Download as pptx, pdf, or txt
You might also like
- 05 物料检测程序设计(手动) - 0V1 - 英语译文Document8 pages05 物料检测程序设计(手动) - 0V1 - 英语译文Rivhan NugrohoNo ratings yet
- Design of The Control System For Plate Cutting Machine: Wang Yao, Lun Fengyan, Xu Miao, Bai YanDocument4 pagesDesign of The Control System For Plate Cutting Machine: Wang Yao, Lun Fengyan, Xu Miao, Bai YanChodhry AhtishamNo ratings yet
- Defining Counter Modes and InputsDocument1 pageDefining Counter Modes and InputsBaoLCNo ratings yet
- Info AutoDocument25 pagesInfo AutoFernando BotelloNo ratings yet
- Bai Tap 1-12Document16 pagesBai Tap 1-12hoiphiho2No ratings yet
- Format Laporan Praktikum PLCDocument4 pagesFormat Laporan Praktikum PLCDevis anugraNo ratings yet
- Id I/oDocument4 pagesId I/oAcep NurjamanNo ratings yet
- Grafcet PDFDocument3 pagesGrafcet PDFJuan Sebastián GómezNo ratings yet
- Sce 020 100 Process Description Sorting Station Intro r1709 enDocument10 pagesSce 020 100 Process Description Sorting Station Intro r1709 enJoachimNo ratings yet
- Module Sorting Machine AnalysisDocument4 pagesModule Sorting Machine AnalysisHalem Hafidz KadirNo ratings yet
- SMF (Sistem Manufaktur Fleksibel) Identifikasi:: InputDocument3 pagesSMF (Sistem Manufaktur Fleksibel) Identifikasi:: Inputanon_534719884No ratings yet
- 66kV11kV. TransformerDocument2 pages66kV11kV. TransformerMahmod Mohamed100% (1)
- Sce 020 100 Process Description Sorting Station Intro r1709 enDocument10 pagesSce 020 100 Process Description Sorting Station Intro r1709 enAwais HassanNo ratings yet
- Elevator Control SystemDocument11 pagesElevator Control SystemSaleem AshrafNo ratings yet
- Location: Station - 07 / 3 Feeder Name 2. Name Plate DetailsDocument2 pagesLocation: Station - 07 / 3 Feeder Name 2. Name Plate DetailsSubramaniam NPNo ratings yet
- PLC BornesDocument1 pagePLC BornesCRISTIAN CHILIQUINGANo ratings yet
- Binary Operations: Simatic S7Document22 pagesBinary Operations: Simatic S7mhaioocNo ratings yet
- Easy Method For Testing Transformer Differential Relays: September 2009Document15 pagesEasy Method For Testing Transformer Differential Relays: September 2009sykimk8921No ratings yet
- Timers On DelayDocument5 pagesTimers On DelayOJ ACNo ratings yet
- PLC Modul 1 Clamping MachineDocument4 pagesPLC Modul 1 Clamping MachineHalem Hafidz KadirNo ratings yet
- Station - 05 / 6.6 KV MCC PanelDocument3 pagesStation - 05 / 6.6 KV MCC PanelSubramaniam NPNo ratings yet
- Figures Trichoderma Fungi VolatilesDocument8 pagesFigures Trichoderma Fungi VolatilesSander BroersNo ratings yet
- Capacitance Balance For EveryoneDocument2 pagesCapacitance Balance For EveryoneMuhammad AliNo ratings yet
- Problem Brake DownDocument9 pagesProblem Brake DownSudeesha Wenura BandaraNo ratings yet
- 107b.t60 Ge MultilinDocument33 pages107b.t60 Ge MultilinAbdul KhaliqNo ratings yet
- Trafo Diff Testing CIGRERussia 2009Document15 pagesTrafo Diff Testing CIGRERussia 2009anm bNo ratings yet
- PC400TDocument4 pagesPC400TTurkogluNo ratings yet
- Icp N70Document6 pagesIcp N70saul camposNo ratings yet
- SA2008-000355 en Universal Testing Method For Power Transformer DifferentiaDocument15 pagesSA2008-000355 en Universal Testing Method For Power Transformer DifferentiaRatheesh KumarNo ratings yet
