
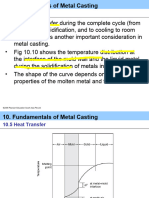
Fundamentals of Metal Casting
Fundamentals of Metal Casting
You might also like
- On-Bottom Stability AnalysisDocument42 pagesOn-Bottom Stability AnalysisYoungtae Kim67% (3)
- CH 10Document14 pagesCH 10chaitanyachegg75% (4)
- Chapter 1 - Sand CastingDocument22 pagesChapter 1 - Sand Castingdizainer_cy67% (3)
- Fundamentals of Metal CastingDocument72 pagesFundamentals of Metal CastingOmar AhmedNo ratings yet
- Manufacturing ProcessesDocument29 pagesManufacturing Processesemieel reegisNo ratings yet
- Casting in Manufacturing ProcessesDocument106 pagesCasting in Manufacturing ProcessesAhsan MukhtarNo ratings yet
- Chapter 4 Casting Fundamental 2Document32 pagesChapter 4 Casting Fundamental 2Rusydi JamainNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument37 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingSachin RanaNo ratings yet
- Ch10 Casting Fund WileyDocument38 pagesCh10 Casting Fund WileyAbdur Rahman SultanNo ratings yet
- Solidification of Metal and AlloysDocument19 pagesSolidification of Metal and AlloysAkshaj NevgiNo ratings yet
- Foundry CourseDocument62 pagesFoundry CoursePradip Gupta0% (1)
- EAT227-Lecture 2.1 - Metal CastingDocument42 pagesEAT227-Lecture 2.1 - Metal CastingQim SvNo ratings yet
- Hardenability and CastingDocument9 pagesHardenability and CastingFabian ZacipaNo ratings yet
- 11IJAERS 1020209 Studyon PDFDocument10 pages11IJAERS 1020209 Studyon PDFIJAERS JOURNALNo ratings yet
- Metal-Casting Processes and EquipmentDocument48 pagesMetal-Casting Processes and EquipmenttemesgenNo ratings yet
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousNo ratings yet
- CastingDocument8 pagesCastingTody IsfitazliNo ratings yet
- Fundamentals of Metal-CastingDocument15 pagesFundamentals of Metal-Castingsamurai7_77No ratings yet
- Fundamentals of Metal CastingDocument39 pagesFundamentals of Metal CastingYASHFEEN AYUBBNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument40 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and Coolingalemu170No ratings yet
- CastingDocument56 pagesCastingTushar Prakash ChaudhariNo ratings yet
- Advantages: Steps in Shell-MoldingDocument7 pagesAdvantages: Steps in Shell-MoldingAnson AntonyNo ratings yet
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamNo ratings yet
- Hot & Cold WorkingDocument23 pagesHot & Cold WorkingzackaiedaNo ratings yet
- Solidification Analysis in Continuous Casting Process - Barman TambunanDocument11 pagesSolidification Analysis in Continuous Casting Process - Barman TambunanBarman TambunanNo ratings yet
- Fundamentals of Casting: Degarmo'S Materials and Processes in ManufacturingDocument33 pagesFundamentals of Casting: Degarmo'S Materials and Processes in ManufacturingIhsan Naufal RidhwanNo ratings yet
- US Navy Foundry Manual 1958Document264 pagesUS Navy Foundry Manual 1958Pop Adrian100% (8)
- Chapter Ten Metal Casting Processes and Equipment 10-1 Fundamentals of Metal CastingDocument6 pagesChapter Ten Metal Casting Processes and Equipment 10-1 Fundamentals of Metal CastingOsama YasoufNo ratings yet
- AMT-Forming (Compatibility Mode)Document15 pagesAMT-Forming (Compatibility Mode)Abdulhmeed MutalatNo ratings yet
- Solidification Characteristic of Cu-20sn Bronze Al PDFDocument8 pagesSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiNo ratings yet
- Me310 HW 3Document3 pagesMe310 HW 3HafizSikandarNo ratings yet
- Cold Forming of MetalsDocument9 pagesCold Forming of Metalsanakngtukneneyahoo.comNo ratings yet
- BMM3643 CHP 1 Metal Casting Processes - Sand CastingDocument42 pagesBMM3643 CHP 1 Metal Casting Processes - Sand Castingemadaddin alezzaniNo ratings yet
