
12 MIG Adn MAG Welding
12 MIG Adn MAG Welding
You might also like
- Inspection Checklist For SMDBs & MDBsDocument5 pagesInspection Checklist For SMDBs & MDBsShirish67% (3)
- Iec 60092-376-2017Document28 pagesIec 60092-376-2017Afiqul IslamNo ratings yet
- Aws B2.1-1 8-006-2002Document18 pagesAws B2.1-1 8-006-2002udom100% (1)
- GMAWDocument55 pagesGMAWsalunkheclNo ratings yet
- TX6 Category 6 UTP Copper Cable: SpecificationsDocument2 pagesTX6 Category 6 UTP Copper Cable: SpecificationsDatashield InfoNo ratings yet
- Instrument Transformers CatalogueDocument12 pagesInstrument Transformers CatalogueGanesh DuraisamyNo ratings yet
- Mig Mag Welding 2006 PDFDocument67 pagesMig Mag Welding 2006 PDFdanut horincasNo ratings yet
- Welding Process Notes BestDocument152 pagesWelding Process Notes Bestaravindan100% (2)
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocument51 pagesWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNo ratings yet
- FCAWDocument4 pagesFCAWRamanujadaasanNo ratings yet
- Mig Co2Document23 pagesMig Co2Asad Bin Ala Qatari50% (2)
- And Welding in Manufacturing: TIG MIGDocument27 pagesAnd Welding in Manufacturing: TIG MIGHope ThemNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- Commonly Used Welding Process Techniques-OverviewDocument51 pagesCommonly Used Welding Process Techniques-OverviewaadmaadmNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNo ratings yet
- GMAWDocument53 pagesGMAWarvidkumar87060No ratings yet
- Metal Inert Gas WeldingDocument4 pagesMetal Inert Gas WeldingINfo WTCSNo ratings yet
- M08 - Gmaw & FcawDocument30 pagesM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்No ratings yet
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Assignment 1 WeldingDocument11 pagesAssignment 1 WeldingLee Eyyh DeeNo ratings yet
- Gas Metal Arc Welding: by L D PoyyaraDocument53 pagesGas Metal Arc Welding: by L D PoyyararajeshNo ratings yet
- Gmaw Thumb RuleDocument68 pagesGmaw Thumb Rule0502raviNo ratings yet
- Submerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingDocument42 pagesSubmerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingRaj singhNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- SAW ProcessDocument38 pagesSAW ProcessHary adiNo ratings yet
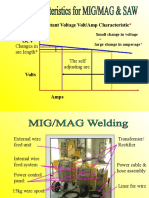
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- 10 Introduction To Welding ProcessesDocument13 pages10 Introduction To Welding ProcessesKARTHICKNo ratings yet
- Arc WeldingDocument29 pagesArc WeldinguditNo ratings yet
- Consumables For MIG MAG & FCAWDocument46 pagesConsumables For MIG MAG & FCAWaravindanNo ratings yet
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocument52 pagesWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNo ratings yet
- 77 (Migmag) - Metal TransferDocument1 page77 (Migmag) - Metal Transferjose alberto gamiñoNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- GMAWDocument53 pagesGMAWJithuJohn100% (1)
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- Welding Processes - Arc: Solid Wire MIG WeldingDocument4 pagesWelding Processes - Arc: Solid Wire MIG WeldingMehmet SoysalNo ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- Fumos Gases SoldaDocument28 pagesFumos Gases SoldaSavio MarquesNo ratings yet
- WINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFDocument25 pagesWINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFAbinash PurushothamanNo ratings yet
- Gas Metal Arc and Flux Cored Arc Welding ProcessesDocument70 pagesGas Metal Arc and Flux Cored Arc Welding ProcessesSibaram DasNo ratings yet
