Download as pptx, pdf, or txt
You might also like
- Lord Flies: of TheDocument49 pagesLord Flies: of TheDonald Glover100% (1)
- Bridge Inspection Sheet Form (XLS) 42Document3 pagesBridge Inspection Sheet Form (XLS) 42KiarieNo ratings yet
- 3rd Periodical Exam Science 9Document4 pages3rd Periodical Exam Science 9Sher Sherwin82% (11)
- ASME - PTC4.1 .Boiler Efficiency TestDocument29 pagesASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- 106 - Palmetto Park RD - Military Trail - SignaltimingsDocument1 page106 - Palmetto Park RD - Military Trail - SignaltimingsCivil Engineering StudentNo ratings yet
- 4160 ST 0310 - Bottom MiniDocument1 page4160 ST 0310 - Bottom MiniArif PribadiNo ratings yet
- 83-330-53 24.3.21 BeforeDocument3 pages83-330-53 24.3.21 Beforeחנניה מוסNo ratings yet
- Pdir 5PM Ad3532001 - 1a31892004b 04.06.2022Document1 pagePdir 5PM Ad3532001 - 1a31892004b 04.06.2022RohitNo ratings yet
- Columna c1 Aula InicialDocument2 pagesColumna c1 Aula InicialGonzalo VegaNo ratings yet
- Latihan Modul 5Document9 pagesLatihan Modul 5sasilawatisariNo ratings yet
- Diseño de ColumnaDocument12 pagesDiseño de ColumnaMAPAS Ingenieria & ConstruccionNo ratings yet
- S52 (OptoCounter)Document12 pagesS52 (OptoCounter)ehsafattworkNo ratings yet
- Just Do It: B6002006/B6090703 FWC Assembly BulkDocument1 pageJust Do It: B6002006/B6090703 FWC Assembly BulkSridharan VenkatNo ratings yet
- SS GT4DBDocument10 pagesSS GT4DBed salvador ap GarayNo ratings yet
- 3g Braima Sorry Post SSV ReportDocument63 pages3g Braima Sorry Post SSV ReportHakeem Mohsin SaifNo ratings yet
- 83-360-53 24.10.21 BeforeDocument3 pages83-360-53 24.10.21 Beforeחנניה מוסNo ratings yet
- JKO Yard Improvements Survey DSCDocument3 pagesJKO Yard Improvements Survey DSCraju aketiNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.1.0 License # 1FQDT7JK6TR3GARDocument1 pageETABS 2016 Concrete Frame Design: ETABS 2016 16.1.0 License # 1FQDT7JK6TR3GARChandra SNo ratings yet
- Refrigerant Aircooler 0.3 MMSCFD (Ac-200b)Document35 pagesRefrigerant Aircooler 0.3 MMSCFD (Ac-200b)RodolfoNo ratings yet
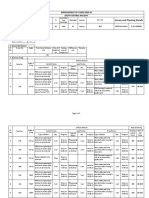
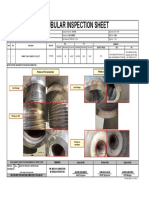
- Tubular Inspection Sheet - 2021-002 Pg.1Document1 pageTubular Inspection Sheet - 2021-002 Pg.1Aldrin HernandezNo ratings yet
- Daily Concrete Quantity 3 July 2023Document1 pageDaily Concrete Quantity 3 July 2023Indra b. HeryanaNo ratings yet
- GP1S53VJ000F: Gap: 5mm, Slit: 0.5mm Phototransistor Output, Case Package Transmissive PhotointerrupterDocument12 pagesGP1S53VJ000F: Gap: 5mm, Slit: 0.5mm Phototransistor Output, Case Package Transmissive PhotointerrupterSohail AhmedNo ratings yet
- UID 1340 - Report - 0.3Document219 pagesUID 1340 - Report - 0.3sandeepsharma707No ratings yet
- Staadpro Esaimen Full ReportDocument8 pagesStaadpro Esaimen Full ReportAidi RedzaNo ratings yet
- HDPE Pile Wheel SpacersDocument12 pagesHDPE Pile Wheel SpacersGhayas JawedNo ratings yet
- 06 R 435 Bow Rod Trail ES To ES ReportDocument4 pages06 R 435 Bow Rod Trail ES To ES ReportPrabhakaran CHNQualityNo ratings yet
- ETABS 2016 Concrete Frame Design: ACI 318-14 Column Section DesignDocument2 pagesETABS 2016 Concrete Frame Design: ACI 318-14 Column Section DesignhedayatullahNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.1.0 License # 1FQDT7JK6TR3GARDocument1 pageETABS 2016 Concrete Frame Design: ETABS 2016 16.1.0 License # 1FQDT7JK6TR3GARChandra SNo ratings yet