- Foundry 015309Document18 pagesFoundry 015309Nassor Nassor ANo ratings yet
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- FUNDAMENTALS OF METAL CASTING (Autosaved)Document45 pagesFUNDAMENTALS OF METAL CASTING (Autosaved)İREM TaşlıNo ratings yet
- Final Metal CastingDocument38 pagesFinal Metal CastingishanNo ratings yet
- Chapter 2Document6 pagesChapter 2abdullaammar090No ratings yet
- 02 - Ch10 - Fundamentals of Metal CastingDocument31 pages02 - Ch10 - Fundamentals of Metal CastingFaiq Sina Alfain100% (1)
- 铝铜板料成形Document8 pages铝铜板料成形Addison TuNo ratings yet
- Fluidity of Molten MetalDocument18 pagesFluidity of Molten Metalbittu kumarNo ratings yet
- Lecture JL Notes: Casting Basic Mechanical EngineeringDocument2 pagesLecture JL Notes: Casting Basic Mechanical EngineeringQuanta BosonNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcesssatyajitlNo ratings yet
- Metal CastingDocument154 pagesMetal CastingPierre Mackenzie100% (1)
- Metal CastingDocument154 pagesMetal CastingAditya Koutharapu100% (1)
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Lecture 1423455076Document199 pagesLecture 1423455076hsemargNo ratings yet
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Chapter 5Document14 pagesChapter 5Phuc Truong DucNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsFrom EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsRating: 5 out of 5 stars5/5 (1)
- Technical Manual - The Blacksmith and the Welder - June 16, 1941From EverandTechnical Manual - The Blacksmith and the Welder - June 16, 1941No ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- Ds PC CFL Combo en 1x18 2x18w CFLDocument2 pagesDs PC CFL Combo en 1x18 2x18w CFLganeshp_eeeNo ratings yet
- Gnuradio ProgrammingDocument28 pagesGnuradio ProgrammingJavier MelendrezNo ratings yet
- Och2016 17 PDFDocument28 pagesOch2016 17 PDFPayal SharmaNo ratings yet
- Ph-Metro Sobremesa Orion Serie Star A211Document2 pagesPh-Metro Sobremesa Orion Serie Star A211Silvana Elena Montecino San MartínNo ratings yet
- Ellies 0BDPODocument1 pageEllies 0BDPOAJ EmandienNo ratings yet
- Laptop Comparision TableDocument9 pagesLaptop Comparision TablenatanuNo ratings yet
- Music Theory (Jason Allen) (Summarized by Elve)Document28 pagesMusic Theory (Jason Allen) (Summarized by Elve)elveNo ratings yet
- Versamax Io Guide 0Document36 pagesVersamax Io Guide 0joberhrNo ratings yet
- A Quick Introduction To Quantum Espresso: Simone Di Cataldo September 27, 2019Document32 pagesA Quick Introduction To Quantum Espresso: Simone Di Cataldo September 27, 2019Jay Bee SharmaNo ratings yet
- ORM FeatureDocument10 pagesORM Featureaniket somNo ratings yet
- TD 7626 FDocument15 pagesTD 7626 FVanderlei MarcariniNo ratings yet
- Week 5 - Design For Sls 2Document28 pagesWeek 5 - Design For Sls 2Luqman NHNo ratings yet
- s10661 023 11952 WDocument20 pagess10661 023 11952 Wn0188741wNo ratings yet
- Effect of Extrem Conditions On Polyurea CoatingsDocument5 pagesEffect of Extrem Conditions On Polyurea CoatingsJamaya PiaNo ratings yet
- Design PDFDocument202 pagesDesign PDFLorraine100% (1)
- Open-Ocean Barrier Islands: Global in Uence of Climatic, Oceanographic, and Depositional SettingsDocument17 pagesOpen-Ocean Barrier Islands: Global in Uence of Climatic, Oceanographic, and Depositional SettingsMicheleFontanaNo ratings yet
- MT 226:partial Differential EquationsDocument75 pagesMT 226:partial Differential EquationsPaul ObadiahNo ratings yet
- Discharge CoefficientDocument2 pagesDischarge Coefficientموسى جعفر احمد محمدNo ratings yet
