Download as ppt, pdf, or txt
You might also like
- PB-1 Extrusion ManualDocument51 pagesPB-1 Extrusion ManualLubomirBenicek50% (2)
- Manufacturing Technology: Unit - IDocument18 pagesManufacturing Technology: Unit - Iapi-271354682100% (1)
- Lecture 5 - Welding Mk2Document53 pagesLecture 5 - Welding Mk2ryhanwebbadasilvaNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- Laser Processing: Dr. P. KuppanDocument28 pagesLaser Processing: Dr. P. KuppanAbid YusufNo ratings yet
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- LaserCutting RTantraDocument27 pagesLaserCutting RTantraAhmad ZainiNo ratings yet
- Laser Beam MachiningDocument25 pagesLaser Beam MachiningtrimohitNo ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- LaserCutting RTantraDocument29 pagesLaserCutting RTantraYandapalli Sai ramNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Research On Surface Roughness by Laser CDocument5 pagesResearch On Surface Roughness by Laser CfatmirhusejniNo ratings yet
- Laser EngDocument2 pagesLaser EngLakshmi KanthanNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
- Conventional MachiningDocument34 pagesConventional MachiningsammyNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Laser Surface MeltingDocument26 pagesLaser Surface MeltingMAx IMp BayuNo ratings yet
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- Laser CuttingDocument19 pagesLaser Cuttingtheory of machine fgiet100% (1)
- Laser CuttingDocument13 pagesLaser CuttingSatish KumarNo ratings yet
- Lecture 20 - Laser Materials ProcessingDocument29 pagesLecture 20 - Laser Materials ProcessingGaurav GodseNo ratings yet
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Network Cable Template 16x9Document18 pagesNetwork Cable Template 16x9sridevigangisettyNo ratings yet
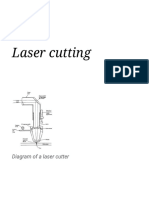
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- MCP 101 Lec - 2Document16 pagesMCP 101 Lec - 228.xie.shayanmajumdarNo ratings yet
- Laser Beam Machining (LBM)Document16 pagesLaser Beam Machining (LBM)nashk18No ratings yet
- Laser Cutting PDFDocument43 pagesLaser Cutting PDFManoj NehraNo ratings yet
- Laser CuttingDocument1 pageLaser CuttingPhani TripuramalluNo ratings yet
- Laser WeldingDocument11 pagesLaser WeldingnkalaiNo ratings yet
- Laser Beam: MachiningDocument52 pagesLaser Beam: MachiningraghurockramNo ratings yet
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- EDM KTU AMT Notes Module 4Document37 pagesEDM KTU AMT Notes Module 4Safeer MNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- R of in Fine Welding With LaserDocument52 pagesR of in Fine Welding With LaserMaher ShehabNo ratings yet
- Lecture 1 - Laser Basics & High Power Lasers - Mk3Document40 pagesLecture 1 - Laser Basics & High Power Lasers - Mk3ryhanwebbadasilvaNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Laser Systems - The Basics: Generation of A Laser BeamDocument2 pagesLaser Systems - The Basics: Generation of A Laser BeamDjordje KapetanovicNo ratings yet
- Module 4Document33 pagesModule 4Mohammed aslamNo ratings yet
- LBM - New Edited VersionDocument25 pagesLBM - New Edited VersionTasdik TasinNo ratings yet
- Laser Welding 101Document25 pagesLaser Welding 101rakeshkaushikNo ratings yet
- AAS and AFSDocument4 pagesAAS and AFSbrad.hambly.89No ratings yet
- D.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarDocument28 pagesD.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarVinith ArasuNo ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- Laser CuttingDocument2 pagesLaser CuttingPhani TripuramalluNo ratings yet
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- Spectroscopy - I Atomic Absorption Spectroscopy: Presented by Reena V. RathodDocument35 pagesSpectroscopy - I Atomic Absorption Spectroscopy: Presented by Reena V. RathodReenaNo ratings yet
- JSL-Lect 3 - Flame Emission and AAS - 26!10!21Document17 pagesJSL-Lect 3 - Flame Emission and AAS - 26!10!21Divyansh SharmaNo ratings yet
- Laser Beam Welding: Prepared By: Rugnesh PatelDocument15 pagesLaser Beam Welding: Prepared By: Rugnesh PatelVIRAL LUNAGARIYANo ratings yet