- RM01 TIG-WeldingDocument39 pagesRM01 TIG-WeldingAnonymous cgcKzFtXNo ratings yet
- 5 - GmawDocument39 pages5 - Gmawmohamed.hassan031No ratings yet
- GMAWDocument7 pagesGMAWmostafaNo ratings yet
- Gmaw and Metal TransferDocument14 pagesGmaw and Metal TransferAnant AjithkumarNo ratings yet
- Mig Co2 WeldingDocument20 pagesMig Co2 WeldingAsad Bin Ala Qatari100% (1)
- Metal Transfer Modes: Short Circuit Surface TensionDocument3 pagesMetal Transfer Modes: Short Circuit Surface TensionRaman GuptaNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Somenath GhoshDocument52 pagesSomenath Ghoshravi00098No ratings yet
- Mig WireDocument10 pagesMig WireSathishkumar SrinivasanNo ratings yet
- Resistance Welding:: (I) Co2 - 100% (Ii) 25% Co2 +75% Argon (Iii) 2% Co2+98% ArgonDocument8 pagesResistance Welding:: (I) Co2 - 100% (Ii) 25% Co2 +75% Argon (Iii) 2% Co2+98% ArgonVasudev DevNo ratings yet
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingIhsan1991 YusoffNo ratings yet
- RM04 - 8 GTAW and Power SourcesDocument18 pagesRM04 - 8 GTAW and Power SourcesAnonymous cgcKzFtXNo ratings yet
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
- (Gmaw) Gas Metal Arc Welding (Mig - Mag)Document11 pages(Gmaw) Gas Metal Arc Welding (Mig - Mag)buttuverma18102No ratings yet
- Class 11 GMAWDocument39 pagesClass 11 GMAWSaurabh TripathiNo ratings yet
- Welding To Industry Metal Transfer Surface Tension Transfer: Prepared By: DSC Dževad Hadžihafizović (Deng) Sarajevo 2023Document12 pagesWelding To Industry Metal Transfer Surface Tension Transfer: Prepared By: DSC Dževad Hadžihafizović (Deng) Sarajevo 2023fhulyadelibasNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- PART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG WeldingDocument2 pagesPART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG Weldingravindra_jivaniNo ratings yet
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDocument50 pagesGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNo ratings yet
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingAizad IzzuddinNo ratings yet
- Part 9 Design of Connecting ElementsDocument27 pagesPart 9 Design of Connecting ElementsudomNo ratings yet
- TNT 06-2Document12 pagesTNT 06-2udomNo ratings yet
- 2302 Asnt Me Feb TFMDocument77 pages2302 Asnt Me Feb TFMudomNo ratings yet
- Aws D1.4-2018Document98 pagesAws D1.4-2018udomNo ratings yet
- TNT 06-4Document12 pagesTNT 06-4udomNo ratings yet
- 11.asme CA 360 Nbic Part3Document50 pages11.asme CA 360 Nbic Part3udomNo ratings yet
- 2.ASME Ecosystem PresentationDocument12 pages2.ASME Ecosystem PresentationudomNo ratings yet
- So When Is Section V T-150d InvokedDocument2 pagesSo When Is Section V T-150d InvokedudomNo ratings yet
- 5.AIA PresentationDocument22 pages5.AIA PresentationudomNo ratings yet
- Part 5 Design of Tension MembersDocument25 pagesPart 5 Design of Tension MembersudomNo ratings yet
- Part 2 General Design ConsiderationsDocument27 pagesPart 2 General Design ConsiderationsudomNo ratings yet
- Part 7 Design Considerations For BoltsDocument44 pagesPart 7 Design Considerations For BoltsudomNo ratings yet
- 22 Practical Visual InspectionDocument9 pages22 Practical Visual InspectionudomNo ratings yet
- E689-15 Standard Reference Radiographs For Ductile Iron Castings PDFDocument4 pagesE689-15 Standard Reference Radiographs For Ductile Iron Castings PDFudomNo ratings yet
- UntitledDocument187 pagesUntitledudomNo ratings yet
- Part 16 Specifications and CodesDocument304 pagesPart 16 Specifications and CodesudomNo ratings yet
