
TXL 740
TXL 740
You might also like
- Shear TestingDocument41 pagesShear Testingnswain76No ratings yet
- Thermal Degradation Behavior of Polyvinyl Alcohol/Starch/Carboxymethyl Cellulose/ Clay NanocompositesDocument9 pagesThermal Degradation Behavior of Polyvinyl Alcohol/Starch/Carboxymethyl Cellulose/ Clay NanocompositesfraancriisNo ratings yet
- J Applied Poly Sci 2009 113 1720Document13 pagesJ Applied Poly Sci 2009 113 1720ElisangelaCordeiroNo ratings yet
- Destabilization Mechanism of Polyethylene-Modified Bitumen: A. Pe Rez-Lepe, F. J. Martı Nez-Boza, P. Attane, C. GallegosDocument8 pagesDestabilization Mechanism of Polyethylene-Modified Bitumen: A. Pe Rez-Lepe, F. J. Martı Nez-Boza, P. Attane, C. GallegosShovon HalderNo ratings yet
- Semi-Batch EmulsionDocument10 pagesSemi-Batch Emulsionprabhat singhNo ratings yet
- Ageing of Polylactide and Polylactide Nanocomposite Filaments 2008Document7 pagesAgeing of Polylactide and Polylactide Nanocomposite Filaments 2008TOUFIKNo ratings yet
- Bituminous Polyurethane Foams For Building Applications Influence of Bitumen HardnessDocument8 pagesBituminous Polyurethane Foams For Building Applications Influence of Bitumen HardnessNatalia KovalovaNo ratings yet
- Thermal Behavior of Chitosannatural RubberDocument6 pagesThermal Behavior of Chitosannatural RubberTrần QuangNo ratings yet
- Principle Polymer ChemistryDocument2 pagesPrinciple Polymer ChemistryNam VuNo ratings yet
- Polybenzoxazine-Montmorillonite Hybrid Nanocomposites: Synthesis and CharacterizationDocument8 pagesPolybenzoxazine-Montmorillonite Hybrid Nanocomposites: Synthesis and CharacterizationElangovan NatarajanNo ratings yet
- Thermal BondingDocument24 pagesThermal BondingShashi sssNo ratings yet
- Nano CompositesDocument4 pagesNano CompositesSamuel ANo ratings yet
- Mixing and Compaction Temperatures of Asphalt Mixtures With Modified BitumenDocument12 pagesMixing and Compaction Temperatures of Asphalt Mixtures With Modified BitumenArcelio Vargas Del VastoNo ratings yet
- Influence of four different types of organophilic clay on the morphology and thermal properties of polystyrene_clay nanocomposites prepared by using the γ-ray irradiation technique (European Polymer Journal, vol. 3Document6 pagesInfluence of four different types of organophilic clay on the morphology and thermal properties of polystyrene_clay nanocomposites prepared by using the γ-ray irradiation technique (European Polymer Journal, vol. 3Nadir KhanNo ratings yet
- Torrified Pellette Manufaturing June 23Document22 pagesTorrified Pellette Manufaturing June 23koustuv mitra100% (1)
- Melt Rheological BehaviorDocument9 pagesMelt Rheological BehaviorUmer FarooqNo ratings yet
- Materials: Novel Bicomponent Functional Fibers With Sheath Flame-Retardants For Textile ApplicationsDocument19 pagesMaterials: Novel Bicomponent Functional Fibers With Sheath Flame-Retardants For Textile ApplicationsZaheer AhmadNo ratings yet
- Melting BehaviorDocument10 pagesMelting BehaviorWahzu Tri HandoyoNo ratings yet
- Polypropylene (PP)Document8 pagesPolypropylene (PP)julioNo ratings yet
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocument13 pagesBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNo ratings yet
- Properties and Morphology of Polypropylene/Big Bags CompoundsDocument8 pagesProperties and Morphology of Polypropylene/Big Bags CompoundsKaori OubaNo ratings yet
- Polystyrene: Commercial Preparation of StyreneDocument11 pagesPolystyrene: Commercial Preparation of StyreneSdkmega HhNo ratings yet