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- Materials Selection For Wear ResistanceDocument28 pagesMaterials Selection For Wear ResistanceRECEP ÇETİNKAYANo ratings yet
- Laser CuttingDocument1 pageLaser CuttingPhani TripuramalluNo ratings yet
- Laser Beam WeldingDocument17 pagesLaser Beam WeldingSwati AgarwalNo ratings yet
- LBMDocument26 pagesLBMChennuri Venugopala ChariNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Forced 4Document15 pagesForced 4Gaurav KhantwalNo ratings yet
- Grade 8 Integrated Science Notes Term 1Document43 pagesGrade 8 Integrated Science Notes Term 1Javya Jane100% (1)
- Solidification of Metals and Alloys: Types of Unit CellsDocument8 pagesSolidification of Metals and Alloys: Types of Unit CellsDashrath MahatoNo ratings yet
- Vibration Welding 2009Document11 pagesVibration Welding 2009Rodrigo ToasaNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 6,150,570: Gutmann Et Al. (45) Date of Patent: Nov. 21, 2000Document5 pagesUlllted States Patent (19) (11) Patent Number: 6,150,570: Gutmann Et Al. (45) Date of Patent: Nov. 21, 2000JosefogNo ratings yet
- ISCO Fusion ManualDocument96 pagesISCO Fusion ManualJoel CristobalNo ratings yet
- SOP On Operation and Calibration of Melting Point Apparatus - Pharmaceutical GuidelinesDocument8 pagesSOP On Operation and Calibration of Melting Point Apparatus - Pharmaceutical Guidelinesfawaz khalilNo ratings yet
- Principles Solidification: "Calculation and Applications Phase Equilibria"Document33 pagesPrinciples Solidification: "Calculation and Applications Phase Equilibria"Amit Ranjan KumarNo ratings yet
- Chilling & Freezing - PGDocument4 pagesChilling & Freezing - PGJonyBlessingNo ratings yet
- Aspects of The Physical Chemistry of Starch: R. Parker and S. G. RingDocument17 pagesAspects of The Physical Chemistry of Starch: R. Parker and S. G. RingJavier NavarreteNo ratings yet
- F4 ExperimentsDocument52 pagesF4 ExperimentsKiTTy94% (16)
- Thermodynamics 1 - LN-Topic 2 (Pure Substances)Document8 pagesThermodynamics 1 - LN-Topic 2 (Pure Substances)Mondaya, Jake Armond D.No ratings yet
- Effect of Chilling, Freezing and Thawing On Meat QualityDocument12 pagesEffect of Chilling, Freezing and Thawing On Meat Qualitybryan1817No ratings yet
- Melting Point and Cooling Curve of A Solid MaterialDocument4 pagesMelting Point and Cooling Curve of A Solid MaterialRajib BelbaseNo ratings yet
- Chapter 7 SummaryDocument3 pagesChapter 7 SummaryMichelle BabantoNo ratings yet
- 10 1016@j Rser 2016 10 021Document14 pages10 1016@j Rser 2016 10 021Amalia Febrianti RamadhaniNo ratings yet
- Assignment in Metallic Glasses PDFDocument18 pagesAssignment in Metallic Glasses PDFVivek HanchateNo ratings yet
- Polymers PDFDocument39 pagesPolymers PDFSabith MohammedNo ratings yet
- Stir Casting MethodDocument5 pagesStir Casting Methodsatish448No ratings yet
- Finite Element Modeling of TIG Welding For 316L Stainless Steel Plate Using SysweldDocument8 pagesFinite Element Modeling of TIG Welding For 316L Stainless Steel Plate Using Sysweldesmaeel ghafariNo ratings yet
- CHP No 4Document58 pagesCHP No 4asad saleemNo ratings yet
- CALORIMETRYDocument31 pagesCALORIMETRYRomin PhyRoyNo ratings yet
- Manuel Utilisateur FP83HT ENGDocument17 pagesManuel Utilisateur FP83HT ENGAlain NgaheNo ratings yet
- Applications and Processing of PolymersDocument15 pagesApplications and Processing of PolymersRaymart Racoma MagdatoNo ratings yet
- Freezing Point of Salt Water Lab ReportDocument5 pagesFreezing Point of Salt Water Lab ReportCharley Ray TaylorNo ratings yet
- Notre Chapitrede LivreDocument213 pagesNotre Chapitrede LivreArmiee InfiniteNo ratings yet
- Composites From Rice Straw and High Density Polyethylene - Thermal and Mechanical PropertiesDocument8 pagesComposites From Rice Straw and High Density Polyethylene - Thermal and Mechanical PropertiesTI Journals PublishingNo ratings yet
- Module 6: Water: Statistical Thermodynamics: Molecules To MachinesDocument7 pagesModule 6: Water: Statistical Thermodynamics: Molecules To MachineskarinaNo ratings yet
- A.Y. 21 22 - G4 - TOS and Monthly ExamDocument7 pagesA.Y. 21 22 - G4 - TOS and Monthly ExamSher SherwinNo ratings yet