- Wittig ReactionDocument22 pagesWittig Reactionabubakar siddiqueNo ratings yet
- Structural and Hydrological Design of Permeable PavementsDocument20 pagesStructural and Hydrological Design of Permeable Pavementssach1116No ratings yet
- Design and Development of Automatic Wheelchair Cum Patient BedDocument90 pagesDesign and Development of Automatic Wheelchair Cum Patient BedSRL MECHNo ratings yet
- Learning With Kernels Support Vector Machines, Regularization, Optimization, and Beyond by Bernhard Schlkopf, Alexander J. SmolaDocument644 pagesLearning With Kernels Support Vector Machines, Regularization, Optimization, and Beyond by Bernhard Schlkopf, Alexander J. SmolaCyrus RayNo ratings yet
- P and Q System@Sudip BakshiDocument15 pagesP and Q System@Sudip BakshiSudip BakshiNo ratings yet
- Manual EPC Series v1.23Document65 pagesManual EPC Series v1.23JaimeDucal CessaNo ratings yet
- BS 7671-2001 - 16th Edition IEE Wiring Regulations - Design & VerificationsDocument8 pagesBS 7671-2001 - 16th Edition IEE Wiring Regulations - Design & VerificationsAshwin DuhonarrainNo ratings yet
- Extraction and Gas Chromatographic Determination of Ethanol in BeveragesDocument12 pagesExtraction and Gas Chromatographic Determination of Ethanol in BeveragesJonathanNo ratings yet
- (Code) ACI 349.2R-97 Embedment Design Examples (ACI, 1997)Document26 pages(Code) ACI 349.2R-97 Embedment Design Examples (ACI, 1997)sungwgNo ratings yet
- Guideline For Reducing CCR Circulation Rate With Lower Oxygen Concentration in White Burn ModeDocument3 pagesGuideline For Reducing CCR Circulation Rate With Lower Oxygen Concentration in White Burn ModevkumaranNo ratings yet
- Nso Class-7Document3 pagesNso Class-7Swati AshtakeNo ratings yet

























































































Download as ppt, pdf, or txt
You might also like
- On-Bottom Stability AnalysisDocument42 pagesOn-Bottom Stability AnalysisYoungtae Kim67% (3)
- CH 10Document14 pagesCH 10chaitanyachegg75% (4)
- Chapter 1 - Sand CastingDocument22 pagesChapter 1 - Sand Castingdizainer_cy67% (3)
- Fundamentals of Metal CastingDocument72 pagesFundamentals of Metal CastingOmar AhmedNo ratings yet
- Manufacturing ProcessesDocument29 pagesManufacturing Processesemieel reegisNo ratings yet
- Casting in Manufacturing ProcessesDocument106 pagesCasting in Manufacturing ProcessesAhsan MukhtarNo ratings yet
- Chapter 4 Casting Fundamental 2Document32 pagesChapter 4 Casting Fundamental 2Rusydi JamainNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument37 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingSachin RanaNo ratings yet
- Ch10 Casting Fund WileyDocument38 pagesCh10 Casting Fund WileyAbdur Rahman SultanNo ratings yet
- Solidification of Metal and AlloysDocument19 pagesSolidification of Metal and AlloysAkshaj NevgiNo ratings yet
- Foundry CourseDocument62 pagesFoundry CoursePradip Gupta0% (1)
- EAT227-Lecture 2.1 - Metal CastingDocument42 pagesEAT227-Lecture 2.1 - Metal CastingQim SvNo ratings yet
- Hardenability and CastingDocument9 pagesHardenability and CastingFabian ZacipaNo ratings yet
- 11IJAERS 1020209 Studyon PDFDocument10 pages11IJAERS 1020209 Studyon PDFIJAERS JOURNALNo ratings yet
- Metal-Casting Processes and EquipmentDocument48 pagesMetal-Casting Processes and EquipmenttemesgenNo ratings yet
- Chapter Ten - Fundamental of Metal CastingDocument35 pagesChapter Ten - Fundamental of Metal CastingWael W. AlsousNo ratings yet
- CastingDocument8 pagesCastingTody IsfitazliNo ratings yet
- Fundamentals of Metal-CastingDocument15 pagesFundamentals of Metal-Castingsamurai7_77No ratings yet
