Download as ppt, pdf, or txt
You might also like
- Solidworks 2024 NewDocument171 pagesSolidworks 2024 Newsubrata0% (1)
- Worthington Manual PDFDocument71 pagesWorthington Manual PDFsubrataNo ratings yet
- Eastwood Stitch Welder ManualDocument9 pagesEastwood Stitch Welder Manualb0beiiiNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Course in CP Inspection Methods FOR Corrocean: Part I - Part IIDocument31 pagesCourse in CP Inspection Methods FOR Corrocean: Part I - Part IISaqib AliNo ratings yet
- Percent Copper in Brass - YouTube Version PDFDocument4 pagesPercent Copper in Brass - YouTube Version PDFEugene LeeNo ratings yet
- TIG Welding IntrodcutionDocument31 pagesTIG Welding IntrodcutionVikas Kumar TaankNo ratings yet
- Gtaw 03Document40 pagesGtaw 03பத்மநாபன் ஶ்ரீநிவாஸன்No ratings yet
- Tig IntroductionDocument30 pagesTig IntroductionPatelPratikNo ratings yet
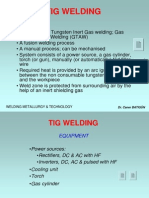
- Tungsten Inert Gas Welding (TIG)Document22 pagesTungsten Inert Gas Welding (TIG)Consultant MigasNo ratings yet
- Arc Welding: Assignment in Ce12Document5 pagesArc Welding: Assignment in Ce12Analyn NatividadNo ratings yet
- Tungsten Inert Gas Welding (TIG)Document20 pagesTungsten Inert Gas Welding (TIG)Ayat KursiNo ratings yet
- Tig Welding MinDocument31 pagesTig Welding MinStefan O. CatalinNo ratings yet
- Operating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesDocument40 pagesOperating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesTran Anh LeNo ratings yet
- WOWLibrary TIG WeldingDocument3 pagesWOWLibrary TIG Weldingisaac2408No ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- GYS Gysmi 180 Ac/dcDocument4 pagesGYS Gysmi 180 Ac/dcAnonymous iYKTkmhpZNo ratings yet
- Arc Tig 135 Welder Rev 2Document28 pagesArc Tig 135 Welder Rev 2mike jonesNo ratings yet
- 58 8027 4.bigDocument14 pages58 8027 4.bigsochart222No ratings yet
- Tig WeldingDocument12 pagesTig WeldingSridhar ChowdaryNo ratings yet
- Arc Tig131Document29 pagesArc Tig131booboostNo ratings yet
- Critical To Quality in Welding-1Document29 pagesCritical To Quality in Welding-1aadmaadmNo ratings yet
- By Ayuba IsaacDocument18 pagesBy Ayuba Isaacloganathan100% (1)
- RAZOR TIG 200 ACDC ManualDocument40 pagesRAZOR TIG 200 ACDC ManualJasonNo ratings yet
- Kobe Welding Handbook 2004Document183 pagesKobe Welding Handbook 2004Nasywafi AlyaNo ratings yet
- Kobel Co WELDING HAND BOOKDocument180 pagesKobel Co WELDING HAND BOOKans44155100% (1)
- MIG WeldingDocument10 pagesMIG WeldingAlvaro Martin RamaNo ratings yet
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- Wse 200Document22 pagesWse 200Goran Terzija75% (4)
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsDocument5 pagesBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodNo ratings yet
- Top Gun I-ARC 180Document9 pagesTop Gun I-ARC 180Tom PleysierNo ratings yet
- 05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFDocument165 pages05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFLakshmi Narayan100% (2)
- MST 188XD Manual Low ResDocument48 pagesMST 188XD Manual Low ResGreg MeyerNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- DJJ 10033-Chapter 7.3Document63 pagesDJJ 10033-Chapter 7.3pm/ mediaNo ratings yet
- Operating Manual ForDocument28 pagesOperating Manual ForlastjohnNo ratings yet
- Arc Welding ProcessesDocument153 pagesArc Welding ProcessesAsad Bin Ala Qatari100% (3)
- MIG WeldingDocument4 pagesMIG WeldingMeet BNo ratings yet
- Trouble ShootingDocument15 pagesTrouble ShootingAbd RahmanNo ratings yet
- TS200 Manual SML 1 PDFDocument32 pagesTS200 Manual SML 1 PDFTimNo ratings yet