- E703-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Nonferrous MetalsDocument5 pagesE703-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Nonferrous MetalsudomNo ratings yet
- E243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesE243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesudomNo ratings yet
- E494-15 Standard Practice For Measuring Ultrasonic Velocity in MaterialsDocument14 pagesE494-15 Standard Practice For Measuring Ultrasonic Velocity in MaterialsudomNo ratings yet
- Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used For RadiologyDocument15 pagesDesign, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used For RadiologyudomNo ratings yet
- E431-96 (2016) Standard Guide To Interpretation of Radiographs of Semiconductors and Related DevicesDocument7 pagesE431-96 (2016) Standard Guide To Interpretation of Radiographs of Semiconductors and Related DevicesudomNo ratings yet
- E566-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Ferrous MetalsDocument5 pagesE566-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Ferrous MetalsudomNo ratings yet
- E1002-11 Standard Practice For Leaks Using UltrasonicDocument4 pagesE1002-11 Standard Practice For Leaks Using UltrasonicudomNo ratings yet
- E192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsDocument4 pagesE192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsudomNo ratings yet
- E94-04 (2010) Standard Guide For Radiographic ExaminationDocument13 pagesE94-04 (2010) Standard Guide For Radiographic ExaminationudomNo ratings yet
- E125-63 (2013) Standard Reference Photographs For Magnetic Particle Indications On Ferrous CastingsDocument3 pagesE125-63 (2013) Standard Reference Photographs For Magnetic Particle Indications On Ferrous CastingsudomNo ratings yet
- E114-15 Standard Practice For Ultrasonic Pulse-Echo Straight-Beam Contact TestingDocument5 pagesE114-15 Standard Practice For Ultrasonic Pulse-Echo Straight-Beam Contact TestingudomNo ratings yet
- Design of A 1kW High Speed Axial Flux PeDocument9 pagesDesign of A 1kW High Speed Axial Flux PemanasrinuNo ratings yet
- Twido TWDLCAE40DRFDocument11 pagesTwido TWDLCAE40DRFErika BecerraNo ratings yet
- Trends in Electrical TransmissionDocument47 pagesTrends in Electrical TransmissionSumit Kumar DattaNo ratings yet
- Step MotDocument1 pageStep MotPropolis MeliaNo ratings yet
- Fan Speed Controller and Fan Fault Detector Family: FeaturesDocument2 pagesFan Speed Controller and Fan Fault Detector Family: FeaturesShrikant A. Desai100% (1)
- Typical TIG-plasma SolutionsDocument9 pagesTypical TIG-plasma SolutionstechspawNo ratings yet
- Diode Circuits: Essentials of Electrical and Electronics Engineering (EEE 1)Document10 pagesDiode Circuits: Essentials of Electrical and Electronics Engineering (EEE 1)Sarah Grace CabilteNo ratings yet
- Sps Ref PDFDocument2,400 pagesSps Ref PDFMaxogene labriceNo ratings yet
- Iri1 HDDocument12 pagesIri1 HDecplpraveenNo ratings yet
- Pi CNCCJJ230222 Pre PDFDocument2 pagesPi CNCCJJ230222 Pre PDFBitania EshetuNo ratings yet
- Data Sheet FLC 100Document2 pagesData Sheet FLC 100Ömer Vehbe100% (1)
- Lutron RMJ 5t DV B InstallationDocument8 pagesLutron RMJ 5t DV B InstallationtahlokoNo ratings yet
- Effect If Bolt Torque and Contact Resistance On Performance of ElctrolyserDocument11 pagesEffect If Bolt Torque and Contact Resistance On Performance of ElctrolyserAravind ShankarNo ratings yet
- Wiring Color CodesDocument2 pagesWiring Color CodesNoman KhanNo ratings yet