- No. Kode Proses Uraian Proses Int Ext Bobot Proses (%) Satuan Pekerja An (Lot) Jumlah KomponenDocument5 pagesNo. Kode Proses Uraian Proses Int Ext Bobot Proses (%) Satuan Pekerja An (Lot) Jumlah KomponenAhmad HaidzirNo ratings yet
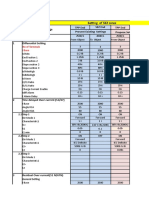
- SEZ Line Setting Rev - 2 FinalDocument9 pagesSEZ Line Setting Rev - 2 FinalSuresh Chandra PadhyNo ratings yet
- Test 3 Skee1223 20142015-2 SolutionsDocument4 pagesTest 3 Skee1223 20142015-2 SolutionsMr KNo ratings yet
- ScP045 Scales ToolboxDocument2 pagesScP045 Scales ToolboxORBeducationNo ratings yet
- 3.1.1 Metode Bowditch Kring 1 Kesalahan Garis BidikDocument10 pages3.1.1 Metode Bowditch Kring 1 Kesalahan Garis BidikcrescenawanNo ratings yet
- Binary & Logic OperationDocument16 pagesBinary & Logic OperationEssamNo ratings yet
- Digital Communication Systems by Simon Haykin-114Document6 pagesDigital Communication Systems by Simon Haykin-114matildaNo ratings yet
- 7 Binary OperationsDocument23 pages7 Binary Operationshaftu gideyNo ratings yet
- IPE DesignDocument1 pageIPE DesignAmmar HattabNo ratings yet
- Comparison Capacitance Balance For EveryoneDocument2 pagesComparison Capacitance Balance For EveryoneMuhammad AliNo ratings yet
- ComparisonDocument2 pagesComparisonMuhammad AliNo ratings yet
- s71200 - Basic - Counters - CTUDocument4 pagess71200 - Basic - Counters - CTUboyievmuhriddin5No ratings yet
- Micro1 07E Bin OperatDocument23 pagesMicro1 07E Bin OperatMiguelGonzalezNo ratings yet
- Dok 2Document14 pagesDok 21C23 MUHAMMAD NAUFAL MAHARDIKANo ratings yet
- Figure - Beta Eps Converted ToDocument1 pageFigure - Beta Eps Converted ToAsma JmaeiNo ratings yet
- Cylinder Liner Maintenance: So - Ge.Vi. SRL Safety Management System C-7-21Document2 pagesCylinder Liner Maintenance: So - Ge.Vi. SRL Safety Management System C-7-21Filip NikolevskiNo ratings yet
- Figure - Normal - Mixture Eps Converted ToDocument1 pageFigure - Normal - Mixture Eps Converted ToAsma JmaeiNo ratings yet
- David PLC Module ActivityDocument22 pagesDavid PLC Module ActivityRessie FelicesNo ratings yet
- Felices PLC Module ActivityDocument22 pagesFelices PLC Module ActivityRessie FelicesNo ratings yet
- Zone 3 & Soil SD Input Zone 3 & Soil SD Input: Ca T 1.3 DBE MCEDocument3 pagesZone 3 & Soil SD Input Zone 3 & Soil SD Input: Ca T 1.3 DBE MCEEngr Ghulam MustafaNo ratings yet
- Ed sq2 3ph 200 60 s2 15 enDocument2 pagesEd sq2 3ph 200 60 s2 15 ensáng nguyễnNo ratings yet
- End Teste-1Document1 pageEnd Teste-1Adilson Domingos NetoNo ratings yet
- LKUV 2 Air Relief Valve PDDocument3 pagesLKUV 2 Air Relief Valve PDtestNo ratings yet
- SCB Neutral Current Variation For Increase in Faulty ElementsDocument2 pagesSCB Neutral Current Variation For Increase in Faulty ElementsMuhammad AliNo ratings yet
- TIA PRO1 06 Binary Operations 2 enDocument19 pagesTIA PRO1 06 Binary Operations 2 endikiNo ratings yet
- Module Sorting Machine AnalysisDocument4 pagesModule Sorting Machine AnalysisHalem Hafidz KadirNo ratings yet
- SERV1 09e BinaryOpDocument21 pagesSERV1 09e BinaryOpNeagoe CristianNo ratings yet
- Method Statement For Cable PullingDocument3 pagesMethod Statement For Cable Pullingahmedshah512No ratings yet
- Clearing Time TCCDocument1 pageClearing Time TCCEdu Daryl MacerenNo ratings yet