- Fundamentals of Metal CastingDocument39 pagesFundamentals of Metal CastingYASHFEEN AYUBBNo ratings yet
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocument40 pagesFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and Coolingalemu170No ratings yet
- CastingDocument56 pagesCastingTushar Prakash ChaudhariNo ratings yet
- Advantages: Steps in Shell-MoldingDocument7 pagesAdvantages: Steps in Shell-MoldingAnson AntonyNo ratings yet
- Casting NameDocument18 pagesCasting NameShanmugam BalasubramaniamNo ratings yet
- Hot & Cold WorkingDocument23 pagesHot & Cold WorkingzackaiedaNo ratings yet
- Solidification Analysis in Continuous Casting Process - Barman TambunanDocument11 pagesSolidification Analysis in Continuous Casting Process - Barman TambunanBarman TambunanNo ratings yet
- Fundamentals of Casting: Degarmo'S Materials and Processes in ManufacturingDocument33 pagesFundamentals of Casting: Degarmo'S Materials and Processes in ManufacturingIhsan Naufal RidhwanNo ratings yet
- US Navy Foundry Manual 1958Document264 pagesUS Navy Foundry Manual 1958Pop Adrian100% (8)
- Chapter Ten Metal Casting Processes and Equipment 10-1 Fundamentals of Metal CastingDocument6 pagesChapter Ten Metal Casting Processes and Equipment 10-1 Fundamentals of Metal CastingOsama YasoufNo ratings yet
- AMT-Forming (Compatibility Mode)Document15 pagesAMT-Forming (Compatibility Mode)Abdulhmeed MutalatNo ratings yet
- Solidification Characteristic of Cu-20sn Bronze Al PDFDocument8 pagesSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiNo ratings yet
- Me310 HW 3Document3 pagesMe310 HW 3HafizSikandarNo ratings yet
- Cold Forming of MetalsDocument9 pagesCold Forming of Metalsanakngtukneneyahoo.comNo ratings yet
- BMM3643 CHP 1 Metal Casting Processes - Sand CastingDocument42 pagesBMM3643 CHP 1 Metal Casting Processes - Sand Castingemadaddin alezzaniNo ratings yet
- Foundry 015309Document18 pagesFoundry 015309Nassor Nassor ANo ratings yet
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- FUNDAMENTALS OF METAL CASTING (Autosaved)Document45 pagesFUNDAMENTALS OF METAL CASTING (Autosaved)İREM TaşlıNo ratings yet
- Final Metal CastingDocument38 pagesFinal Metal CastingishanNo ratings yet
- Chapter 2Document6 pagesChapter 2abdullaammar090No ratings yet
- 02 - Ch10 - Fundamentals of Metal CastingDocument31 pages02 - Ch10 - Fundamentals of Metal CastingFaiq Sina Alfain100% (1)
- 铝铜板料成形Document8 pages铝铜板料成形Addison TuNo ratings yet
- Fluidity of Molten MetalDocument18 pagesFluidity of Molten Metalbittu kumarNo ratings yet
- Lecture JL Notes: Casting Basic Mechanical EngineeringDocument2 pagesLecture JL Notes: Casting Basic Mechanical EngineeringQuanta BosonNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcesssatyajitlNo ratings yet
- Metal CastingDocument154 pagesMetal CastingPierre Mackenzie100% (1)
- Metal CastingDocument154 pagesMetal CastingAditya Koutharapu100% (1)
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Lecture 1423455076Document199 pagesLecture 1423455076hsemargNo ratings yet
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Chapter 5Document14 pagesChapter 5Phuc Truong DucNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsFrom EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsRating: 5 out of 5 stars5/5 (1)
- Technical Manual - The Blacksmith and the Welder - June 16, 1941From EverandTechnical Manual - The Blacksmith and the Welder - June 16, 1941No ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- Ds PC CFL Combo en 1x18 2x18w CFLDocument2 pagesDs PC CFL Combo en 1x18 2x18w CFLganeshp_eeeNo ratings yet