- PINOYBIX1Document5 pagesPINOYBIX1andreareyesmalinao7No ratings yet
- Energy Reductions in The Pulp-And-Paper Industry by Upgrading Conventional Pumping Systems Through The Installation of Vfds - A Case StudyDocument6 pagesEnergy Reductions in The Pulp-And-Paper Industry by Upgrading Conventional Pumping Systems Through The Installation of Vfds - A Case StudytorinomgNo ratings yet
- Application of Non-Linear Models in A Range of Challenging GaN HEMT Power Amplifier DesignsDocument34 pagesApplication of Non-Linear Models in A Range of Challenging GaN HEMT Power Amplifier DesignsChris KessellNo ratings yet
- KC PQR X52-X52-GMFC-6G-D-1-aDocument3 pagesKC PQR X52-X52-GMFC-6G-D-1-aKevin ParentNo ratings yet
- Kia e Niro English Owners ManualDocument574 pagesKia e Niro English Owners ManualdaleotarNo ratings yet
- Powrer Data Sheet20131011Document5 pagesPowrer Data Sheet20131011sondk2No ratings yet
- Basic Electrical by Jahir Sir 1Document7 pagesBasic Electrical by Jahir Sir 1Sakib ruNo ratings yet
- Modern Numerical Relay DesignDocument65 pagesModern Numerical Relay DesignNeelakandan MasilamaniNo ratings yet
- EE8451, EE6303 Linear Integrated Circuits and Applications LICA - 2 Marks With Answers 2Document47 pagesEE8451, EE6303 Linear Integrated Circuits and Applications LICA - 2 Marks With Answers 2manoj kumarNo ratings yet
- Lab 07 UpdatedDocument13 pagesLab 07 Updatedasifa rafiqNo ratings yet
- Final Year Project ReportDocument40 pagesFinal Year Project ReportNAKUL KANARNo ratings yet
- Eura Drives E800 - en Frequency InverterDocument68 pagesEura Drives E800 - en Frequency InverterLaurentiu Lapusescu0% (1)

















































































































Download as ppt, pdf, or txt
You might also like
- Inspection Checklist For SMDBs & MDBsDocument5 pagesInspection Checklist For SMDBs & MDBsShirish67% (3)
- Iec 60092-376-2017Document28 pagesIec 60092-376-2017Afiqul IslamNo ratings yet
- Aws B2.1-1 8-006-2002Document18 pagesAws B2.1-1 8-006-2002udom100% (1)
- GMAWDocument55 pagesGMAWsalunkheclNo ratings yet
- TX6 Category 6 UTP Copper Cable: SpecificationsDocument2 pagesTX6 Category 6 UTP Copper Cable: SpecificationsDatashield InfoNo ratings yet
- Instrument Transformers CatalogueDocument12 pagesInstrument Transformers CatalogueGanesh DuraisamyNo ratings yet
- Mig Mag Welding 2006 PDFDocument67 pagesMig Mag Welding 2006 PDFdanut horincasNo ratings yet
- Welding Process Notes BestDocument152 pagesWelding Process Notes Bestaravindan100% (2)
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocument51 pagesWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNo ratings yet
- FCAWDocument4 pagesFCAWRamanujadaasanNo ratings yet
- Mig Co2Document23 pagesMig Co2Asad Bin Ala Qatari50% (2)
- And Welding in Manufacturing: TIG MIGDocument27 pagesAnd Welding in Manufacturing: TIG MIGHope ThemNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- Commonly Used Welding Process Techniques-OverviewDocument51 pagesCommonly Used Welding Process Techniques-OverviewaadmaadmNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNo ratings yet
- GMAWDocument53 pagesGMAWarvidkumar87060No ratings yet
- Metal Inert Gas WeldingDocument4 pagesMetal Inert Gas WeldingINfo WTCSNo ratings yet
- M08 - Gmaw & FcawDocument30 pagesM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்No ratings yet
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Assignment 1 WeldingDocument11 pagesAssignment 1 WeldingLee Eyyh DeeNo ratings yet