- Cristallinité PBATDocument9 pagesCristallinité PBATverwan35999No ratings yet
- Study On Pu SoleDocument4 pagesStudy On Pu Solesusan mishraNo ratings yet
- 1 s2.0 S0950061820312319 MainDocument10 pages1 s2.0 S0950061820312319 MainElango SureshNo ratings yet
- PMMA NanoDocument6 pagesPMMA NanoNurul Fajar SantosaNo ratings yet
- 48 - 2 - New York - 10-03 - 0729Document2 pages48 - 2 - New York - 10-03 - 0729Ahmad SubiyantoNo ratings yet
- Wind Turbine BladesDocument6 pagesWind Turbine BladesSudhanwa KulkarniNo ratings yet
- INTRODUCTIONDocument2 pagesINTRODUCTIONmoonlightgraphicshop24No ratings yet
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationDocument10 pagesTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicNo ratings yet
- Meltblown Fabrics From Biodegradable Polymers: Original PaperDocument7 pagesMeltblown Fabrics From Biodegradable Polymers: Original PaperalbertoNo ratings yet
- Novel Organic Modification of Clay Particles For Nanocomposite FormationDocument13 pagesNovel Organic Modification of Clay Particles For Nanocomposite FormationEr Nayan KonwarNo ratings yet
- 106-Nguyen Vu Giang Đã Sửa Theo Phản Biện 1Document6 pages106-Nguyen Vu Giang Đã Sửa Theo Phản Biện 1Huynh Mai DucNo ratings yet
- SOP - Biomass Cofiring Final - PFDocument14 pagesSOP - Biomass Cofiring Final - PFAmit MishraNo ratings yet
- Chapter-2 Literature Review Polyethyleneterephthalate (PET)Document27 pagesChapter-2 Literature Review Polyethyleneterephthalate (PET)Abdullah AlkalaliNo ratings yet
- Polymer Degradation and Stability: Ampornphan Siriviriyanun, Edgar A. O'Rear, Nantaya YanumetDocument8 pagesPolymer Degradation and Stability: Ampornphan Siriviriyanun, Edgar A. O'Rear, Nantaya YanumetYa siriviriyanunNo ratings yet
- Diels-Alder ReactionDocument25 pagesDiels-Alder ReactionEsteban ArayaNo ratings yet
- Flame Retardant Polypropylene Through The Joint Action of Sepiolite and Polyamide 6 PDFDocument9 pagesFlame Retardant Polypropylene Through The Joint Action of Sepiolite and Polyamide 6 PDFSyahimi SaziniNo ratings yet
- Polymer Modified Bitumen: Materials Research Innovations March 2012Document7 pagesPolymer Modified Bitumen: Materials Research Innovations March 2012MD. NASIF HOSSAIN IMONNo ratings yet
- A Novel Process For Production of Spherical PBT Powders and Their Processing Behavior During Laser Beam MeltingDocument6 pagesA Novel Process For Production of Spherical PBT Powders and Their Processing Behavior During Laser Beam MeltingBOMMENA SHIVAPRASADNo ratings yet
- Acs Starch Fiber CompositesDocument28 pagesAcs Starch Fiber CompositesPedro Javier Rodriguez leonNo ratings yet
- National Mission On Use of Biomass in Thermal Power PlantsDocument12 pagesNational Mission On Use of Biomass in Thermal Power PlantsPMG Bhuswal ProjectNo ratings yet
- Carrera 2009Document10 pagesCarrera 2009Kaan CaktiNo ratings yet
- MISE en OEUVRE Composites Thermoplastiques 2023 COURS 1 2 3Document45 pagesMISE en OEUVRE Composites Thermoplastiques 2023 COURS 1 2 3El gharbaoui AnasNo ratings yet
- BitumenDocument9 pagesBitumenvloneorwhatNo ratings yet
- Gopakumar 2002Document9 pagesGopakumar 2002mihaela_myky14No ratings yet
- Ic 1Document6 pagesIc 1sommaskNo ratings yet
- Possibilities of Utilization of Energy Briquettes: Gabriel BorowskiDocument4 pagesPossibilities of Utilization of Energy Briquettes: Gabriel Borowskisugandaraj522No ratings yet