- Reporte Columna B2Document2 pagesReporte Columna B2Armando MonroyNo ratings yet
- Zet Town Packing Summary JIO - JBV191M2!11!03-2024 Shift-BDocument1 pageZet Town Packing Summary JIO - JBV191M2!11!03-2024 Shift-Bsumit kumarNo ratings yet
- FTR Project Brief 7.21.22Document106 pagesFTR Project Brief 7.21.22Raab HizonNo ratings yet
- Diagnostic Memory of Complete Vehicle WMAR33ZZ6DC018589Document7 pagesDiagnostic Memory of Complete Vehicle WMAR33ZZ6DC018589חנניה מוסNo ratings yet
- Pt. Langgeng Daya Agrindo Plant Departement Jobsite: BGG: 5 UnitDocument4 pagesPt. Langgeng Daya Agrindo Plant Departement Jobsite: BGG: 5 UnitHenny Komala Sari SibaraniNo ratings yet
- Curtainwall Analysis Using StaadDocument15 pagesCurtainwall Analysis Using StaadSukhbir SinghNo ratings yet
- CM FormatDocument7 pagesCM FormatAjith Kumar RNo ratings yet
- ETABS Concrete Frame Design: ETABS 19.1.0 License # 15UYEJUG56XJZDSDocument2 pagesETABS Concrete Frame Design: ETABS 19.1.0 License # 15UYEJUG56XJZDSAlvida DavialNo ratings yet
- CBH-22-172 Din 603 CB M8 X 60 WTZP 4.8Document1 pageCBH-22-172 Din 603 CB M8 X 60 WTZP 4.8qualityNo ratings yet
- Data LayoutPLFSDocument10 pagesData LayoutPLFSabu.asraf112No ratings yet
- Bearing Capacity SPTM27 1 2Document5 pagesBearing Capacity SPTM27 1 2Tarek AbulailNo ratings yet
- Weekly Alteration ReportDocument2 pagesWeekly Alteration ReportIMRAN KHANNo ratings yet
- Winfo-OMAR 217Document92 pagesWinfo-OMAR 217Ammar KhuderNo ratings yet
- Mancats-Diagnostic 83-344-53Document2 pagesMancats-Diagnostic 83-344-53חנניה מוסNo ratings yet
- Job Information: Job No Sheet No RevDocument7 pagesJob Information: Job No Sheet No RevMariappan .PNo ratings yet
- Epc Pip Cal 0001Document4 pagesEpc Pip Cal 0001mb.pipingNo ratings yet
- FlexDocument1 pageFlexqsultanNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 1S2YYBMF8K3P9D8Document2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 1S2YYBMF8K3P9D8Anthony CostaNo ratings yet
- BBS For MittalDocument1 pageBBS For MittalahamedthousifNo ratings yet
- 83-286-53 18.2.21 BeforeDocument4 pages83-286-53 18.2.21 Beforeחנניה מוסNo ratings yet
- WK 32 Geom Report - 001Document2 pagesWK 32 Geom Report - 001Midhunkumar KsNo ratings yet
- Sample Feedback-Tracking Sheet So 166 Ebs c10310694Document1 pageSample Feedback-Tracking Sheet So 166 Ebs c10310694Jitendra NathNo ratings yet
- ETABS 2015 Concrete Frame Design: ETABS 2015 15.2.2 License # 1YTPN38NXMTW9BADocument2 pagesETABS 2015 Concrete Frame Design: ETABS 2015 15.2.2 License # 1YTPN38NXMTW9BAjuanda sinagaNo ratings yet
- Daily Insp Report For SLV (Coating Concrete)Document6 pagesDaily Insp Report For SLV (Coating Concrete)Richart SembiringNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 12JG9JSQ9EDFYEZDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.2.0 License # 12JG9JSQ9EDFYEZEvelin Cespedes CubasNo ratings yet
- Precision Ws JuniorDocument4 pagesPrecision Ws JuniorMartina PendasNo ratings yet
- Bending CalculationDocument8 pagesBending CalculationsitovillaNo ratings yet
- Technical Specification PTP Ennore Part2-2024-02!19!06!07!41Document239 pagesTechnical Specification PTP Ennore Part2-2024-02!19!06!07!41trilokNo ratings yet
- P 902 CIGWELD (January 6, 2020)Document3 pagesP 902 CIGWELD (January 6, 2020)wijiestNo ratings yet
