument10 pagesWhat Is Population EcologyShaiannah Veylaine Recinto ApostolNo ratings yet
- Types of PsuDocument50 pagesTypes of PsusubhajitNo ratings yet
- CE102-Environmental Issues & SystemsDocument22 pagesCE102-Environmental Issues & SystemsAditya ArohanNo ratings yet
- UEEA 3773: Power Transmission and DistributionDocument118 pagesUEEA 3773: Power Transmission and Distributionмing junNo ratings yet
- Basic Definitions & Terminology in Soil MechanicsDocument7 pagesBasic Definitions & Terminology in Soil MechanicspkNo ratings yet
- Schoener - 1983 - Field Experiments On Interspecific CompetitionDocument46 pagesSchoener - 1983 - Field Experiments On Interspecific CompetitionMadelinetteNo ratings yet
- LK 1-4 Ahadia Alfiana Dewi - BIW - XI MIPA 6 - 01Document3 pagesLK 1-4 Ahadia Alfiana Dewi - BIW - XI MIPA 6 - 01ahadiaNo ratings yet
- WeatheringDocument13 pagesWeatheringBrijeshNo ratings yet
- Energy Analysis of Control VolumesDocument5 pagesEnergy Analysis of Control VolumesSam FraserNo ratings yet
- ICSE IV - ADAPTATIONS IN PLANTS - CH2 - WS01.pdf - Ic44001 PDFDocument3 pagesICSE IV - ADAPTATIONS IN PLANTS - CH2 - WS01.pdf - Ic44001 PDFswatigoaheadNo ratings yet
- TABLE 2.4: Description of Zone & Weathering Grade of Rock (Attewell, 1993)Document1 pageTABLE 2.4: Description of Zone & Weathering Grade of Rock (Attewell, 1993)Vikneswaran VigayakumarNo ratings yet
- ReadingDocument3 pagesReadingОля БондаренкоNo ratings yet
- Curriculum Vitae of Professor Michael Grätzel: EducationDocument7 pagesCurriculum Vitae of Professor Michael Grätzel: EducationEka Cahya PrimaNo ratings yet
- Design and Simulation of Maximum Power Point Tracking of Photovoltaic System Using ANNDocument5 pagesDesign and Simulation of Maximum Power Point Tracking of Photovoltaic System Using ANNMd Samiul Haque SunnyNo ratings yet
- Technical Note A FORTRAN Program For Calculating The Evaporation Rates in Diesel Engine Fuel SpraysDocument5 pagesTechnical Note A FORTRAN Program For Calculating The Evaporation Rates in Diesel Engine Fuel Spraysim19rahulNo ratings yet
- Analysis of Electric Field Influence On Buildings Under High Voltage Trnsmission LinesDocument3 pagesAnalysis of Electric Field Influence On Buildings Under High Voltage Trnsmission LinesAnand Menath0% (1)
- Class 7 - Air Around UsDocument3 pagesClass 7 - Air Around Usmamta sehrawat100% (1)
- CNSC Draft Screening ReportDocument172 pagesCNSC Draft Screening ReportAnonymous 1hOgJqwZuzNo ratings yet
- Understanding Plasma Science Part 12Document102 pagesUnderstanding Plasma Science Part 12Elson GomesNo ratings yet