- The Morphology of SBS Modified Bitumen in Binders and in Asphalt MixDocument10 pagesThe Morphology of SBS Modified Bitumen in Binders and in Asphalt Mixابا معاويةNo ratings yet
- Aramid Pulp Reinforced Hydrogenated Nitrile Butadiene Rubber Composites With Ionic Liquid CompatibilizersDocument7 pagesAramid Pulp Reinforced Hydrogenated Nitrile Butadiene Rubber Composites With Ionic Liquid CompatibilizersVinicius DemetrioNo ratings yet
- X17 - Effect of Organo-Modified Clay On Accelerated Aging Resistance of HydrogenatedDocument8 pagesX17 - Effect of Organo-Modified Clay On Accelerated Aging Resistance of HydrogenatedChanin NgudsuntearNo ratings yet
- Narayanan 2018Document11 pagesNarayanan 2018Ashish YaduvanshiNo ratings yet
- Biofuel Types: Fuel Produced Directly or Indirectly From Biomass or From Their Processing and Conversion DerivativesDocument24 pagesBiofuel Types: Fuel Produced Directly or Indirectly From Biomass or From Their Processing and Conversion DerivativesYASHSWINI KABRANo ratings yet
- Construction and Building MaterialsDocument6 pagesConstruction and Building MaterialsMarden Rengifo RuizNo ratings yet
- Polyolefin-Based Nanocomposite: The Effects of Processing AidspDocument27 pagesPolyolefin-Based Nanocomposite: The Effects of Processing AidspKelly SantosNo ratings yet
- Biomass Torrefaction and Co-FiringDocument9 pagesBiomass Torrefaction and Co-FiringAmd MamdNo ratings yet
- 1 s2.0 S0016236120322596 MainDocument10 pages1 s2.0 S0016236120322596 MainantjobNo ratings yet
- Turning Plastic Waste Into OilDocument10 pagesTurning Plastic Waste Into OilSanjana SharmaNo ratings yet
- J Polymertesting 2008 09 006 PDFDocument8 pagesJ Polymertesting 2008 09 006 PDFShovon HalderNo ratings yet
- Melc No. 3: Explain How Ions Are Formed (S9Mt-Iie-F-16) : Alkaline Earth Metals Non-Metals ActinidesDocument11 pagesMelc No. 3: Explain How Ions Are Formed (S9Mt-Iie-F-16) : Alkaline Earth Metals Non-Metals ActinidesAira RamirezNo ratings yet
- Phosphoric Acid Vs Phosphonic AcidDocument39 pagesPhosphoric Acid Vs Phosphonic AcidPunjaji50% (2)
- Heating Effect - Notes - FinalDocument8 pagesHeating Effect - Notes - FinalAyush ThayyilNo ratings yet
- Introduction To Soil Science Laboratory Manual (Schwyter and Vaughan)Document145 pagesIntroduction To Soil Science Laboratory Manual (Schwyter and Vaughan)Dominic ImperialeNo ratings yet
- ParenteralsDocument75 pagesParenteralsprathmeshh bradarrNo ratings yet
- EDI PresentationDocument26 pagesEDI PresentationAbsar AhmedNo ratings yet
- Unit 1 Manual 2019Document18 pagesUnit 1 Manual 2019JozelleNo ratings yet
- Environmental Monitoring ProgramDocument6 pagesEnvironmental Monitoring ProgramMohammed ZubairNo ratings yet
- 9CH0 03 Que 20201020Document32 pages9CH0 03 Que 20201020Jovian AlvinoNo ratings yet
- NSCI6103 - Course Project.Document9 pagesNSCI6103 - Course Project.Devon JayNo ratings yet
- ALKUNADocument20 pagesALKUNAWikan Pambudi NurosoNo ratings yet
- AcridineDocument7 pagesAcridineDr. Sulochana BhalekarNo ratings yet
- Organische Molekularchemie: Molecular Orbitals & Organic Chemical ReactionsDocument38 pagesOrganische Molekularchemie: Molecular Orbitals & Organic Chemical ReactionsasssNo ratings yet
- ISO 9001 - Daesan - General - EN - 201201Document1 pageISO 9001 - Daesan - General - EN - 201201QcNo ratings yet
- ChemDocument31 pagesChemslim_101No ratings yet
- 10.1007@978 3 030 14918 5Document789 pages10.1007@978 3 030 14918 5Сергей ГубскийNo ratings yet