- SCB-MCH Inspection Request For Primer Paint DT 12.01.2024Document4 pagesSCB-MCH Inspection Request For Primer Paint DT 12.01.2024dada shaikNo ratings yet
- UID 1340 - Report - 0.4Document285 pagesUID 1340 - Report - 0.4sandeepsharma707No ratings yet
- DBCM 02 April 2021 Awal Shift IDocument4 pagesDBCM 02 April 2021 Awal Shift IHenny Komala Sari SibaraniNo ratings yet
- ETABS Concrete Frame Design: ETABS 18.1.0 License # 1UCMFWZWC8J32DJDocument2 pagesETABS Concrete Frame Design: ETABS 18.1.0 License # 1UCMFWZWC8J32DJRonald Espire GilNo ratings yet
- Ut SJ Putrajaya-Siemens Bearing #2Document4 pagesUt SJ Putrajaya-Siemens Bearing #2Firdaus AnuarNo ratings yet
- Hypoeutectoid Steel AISI 4150Document3 pagesHypoeutectoid Steel AISI 4150Himanshu MishraNo ratings yet
- B7A13Document5 pagesB7A13Himanshu MishraNo ratings yet
- Ohv Wheel Motor System and Part Cleanliness StandardDocument18 pagesOhv Wheel Motor System and Part Cleanliness StandardHimanshu MishraNo ratings yet
- Packing Procedure - 84C620815P1Document10 pagesPacking Procedure - 84C620815P1Himanshu MishraNo ratings yet
- Revision HistoryDocument20 pagesRevision HistoryHimanshu MishraNo ratings yet
- B4E4Document3 pagesB4E4Himanshu MishraNo ratings yet
- Packing Procedure - 41C641160P1Document5 pagesPacking Procedure - 41C641160P1Himanshu MishraNo ratings yet
- SOP MR PackagingDocument10 pagesSOP MR PackagingHimanshu MishraNo ratings yet
- Gear Grinding Technology PresentationDocument55 pagesGear Grinding Technology PresentationHimanshu MishraNo ratings yet
- BolDocument2 pagesBolHimanshu MishraNo ratings yet
- Government of in IA: The Ge P)Document5 pagesGovernment of in IA: The Ge P)Himanshu MishraNo ratings yet
- CQI and IRCA Online Exam Regulations v1 (Final)Document3 pagesCQI and IRCA Online Exam Regulations v1 (Final)Himanshu MishraNo ratings yet
- View Credit Card TransactionDocument1 pageView Credit Card TransactionHimanshu MishraNo ratings yet
- 5810Document2 pages5810Himanshu MishraNo ratings yet
- CRN7921954130Document3 pagesCRN7921954130Himanshu MishraNo ratings yet
- La Classic-Attibele, Hosur: Booking VoucherDocument1 pageLa Classic-Attibele, Hosur: Booking VoucherHimanshu MishraNo ratings yet
- Ansox Industry: XXX S.S. Jadav A4 013 8100 00 XDocument1 pageAnsox Industry: XXX S.S. Jadav A4 013 8100 00 XHimanshu MishraNo ratings yet
- CRN7153868745Document4 pagesCRN7153868745Himanshu MishraNo ratings yet
- 013 1110 00 A4 0281 2Document1 page013 1110 00 A4 0281 2Himanshu MishraNo ratings yet
- Packing Procedure - 41C642390P1Document6 pagesPacking Procedure - 41C642390P1Himanshu MishraNo ratings yet
- Torque Tightening Management - Rev 3.0Document30 pagesTorque Tightening Management - Rev 3.0Himanshu MishraNo ratings yet
- Boarding Pass (PNQ-DEL)Document1 pageBoarding Pass (PNQ-DEL)Himanshu MishraNo ratings yet
- Fa199726 20230516 075742Document42 pagesFa199726 20230516 075742Himanshu MishraNo ratings yet
- Mishra, Himanshu - Qualified Auditor - 2023-FebDocument1 pageMishra, Himanshu - Qualified Auditor - 2023-FebHimanshu MishraNo ratings yet
- HS CarrierDocument9 pagesHS CarrierHimanshu MishraNo ratings yet
- Signing Date: 18/10/2023 04:25:31 SGT Signed By: Ds CWT India PVT LTD 2Document3 pagesSigning Date: 18/10/2023 04:25:31 SGT Signed By: Ds CWT India PVT LTD 2Himanshu MishraNo ratings yet