- Aotai ARC TIG 140 - 160 - 180 - 200 Operating ManualDocument33 pagesAotai ARC TIG 140 - 160 - 180 - 200 Operating Manualmaverick kitaroNo ratings yet
- Intro TIG WeldingDocument8 pagesIntro TIG WeldingnikhilconNo ratings yet
- Weld RepireDocument91 pagesWeld RepireKapil ManloiNo ratings yet
- Basic Welding Terms - Lincoln Electric PDFDocument88 pagesBasic Welding Terms - Lincoln Electric PDFpacrabb100% (1)
- UNIT 2 MP NewDocument71 pagesUNIT 2 MP Newvrinda.bhardwaj.52No ratings yet
- Lotos CT520D ManualDocument12 pagesLotos CT520D Manualgsmith21100% (1)
- Class 12 GTAWDocument53 pagesClass 12 GTAWSaurabh TripathiNo ratings yet
- TIG-welding Gases PDFDocument2 pagesTIG-welding Gases PDFwenigmaNo ratings yet
- Migmate 135T Migmate 155T Gas/Gasless Mig Welder: Before OperationDocument39 pagesMigmate 135T Migmate 155T Gas/Gasless Mig Welder: Before OperationstuhougNo ratings yet
- Tungsten ReferenceDocument26 pagesTungsten ReferenceMichael TayactacNo ratings yet
- Welding: EE541/L - Industrial ElectronicsDocument48 pagesWelding: EE541/L - Industrial ElectronicsChristian Dave TamparongNo ratings yet
- Gad Tungsten Arc WeldingDocument7 pagesGad Tungsten Arc WeldingRizwan MrnNo ratings yet
- AM and AutomationDocument68 pagesAM and AutomationwinnieNo ratings yet
- Workshop Practice Laboratory (ES 107) : Dr. Ravinder KumarDocument34 pagesWorkshop Practice Laboratory (ES 107) : Dr. Ravinder KumarAmit MishraNo ratings yet
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaNo ratings yet
- Welding MachineDocument3 pagesWelding MachinetuanNo ratings yet
- Presentation On: Applications of and Welding in ManufacturingDocument27 pagesPresentation On: Applications of and Welding in ManufacturingHope ThemNo ratings yet
- Experiment - TIGDocument5 pagesExperiment - TIGAl Anood Al AmeriNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Dynamics of MachinesDocument100 pagesDynamics of MachinessubrataNo ratings yet
- Urea Stripper GasketsDocument1 pageUrea Stripper GasketssubrataNo ratings yet
- Bearings Failures Causes RemediesDocument90 pagesBearings Failures Causes RemediessubrataNo ratings yet
- How Internal Gas Forces Affects Compressor ReliabilityDocument6 pagesHow Internal Gas Forces Affects Compressor ReliabilitysubrataNo ratings yet
- Value of Cylinder Pressure Measurement For CompressorDocument7 pagesValue of Cylinder Pressure Measurement For CompressorsubrataNo ratings yet
- Anti-Friction Bearings FundamentalsDocument21 pagesAnti-Friction Bearings FundamentalssubrataNo ratings yet
- Best Practice Pumps V4Document11 pagesBest Practice Pumps V4subrataNo ratings yet
- K P S R S: EY Roduct Upply Eferences and NapshotsDocument44 pagesK P S R S: EY Roduct Upply Eferences and NapshotssubrataNo ratings yet
- Chiyoda Lens Ring Gaskets DimensionsDocument1 pageChiyoda Lens Ring Gaskets DimensionssubrataNo ratings yet
- A16174aa 1 B 1 PDFDocument1 pageA16174aa 1 B 1 PDFsubrataNo ratings yet
- Seminar On Non-Destructive Testing: Submitted To: Submitted byDocument25 pagesSeminar On Non-Destructive Testing: Submitted To: Submitted bysubrataNo ratings yet
- IRD811D User ManualDocument33 pagesIRD811D User ManualsubrataNo ratings yet
- Blind Flange Thickness CalculationDocument5 pagesBlind Flange Thickness CalculationsubrataNo ratings yet
- Crankcase SafetyDocument7 pagesCrankcase SafetysubrataNo ratings yet
- Material CompositionDocument1 pageMaterial CompositionsubrataNo ratings yet
- Hvac PFD CotyDocument21 pagesHvac PFD CotyNews EconomicNo ratings yet