- Typical Properties: Mil Marketing International Ltda. - Representante en Chile de Jyoti Ceramic Industries LTDDocument1 pageTypical Properties: Mil Marketing International Ltda. - Representante en Chile de Jyoti Ceramic Industries LTDFelipe Reyes GallardoNo ratings yet
- Procedures in Chemical AnalysisDocument1 pageProcedures in Chemical AnalysisMary Louwelyn GurreaNo ratings yet
- Chemical NomenclatureDocument4 pagesChemical NomenclatureMikeala ReformadoNo ratings yet
- Modulation of The Band Gap of Graphene Oxide-The Role of AA-stackingDocument8 pagesModulation of The Band Gap of Graphene Oxide-The Role of AA-stackingcbs78No ratings yet
- q1l3 - 2nd Sem Physical ScienceDocument12 pagesq1l3 - 2nd Sem Physical ScienceBilly Jasper DomingoNo ratings yet
- Chem 252 Pasco 2Document5 pagesChem 252 Pasco 2Ephriam AnangNo ratings yet
- Topics: Introduction of Printing: Tariqul Islam Wet Processing-II (WPE-343) Lecturer (TECN)Document3 pagesTopics: Introduction of Printing: Tariqul Islam Wet Processing-II (WPE-343) Lecturer (TECN)ইমরানুল শহীদ আলভীNo ratings yet
- Alkali Activated Slag Foams The Effect of The Alkali Reaction On Foam CharacteristicsDocument10 pagesAlkali Activated Slag Foams The Effect of The Alkali Reaction On Foam CharacteristicsGustavo SoaresNo ratings yet
- Lecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocument38 pagesLecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNo ratings yet
- Applications of Neutralization TitrationsDocument22 pagesApplications of Neutralization TitrationsNora BuanNo ratings yet
- Natural Gas Sweetening 2Document16 pagesNatural Gas Sweetening 2MALIK ZARYABBABARNo ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
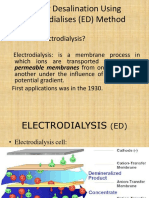
- Water Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?Document18 pagesWater Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?ibrahimawad06No ratings yet
- Hydrogen Production by Ammonia Decomposition Over Ruthenium Supported On SiC CatalystDocument10 pagesHydrogen Production by Ammonia Decomposition Over Ruthenium Supported On SiC CatalystMónica MejíaNo ratings yet
























































































Download as pptx, pdf, or txt
You might also like
- Shear TestingDocument41 pagesShear Testingnswain76No ratings yet
- Thermal Degradation Behavior of Polyvinyl Alcohol/Starch/Carboxymethyl Cellulose/ Clay NanocompositesDocument9 pagesThermal Degradation Behavior of Polyvinyl Alcohol/Starch/Carboxymethyl Cellulose/ Clay NanocompositesfraancriisNo ratings yet
- J Applied Poly Sci 2009 113 1720Document13 pagesJ Applied Poly Sci 2009 113 1720ElisangelaCordeiroNo ratings yet
- Destabilization Mechanism of Polyethylene-Modified Bitumen: A. Pe Rez-Lepe, F. J. Martı Nez-Boza, P. Attane, C. GallegosDocument8 pagesDestabilization Mechanism of Polyethylene-Modified Bitumen: A. Pe Rez-Lepe, F. J. Martı Nez-Boza, P. Attane, C. GallegosShovon HalderNo ratings yet
- Semi-Batch EmulsionDocument10 pagesSemi-Batch Emulsionprabhat singhNo ratings yet
- Ageing of Polylactide and Polylactide Nanocomposite Filaments 2008Document7 pagesAgeing of Polylactide and Polylactide Nanocomposite Filaments 2008TOUFIKNo ratings yet
- Bituminous Polyurethane Foams For Building Applications Influence of Bitumen HardnessDocument8 pagesBituminous Polyurethane Foams For Building Applications Influence of Bitumen HardnessNatalia KovalovaNo ratings yet
- Thermal Behavior of Chitosannatural RubberDocument6 pagesThermal Behavior of Chitosannatural RubberTrần QuangNo ratings yet