- Designated Supplier Quality RepresentativeDocument8 pagesDesignated Supplier Quality RepresentativeHimanshu MishraNo ratings yet
- Ansox Industry Insert: XXX S.S Jadhav A4 013 7130 00 XDocument1 pageAnsox Industry Insert: XXX S.S Jadhav A4 013 7130 00 XHimanshu MishraNo ratings yet
- 09 08 2023 8,645.50 InrDocument1 page09 08 2023 8,645.50 InrHimanshu MishraNo ratings yet
- DSQR - RaltechDocument10 pagesDSQR - RaltechHimanshu MishraNo ratings yet
- Document 2Document22 pagesDocument 2diekbluesNo ratings yet
- English: Making ConnectionsDocument14 pagesEnglish: Making ConnectionsMia ManaayNo ratings yet
- MATLAB CommandsDocument3 pagesMATLAB CommandsMina MounirNo ratings yet
- Communication-Lesson 7Document36 pagesCommunication-Lesson 7maria bitarNo ratings yet
- QCVN 26 Noise Regulations 2010Document4 pagesQCVN 26 Noise Regulations 2010duy quanNo ratings yet
- PrimeProbe3+ PPS-PP3-044-2.0Document18 pagesPrimeProbe3+ PPS-PP3-044-2.0Kishan ChandrasekaraNo ratings yet
- Cap BitucoatDocument2 pagesCap BitucoatMedrar TareqNo ratings yet
- Mind The Gap - Navigating The Qty Qly Method - Vaid - DuttaDocument6 pagesMind The Gap - Navigating The Qty Qly Method - Vaid - DuttaMrityunjay AryanNo ratings yet
- AgingDocument9 pagesAgingLile SamnidzeNo ratings yet
- Unit Test II Fourier Series MCQDocument6 pagesUnit Test II Fourier Series MCQrocky bhaiNo ratings yet
- Zoology IntroductionDocument52 pagesZoology IntroductionJessieNo ratings yet
- Supra Slide 68 en FR MotultechDocument2 pagesSupra Slide 68 en FR MotultechQuy NguyenNo ratings yet
- Math 8 DLL 4th Quarter Week 11 LC 57Document5 pagesMath 8 DLL 4th Quarter Week 11 LC 57Cesar Abajo Lingolingo Jr.No ratings yet
- Minnesota Starvation ExperimentDocument2 pagesMinnesota Starvation ExperimentalkazumNo ratings yet
- beautiful English 美丽英文Document31 pagesbeautiful English 美丽英文amulan_aNo ratings yet
- Model De-Codification Sheet: Ref: FTS/GPGAPL/024/19-20/01/RAO DATE: 18 July 2019Document2 pagesModel De-Codification Sheet: Ref: FTS/GPGAPL/024/19-20/01/RAO DATE: 18 July 2019sathyanand tkNo ratings yet
- Chapter 7 Multiple ChoiceDocument6 pagesChapter 7 Multiple ChoiceAitan AzizovaNo ratings yet
- Feeder Protection System: Grid SolutionsDocument810 pagesFeeder Protection System: Grid SolutionsDavid ChancasanaNo ratings yet
- RicohDocument2 pagesRicohJuan HurtadoNo ratings yet
- Buckland Information As Thing 2Document11 pagesBuckland Information As Thing 2VJ MURALNo ratings yet
- MSC Dissertation Finance TopicsDocument6 pagesMSC Dissertation Finance TopicsWhereCanIBuyResumePaperAkron100% (1)
- Project ModelDocument19 pagesProject ModelSHRAVYA MANJUNATHNo ratings yet
- Project Final Evaluation Report ExampleDocument26 pagesProject Final Evaluation Report ExampleDaniel HikmatNo ratings yet
- Man - WikipediaDocument11 pagesMan - WikipediaChaudhary TamannaNo ratings yet
- Multiwave GO: Microwave Digestion System With DMC Directed Multimode CavityDocument8 pagesMultiwave GO: Microwave Digestion System With DMC Directed Multimode CavitySaroh TanwirNo ratings yet
- Engineering Properties of SoilDocument30 pagesEngineering Properties of SoilChung MHNo ratings yet
- Envea Qal 260 Qal1 Back Scatter Particulate Emission Monitor enDocument4 pagesEnvea Qal 260 Qal1 Back Scatter Particulate Emission Monitor enRodrigo MeirelesNo ratings yet