- Case Study - Wembley Stadium: DR Andrew Bond, Geocentrix LTD DR Francesco Basile, Geomarc LTDDocument11 pagesCase Study - Wembley Stadium: DR Andrew Bond, Geocentrix LTD DR Francesco Basile, Geomarc LTDTamaNo ratings yet
- Physically Based Rendering EncyclopediaDocument19 pagesPhysically Based Rendering EncyclopediaLugh de NassadNo ratings yet
- Application of Machine Learning To Predict The Multiaxialstrain-Sensing Response of CNT-polymer CompositesDocument11 pagesApplication of Machine Learning To Predict The Multiaxialstrain-Sensing Response of CNT-polymer CompositesShah Zaib FarooqNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- JISDocument9 pagesJISpalm hillsNo ratings yet
- Air Cooled Packaged Inverter Floor Standing Type - Heat Pump 50Hz - APCVDT1512Document54 pagesAir Cooled Packaged Inverter Floor Standing Type - Heat Pump 50Hz - APCVDT1512Phanhai Kaka100% (1)
- Vlsi Part-Ii 1647682812Document17 pagesVlsi Part-Ii 1647682812Noman Ali35No ratings yet
- Curing Characteristics of Low Emission Urea-Formaldehyde Adhesive in The Presence of WoodDocument13 pagesCuring Characteristics of Low Emission Urea-Formaldehyde Adhesive in The Presence of WoodNam Phạm VănNo ratings yet
- Farmakokinetik Gemfibrozil PDFDocument54 pagesFarmakokinetik Gemfibrozil PDFfika hatibieNo ratings yet
- Mechanics For Engineers: STATICS, 13ed General PrinciplesDocument23 pagesMechanics For Engineers: STATICS, 13ed General PrinciplesAisyatul HumairaNo ratings yet
- Disposal Information For KB Internationals Polymer Systems 22032023GPDocument3 pagesDisposal Information For KB Internationals Polymer Systems 22032023GPeconpile ep525No ratings yet
- All India Integrated Test Series: JEE (Advanced) - 2022Document11 pagesAll India Integrated Test Series: JEE (Advanced) - 2022Beyond ur imaginationNo ratings yet
- Part 7-Shear DesignDocument11 pagesPart 7-Shear Designangelojonard71No ratings yet
- Commissioning of Pipe and Flare Stack PDFDocument13 pagesCommissioning of Pipe and Flare Stack PDFABRAHAM ESTRADANo ratings yet
- Burtz JDocument108 pagesBurtz JJorge ChavezNo ratings yet
- Reclaimed Asphalt Pavement (R Pavement (Rrap) Rap)Document28 pagesReclaimed Asphalt Pavement (R Pavement (Rrap) Rap)Biprajit SahaNo ratings yet
- Young EinsteinDocument9 pagesYoung EinsteinSomu ShivaNo ratings yet
- Concentration Cell PDFDocument5 pagesConcentration Cell PDFMd. Masud RanaNo ratings yet
- Hemax530AL Fluidic Diagram VVDocument1 pageHemax530AL Fluidic Diagram VVÂn ĐìnhNo ratings yet
- CT4145 CT2031 Mechanics of Structures Module Introduction Into Continuum MechanicsDocument80 pagesCT4145 CT2031 Mechanics of Structures Module Introduction Into Continuum MechanicsMarcoNo ratings yet
- Preparation and Characterization of Biodegradable Sugarcane Bagasse Nano Reinforcement For Polymer Composites Using Ball Milling OperationDocument9 pagesPreparation and Characterization of Biodegradable Sugarcane Bagasse Nano Reinforcement For Polymer Composites Using Ball Milling OperationCva RajNo ratings yet
- NE2571 Farmer DataSheet 10092018Document1 pageNE2571 Farmer DataSheet 10092018Gonzalo Suarez SanchezNo ratings yet
- Aerial Robotics Lecture 3B - 1 Time, Motion, and TrajectoriesDocument4 pagesAerial Robotics Lecture 3B - 1 Time, Motion, and TrajectoriesIain McCullochNo ratings yet
- CHAPTER 9 - FluidsDocument26 pagesCHAPTER 9 - FluidsJanine Jade SetiasNo ratings yet
- Comparison Cast Steel and Cast IronDocument8 pagesComparison Cast Steel and Cast IronTatan FirmansyahNo ratings yet
- 35 DEP NikolovskiDocument6 pages35 DEP NikolovskiSeif17No ratings yet
- Chapter 1 Thermochemistry - HaaHv2 PDFDocument68 pagesChapter 1 Thermochemistry - HaaHv2 PDFwan nor anira wan hassanNo ratings yet