- Gas Metal Arc Welding: by L D PoyyaraDocument53 pagesGas Metal Arc Welding: by L D PoyyararajeshNo ratings yet
- Gmaw Thumb RuleDocument68 pagesGmaw Thumb Rule0502raviNo ratings yet
- Submerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingDocument42 pagesSubmerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingRaj singhNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- SAW ProcessDocument38 pagesSAW ProcessHary adiNo ratings yet
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- 10 Introduction To Welding ProcessesDocument13 pages10 Introduction To Welding ProcessesKARTHICKNo ratings yet
- Arc WeldingDocument29 pagesArc WeldinguditNo ratings yet
- Consumables For MIG MAG & FCAWDocument46 pagesConsumables For MIG MAG & FCAWaravindanNo ratings yet
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocument52 pagesWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNo ratings yet
- 77 (Migmag) - Metal TransferDocument1 page77 (Migmag) - Metal Transferjose alberto gamiñoNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- GMAWDocument53 pagesGMAWJithuJohn100% (1)
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- Welding Processes - Arc: Solid Wire MIG WeldingDocument4 pagesWelding Processes - Arc: Solid Wire MIG WeldingMehmet SoysalNo ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- Fumos Gases SoldaDocument28 pagesFumos Gases SoldaSavio MarquesNo ratings yet
- WINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFDocument25 pagesWINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFAbinash PurushothamanNo ratings yet
- Gas Metal Arc and Flux Cored Arc Welding ProcessesDocument70 pagesGas Metal Arc and Flux Cored Arc Welding ProcessesSibaram DasNo ratings yet
- RM01 TIG-WeldingDocument39 pagesRM01 TIG-WeldingAnonymous cgcKzFtXNo ratings yet
- 5 - GmawDocument39 pages5 - Gmawmohamed.hassan031No ratings yet
- GMAWDocument7 pagesGMAWmostafaNo ratings yet
- Gmaw and Metal TransferDocument14 pagesGmaw and Metal TransferAnant AjithkumarNo ratings yet
- Mig Co2 WeldingDocument20 pagesMig Co2 WeldingAsad Bin Ala Qatari100% (1)
- Metal Transfer Modes: Short Circuit Surface TensionDocument3 pagesMetal Transfer Modes: Short Circuit Surface TensionRaman GuptaNo ratings yet
- Mode of Metal Transfer-Gas Metal Arc Wel PDFDocument5 pagesMode of Metal Transfer-Gas Metal Arc Wel PDFRamesh RNo ratings yet
- Somenath GhoshDocument52 pagesSomenath Ghoshravi00098No ratings yet
- Mig WireDocument10 pagesMig WireSathishkumar SrinivasanNo ratings yet
- Resistance Welding:: (I) Co2 - 100% (Ii) 25% Co2 +75% Argon (Iii) 2% Co2+98% ArgonDocument8 pagesResistance Welding:: (I) Co2 - 100% (Ii) 25% Co2 +75% Argon (Iii) 2% Co2+98% ArgonVasudev DevNo ratings yet
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingIhsan1991 YusoffNo ratings yet
- RM04 - 8 GTAW and Power SourcesDocument18 pagesRM04 - 8 GTAW and Power SourcesAnonymous cgcKzFtXNo ratings yet
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
- (Gmaw) Gas Metal Arc Welding (Mig - Mag)Document11 pages(Gmaw) Gas Metal Arc Welding (Mig - Mag)buttuverma18102No ratings yet
- Class 11 GMAWDocument39 pagesClass 11 GMAWSaurabh TripathiNo ratings yet
- Welding To Industry Metal Transfer Surface Tension Transfer: Prepared By: DSC Dževad Hadžihafizović (Deng) Sarajevo 2023Document12 pagesWelding To Industry Metal Transfer Surface Tension Transfer: Prepared By: DSC Dževad Hadžihafizović (Deng) Sarajevo 2023fhulyadelibasNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- PART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG WeldingDocument2 pagesPART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG Weldingravindra_jivaniNo ratings yet