- OT1600KLUU3BZ Encl. Switch DisconnectorDocument3 pagesOT1600KLUU3BZ Encl. Switch DisconnectorMohamed AlhadidyNo ratings yet
- SECTION 16060 Grounding and Bonding Rev 0Document22 pagesSECTION 16060 Grounding and Bonding Rev 0Ahmed HashimNo ratings yet
- Seiko Tool GuideDocument19 pagesSeiko Tool Guidedilbert618No ratings yet
- 35 Top - Emer - Lixin 29-03-2023Document2 pages35 Top - Emer - Lixin 29-03-2023Wissem AmaraNo ratings yet
- Condor Scissors Lift v2033xl SN 97051 Parts BookDocument10 pagesCondor Scissors Lift v2033xl SN 97051 Parts Bookrosa100% (39)
- Canning Plant Power Consumption EstimateDocument1 pageCanning Plant Power Consumption EstimateDibby Mae BrillasNo ratings yet
- ASE Passive AntennaDocument5 pagesASE Passive AntennaAlphard DarmawanNo ratings yet
- Veeder Root Serial Comunications Guide 577013-528Document14 pagesVeeder Root Serial Comunications Guide 577013-528neilarmstrongduque4632100% (1)
- 96 - PDFsam - REHS2892-08 Electrical A&I Guide For Frac Xmissions TH48-E70, TH55-E70 & TH55-E90Document1 page96 - PDFsam - REHS2892-08 Electrical A&I Guide For Frac Xmissions TH48-E70, TH55-E70 & TH55-E90tvwrightNo ratings yet
- Printshoppe Price ListDocument2 pagesPrintshoppe Price ListArmin HaiqalNo ratings yet
- Braun CareStyle5 Ironing System IS5022 Instruction Manual PDF INTDocument95 pagesBraun CareStyle5 Ironing System IS5022 Instruction Manual PDF INTApostolos MantziosNo ratings yet
- +GF+ PE FittingsDocument72 pages+GF+ PE Fittings1299350% (1)
- Fujitsu P1610 Pen CatchDocument6 pagesFujitsu P1610 Pen CatchsanjeevdsNo ratings yet
- Noris: StrainerDocument1 pageNoris: StrainerDanielNo ratings yet
- In-Process FormatDocument5 pagesIn-Process Formatsantosh kumarNo ratings yet
- Class AssignmentDocument5 pagesClass Assignmentalisa naziraNo ratings yet
- Office Objects Vocabulary Esl Crossword Puzzle Worksheets For KidsDocument4 pagesOffice Objects Vocabulary Esl Crossword Puzzle Worksheets For KidsMarienNo ratings yet
- T5 Worksheet 5 Secondary Storage AnswersDocument4 pagesT5 Worksheet 5 Secondary Storage AnswerspikiblankyNo ratings yet
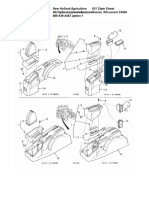
- Gearshift Selector, 12 X 12 & 16 X 16 TransmissionDocument4 pagesGearshift Selector, 12 X 12 & 16 X 16 TransmissionrafaNo ratings yet
- Technical Data Sheet imageRUNNER ADVANCE C50xxDocument2 pagesTechnical Data Sheet imageRUNNER ADVANCE C50xxsparky653No ratings yet
- Hand and Power Tool SafetyDocument25 pagesHand and Power Tool Safetykittu2207No ratings yet
- Feeder Details & GTP AETLDocument14 pagesFeeder Details & GTP AETLViswa BhuvanNo ratings yet
- Pasteurizer Recorder and Recorder Controller: C1950 (STLR & HTST)Document8 pagesPasteurizer Recorder and Recorder Controller: C1950 (STLR & HTST)Mer ryNo ratings yet
- Acc Manual NemDocument2 pagesAcc Manual NemLorenzoNo ratings yet
- Owners Manual - Top Load - MFL68486526Document36 pagesOwners Manual - Top Load - MFL68486526pg382No ratings yet
- Motor List and MarginDocument20 pagesMotor List and Marginhmaza shakeelNo ratings yet
- Components of ABS: Wheel Speed SensorDocument2 pagesComponents of ABS: Wheel Speed Sensorizhar aliNo ratings yet
- 05 BuyLog2013 SurgeProtectDeviceDocument22 pages05 BuyLog2013 SurgeProtectDeviceHarshitShuklaNo ratings yet