- Principle Polymer ChemistryDocument2 pagesPrinciple Polymer ChemistryNam VuNo ratings yet
- Polybenzoxazine-Montmorillonite Hybrid Nanocomposites: Synthesis and CharacterizationDocument8 pagesPolybenzoxazine-Montmorillonite Hybrid Nanocomposites: Synthesis and CharacterizationElangovan NatarajanNo ratings yet
- Thermal BondingDocument24 pagesThermal BondingShashi sssNo ratings yet
- Nano CompositesDocument4 pagesNano CompositesSamuel ANo ratings yet
- Mixing and Compaction Temperatures of Asphalt Mixtures With Modified BitumenDocument12 pagesMixing and Compaction Temperatures of Asphalt Mixtures With Modified BitumenArcelio Vargas Del VastoNo ratings yet
- Influence of four different types of organophilic clay on the morphology and thermal properties of polystyrene_clay nanocomposites prepared by using the γ-ray irradiation technique (European Polymer Journal, vol. 3Document6 pagesInfluence of four different types of organophilic clay on the morphology and thermal properties of polystyrene_clay nanocomposites prepared by using the γ-ray irradiation technique (European Polymer Journal, vol. 3Nadir KhanNo ratings yet
- Torrified Pellette Manufaturing June 23Document22 pagesTorrified Pellette Manufaturing June 23koustuv mitra100% (1)
- Melt Rheological BehaviorDocument9 pagesMelt Rheological BehaviorUmer FarooqNo ratings yet
- Materials: Novel Bicomponent Functional Fibers With Sheath Flame-Retardants For Textile ApplicationsDocument19 pagesMaterials: Novel Bicomponent Functional Fibers With Sheath Flame-Retardants For Textile ApplicationsZaheer AhmadNo ratings yet
- Melting BehaviorDocument10 pagesMelting BehaviorWahzu Tri HandoyoNo ratings yet
- Polypropylene (PP)Document8 pagesPolypropylene (PP)julioNo ratings yet
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocument13 pagesBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNo ratings yet
- Properties and Morphology of Polypropylene/Big Bags CompoundsDocument8 pagesProperties and Morphology of Polypropylene/Big Bags CompoundsKaori OubaNo ratings yet
- Polystyrene: Commercial Preparation of StyreneDocument11 pagesPolystyrene: Commercial Preparation of StyreneSdkmega HhNo ratings yet
- Cristallinité PBATDocument9 pagesCristallinité PBATverwan35999No ratings yet
- Study On Pu SoleDocument4 pagesStudy On Pu Solesusan mishraNo ratings yet
- 1 s2.0 S0950061820312319 MainDocument10 pages1 s2.0 S0950061820312319 MainElango SureshNo ratings yet
- PMMA NanoDocument6 pagesPMMA NanoNurul Fajar SantosaNo ratings yet
- 48 - 2 - New York - 10-03 - 0729Document2 pages48 - 2 - New York - 10-03 - 0729Ahmad SubiyantoNo ratings yet
- Wind Turbine BladesDocument6 pagesWind Turbine BladesSudhanwa KulkarniNo ratings yet
- INTRODUCTIONDocument2 pagesINTRODUCTIONmoonlightgraphicshop24No ratings yet
- Torrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationDocument10 pagesTorrefaction-Based BO - Technology For Biomass Upgrading Into Commodity Solid Fuel. Pilot-Scale Testing and DemonstrationmarkodzajicNo ratings yet
- Meltblown Fabrics From Biodegradable Polymers: Original PaperDocument7 pagesMeltblown Fabrics From Biodegradable Polymers: Original PaperalbertoNo ratings yet
- Novel Organic Modification of Clay Particles For Nanocomposite FormationDocument13 pagesNovel Organic Modification of Clay Particles For Nanocomposite FormationEr Nayan KonwarNo ratings yet
- 106-Nguyen Vu Giang Đã Sửa Theo Phản Biện 1Document6 pages106-Nguyen Vu Giang Đã Sửa Theo Phản Biện 1Huynh Mai DucNo ratings yet