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDocument50 pagesGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNo ratings yet
- Gas Metal Arc WeldingDocument16 pagesGas Metal Arc WeldingAizad IzzuddinNo ratings yet
- Part 9 Design of Connecting ElementsDocument27 pagesPart 9 Design of Connecting ElementsudomNo ratings yet
- TNT 06-2Document12 pagesTNT 06-2udomNo ratings yet
- 2302 Asnt Me Feb TFMDocument77 pages2302 Asnt Me Feb TFMudomNo ratings yet
- Aws D1.4-2018Document98 pagesAws D1.4-2018udomNo ratings yet
- TNT 06-4Document12 pagesTNT 06-4udomNo ratings yet
- 11.asme CA 360 Nbic Part3Document50 pages11.asme CA 360 Nbic Part3udomNo ratings yet
- 2.ASME Ecosystem PresentationDocument12 pages2.ASME Ecosystem PresentationudomNo ratings yet
- So When Is Section V T-150d InvokedDocument2 pagesSo When Is Section V T-150d InvokedudomNo ratings yet
- 5.AIA PresentationDocument22 pages5.AIA PresentationudomNo ratings yet
- Part 5 Design of Tension MembersDocument25 pagesPart 5 Design of Tension MembersudomNo ratings yet
- Part 2 General Design ConsiderationsDocument27 pagesPart 2 General Design ConsiderationsudomNo ratings yet
- Part 7 Design Considerations For BoltsDocument44 pagesPart 7 Design Considerations For BoltsudomNo ratings yet
- 22 Practical Visual InspectionDocument9 pages22 Practical Visual InspectionudomNo ratings yet
- E689-15 Standard Reference Radiographs For Ductile Iron Castings PDFDocument4 pagesE689-15 Standard Reference Radiographs For Ductile Iron Castings PDFudomNo ratings yet
- UntitledDocument187 pagesUntitledudomNo ratings yet
- Part 16 Specifications and CodesDocument304 pagesPart 16 Specifications and CodesudomNo ratings yet
- E703-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Nonferrous MetalsDocument5 pagesE703-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Nonferrous MetalsudomNo ratings yet
- E243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesDocument6 pagesE243-13 Standard Practice For Electromagnetic (Eddy Current) Examination of Copper and Copper-Alloy TubesudomNo ratings yet
- E494-15 Standard Practice For Measuring Ultrasonic Velocity in MaterialsDocument14 pagesE494-15 Standard Practice For Measuring Ultrasonic Velocity in MaterialsudomNo ratings yet
- Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used For RadiologyDocument15 pagesDesign, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used For RadiologyudomNo ratings yet
- E431-96 (2016) Standard Guide To Interpretation of Radiographs of Semiconductors and Related DevicesDocument7 pagesE431-96 (2016) Standard Guide To Interpretation of Radiographs of Semiconductors and Related DevicesudomNo ratings yet
- E566-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Ferrous MetalsDocument5 pagesE566-14 Standard Practice For Electromagnetic (Eddy Current) Sorting of Ferrous MetalsudomNo ratings yet
- E1002-11 Standard Practice For Leaks Using UltrasonicDocument4 pagesE1002-11 Standard Practice For Leaks Using UltrasonicudomNo ratings yet
- E192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsDocument4 pagesE192-15 Standard Reference Radiographs of Investment Steel Castings For Aerospace ApplicationsudomNo ratings yet
- E94-04 (2010) Standard Guide For Radiographic ExaminationDocument13 pagesE94-04 (2010) Standard Guide For Radiographic ExaminationudomNo ratings yet