- Gnuradio ProgrammingDocument28 pagesGnuradio ProgrammingJavier MelendrezNo ratings yet
- Och2016 17 PDFDocument28 pagesOch2016 17 PDFPayal SharmaNo ratings yet
- Ph-Metro Sobremesa Orion Serie Star A211Document2 pagesPh-Metro Sobremesa Orion Serie Star A211Silvana Elena Montecino San MartínNo ratings yet
- Ellies 0BDPODocument1 pageEllies 0BDPOAJ EmandienNo ratings yet
- Laptop Comparision TableDocument9 pagesLaptop Comparision TablenatanuNo ratings yet
- Music Theory (Jason Allen) (Summarized by Elve)Document28 pagesMusic Theory (Jason Allen) (Summarized by Elve)elveNo ratings yet
- Versamax Io Guide 0Document36 pagesVersamax Io Guide 0joberhrNo ratings yet
- A Quick Introduction To Quantum Espresso: Simone Di Cataldo September 27, 2019Document32 pagesA Quick Introduction To Quantum Espresso: Simone Di Cataldo September 27, 2019Jay Bee SharmaNo ratings yet
- ORM FeatureDocument10 pagesORM Featureaniket somNo ratings yet
- TD 7626 FDocument15 pagesTD 7626 FVanderlei MarcariniNo ratings yet
- Week 5 - Design For Sls 2Document28 pagesWeek 5 - Design For Sls 2Luqman NHNo ratings yet
- s10661 023 11952 WDocument20 pagess10661 023 11952 Wn0188741wNo ratings yet
- Effect of Extrem Conditions On Polyurea CoatingsDocument5 pagesEffect of Extrem Conditions On Polyurea CoatingsJamaya PiaNo ratings yet
- Design PDFDocument202 pagesDesign PDFLorraine100% (1)
- Open-Ocean Barrier Islands: Global in Uence of Climatic, Oceanographic, and Depositional SettingsDocument17 pagesOpen-Ocean Barrier Islands: Global in Uence of Climatic, Oceanographic, and Depositional SettingsMicheleFontanaNo ratings yet
- MT 226:partial Differential EquationsDocument75 pagesMT 226:partial Differential EquationsPaul ObadiahNo ratings yet
- Discharge CoefficientDocument2 pagesDischarge Coefficientموسى جعفر احمد محمدNo ratings yet
- Wittig ReactionDocument22 pagesWittig Reactionabubakar siddiqueNo ratings yet
- Structural and Hydrological Design of Permeable PavementsDocument20 pagesStructural and Hydrological Design of Permeable Pavementssach1116No ratings yet
- Design and Development of Automatic Wheelchair Cum Patient BedDocument90 pagesDesign and Development of Automatic Wheelchair Cum Patient BedSRL MECHNo ratings yet
- Learning With Kernels Support Vector Machines, Regularization, Optimization, and Beyond by Bernhard Schlkopf, Alexander J. SmolaDocument644 pagesLearning With Kernels Support Vector Machines, Regularization, Optimization, and Beyond by Bernhard Schlkopf, Alexander J. SmolaCyrus RayNo ratings yet
- P and Q System@Sudip BakshiDocument15 pagesP and Q System@Sudip BakshiSudip BakshiNo ratings yet
- Manual EPC Series v1.23Document65 pagesManual EPC Series v1.23JaimeDucal CessaNo ratings yet
- BS 7671-2001 - 16th Edition IEE Wiring Regulations - Design & VerificationsDocument8 pagesBS 7671-2001 - 16th Edition IEE Wiring Regulations - Design & VerificationsAshwin DuhonarrainNo ratings yet
- Extraction and Gas Chromatographic Determination of Ethanol in BeveragesDocument12 pagesExtraction and Gas Chromatographic Determination of Ethanol in BeveragesJonathanNo ratings yet
- (Code) ACI 349.2R-97 Embedment Design Examples (ACI, 1997)Document26 pages(Code) ACI 349.2R-97 Embedment Design Examples (ACI, 1997)sungwgNo ratings yet
- Guideline For Reducing CCR Circulation Rate With Lower Oxygen Concentration in White Burn ModeDocument3 pagesGuideline For Reducing CCR Circulation Rate With Lower Oxygen Concentration in White Burn ModevkumaranNo ratings yet
- Nso Class-7Document3 pagesNso Class-7Swati AshtakeNo ratings yet