- E125-63 (2013) Standard Reference Photographs For Magnetic Particle Indications On Ferrous CastingsDocument3 pagesE125-63 (2013) Standard Reference Photographs For Magnetic Particle Indications On Ferrous CastingsudomNo ratings yet
- E114-15 Standard Practice For Ultrasonic Pulse-Echo Straight-Beam Contact TestingDocument5 pagesE114-15 Standard Practice For Ultrasonic Pulse-Echo Straight-Beam Contact TestingudomNo ratings yet
- Design of A 1kW High Speed Axial Flux PeDocument9 pagesDesign of A 1kW High Speed Axial Flux PemanasrinuNo ratings yet
- Twido TWDLCAE40DRFDocument11 pagesTwido TWDLCAE40DRFErika BecerraNo ratings yet
- Trends in Electrical TransmissionDocument47 pagesTrends in Electrical TransmissionSumit Kumar DattaNo ratings yet
- Step MotDocument1 pageStep MotPropolis MeliaNo ratings yet
- Fan Speed Controller and Fan Fault Detector Family: FeaturesDocument2 pagesFan Speed Controller and Fan Fault Detector Family: FeaturesShrikant A. Desai100% (1)
- Typical TIG-plasma SolutionsDocument9 pagesTypical TIG-plasma SolutionstechspawNo ratings yet
- Diode Circuits: Essentials of Electrical and Electronics Engineering (EEE 1)Document10 pagesDiode Circuits: Essentials of Electrical and Electronics Engineering (EEE 1)Sarah Grace CabilteNo ratings yet
- Sps Ref PDFDocument2,400 pagesSps Ref PDFMaxogene labriceNo ratings yet
- Iri1 HDDocument12 pagesIri1 HDecplpraveenNo ratings yet
- Pi CNCCJJ230222 Pre PDFDocument2 pagesPi CNCCJJ230222 Pre PDFBitania EshetuNo ratings yet
- Data Sheet FLC 100Document2 pagesData Sheet FLC 100Ömer Vehbe100% (1)
- Lutron RMJ 5t DV B InstallationDocument8 pagesLutron RMJ 5t DV B InstallationtahlokoNo ratings yet
- Effect If Bolt Torque and Contact Resistance On Performance of ElctrolyserDocument11 pagesEffect If Bolt Torque and Contact Resistance On Performance of ElctrolyserAravind ShankarNo ratings yet
- Wiring Color CodesDocument2 pagesWiring Color CodesNoman KhanNo ratings yet
- PINOYBIX1Document5 pagesPINOYBIX1andreareyesmalinao7No ratings yet
- Energy Reductions in The Pulp-And-Paper Industry by Upgrading Conventional Pumping Systems Through The Installation of Vfds - A Case StudyDocument6 pagesEnergy Reductions in The Pulp-And-Paper Industry by Upgrading Conventional Pumping Systems Through The Installation of Vfds - A Case StudytorinomgNo ratings yet
- Application of Non-Linear Models in A Range of Challenging GaN HEMT Power Amplifier DesignsDocument34 pagesApplication of Non-Linear Models in A Range of Challenging GaN HEMT Power Amplifier DesignsChris KessellNo ratings yet
- KC PQR X52-X52-GMFC-6G-D-1-aDocument3 pagesKC PQR X52-X52-GMFC-6G-D-1-aKevin ParentNo ratings yet
- Kia e Niro English Owners ManualDocument574 pagesKia e Niro English Owners ManualdaleotarNo ratings yet
- Powrer Data Sheet20131011Document5 pagesPowrer Data Sheet20131011sondk2No ratings yet
- Basic Electrical by Jahir Sir 1Document7 pagesBasic Electrical by Jahir Sir 1Sakib ruNo ratings yet
- Modern Numerical Relay DesignDocument65 pagesModern Numerical Relay DesignNeelakandan MasilamaniNo ratings yet
- EE8451, EE6303 Linear Integrated Circuits and Applications LICA - 2 Marks With Answers 2Document47 pagesEE8451, EE6303 Linear Integrated Circuits and Applications LICA - 2 Marks With Answers 2manoj kumarNo ratings yet
- Lab 07 UpdatedDocument13 pagesLab 07 Updatedasifa rafiqNo ratings yet
- Final Year Project ReportDocument40 pagesFinal Year Project ReportNAKUL KANARNo ratings yet
- Eura Drives E800 - en Frequency InverterDocument68 pagesEura Drives E800 - en Frequency InverterLaurentiu Lapusescu0% (1)