- SOP - Biomass Cofiring Final - PFDocument14 pagesSOP - Biomass Cofiring Final - PFAmit MishraNo ratings yet
- Chapter-2 Literature Review Polyethyleneterephthalate (PET)Document27 pagesChapter-2 Literature Review Polyethyleneterephthalate (PET)Abdullah AlkalaliNo ratings yet
- Polymer Degradation and Stability: Ampornphan Siriviriyanun, Edgar A. O'Rear, Nantaya YanumetDocument8 pagesPolymer Degradation and Stability: Ampornphan Siriviriyanun, Edgar A. O'Rear, Nantaya YanumetYa siriviriyanunNo ratings yet
- Diels-Alder ReactionDocument25 pagesDiels-Alder ReactionEsteban ArayaNo ratings yet
- Flame Retardant Polypropylene Through The Joint Action of Sepiolite and Polyamide 6 PDFDocument9 pagesFlame Retardant Polypropylene Through The Joint Action of Sepiolite and Polyamide 6 PDFSyahimi SaziniNo ratings yet
- Polymer Modified Bitumen: Materials Research Innovations March 2012Document7 pagesPolymer Modified Bitumen: Materials Research Innovations March 2012MD. NASIF HOSSAIN IMONNo ratings yet
- A Novel Process For Production of Spherical PBT Powders and Their Processing Behavior During Laser Beam MeltingDocument6 pagesA Novel Process For Production of Spherical PBT Powders and Their Processing Behavior During Laser Beam MeltingBOMMENA SHIVAPRASADNo ratings yet
- Acs Starch Fiber CompositesDocument28 pagesAcs Starch Fiber CompositesPedro Javier Rodriguez leonNo ratings yet
- National Mission On Use of Biomass in Thermal Power PlantsDocument12 pagesNational Mission On Use of Biomass in Thermal Power PlantsPMG Bhuswal ProjectNo ratings yet
- Carrera 2009Document10 pagesCarrera 2009Kaan CaktiNo ratings yet
- MISE en OEUVRE Composites Thermoplastiques 2023 COURS 1 2 3Document45 pagesMISE en OEUVRE Composites Thermoplastiques 2023 COURS 1 2 3El gharbaoui AnasNo ratings yet
- BitumenDocument9 pagesBitumenvloneorwhatNo ratings yet
- Gopakumar 2002Document9 pagesGopakumar 2002mihaela_myky14No ratings yet
- Ic 1Document6 pagesIc 1sommaskNo ratings yet
- Possibilities of Utilization of Energy Briquettes: Gabriel BorowskiDocument4 pagesPossibilities of Utilization of Energy Briquettes: Gabriel Borowskisugandaraj522No ratings yet
- The Morphology of SBS Modified Bitumen in Binders and in Asphalt MixDocument10 pagesThe Morphology of SBS Modified Bitumen in Binders and in Asphalt Mixابا معاويةNo ratings yet
- Aramid Pulp Reinforced Hydrogenated Nitrile Butadiene Rubber Composites With Ionic Liquid CompatibilizersDocument7 pagesAramid Pulp Reinforced Hydrogenated Nitrile Butadiene Rubber Composites With Ionic Liquid CompatibilizersVinicius DemetrioNo ratings yet
- X17 - Effect of Organo-Modified Clay On Accelerated Aging Resistance of HydrogenatedDocument8 pagesX17 - Effect of Organo-Modified Clay On Accelerated Aging Resistance of HydrogenatedChanin NgudsuntearNo ratings yet
- Narayanan 2018Document11 pagesNarayanan 2018Ashish YaduvanshiNo ratings yet
- Biofuel Types: Fuel Produced Directly or Indirectly From Biomass or From Their Processing and Conversion DerivativesDocument24 pagesBiofuel Types: Fuel Produced Directly or Indirectly From Biomass or From Their Processing and Conversion DerivativesYASHSWINI KABRANo ratings yet
- Construction and Building MaterialsDocument6 pagesConstruction and Building MaterialsMarden Rengifo RuizNo ratings yet
- Polyolefin-Based Nanocomposite: The Effects of Processing AidspDocument27 pagesPolyolefin-Based Nanocomposite: The Effects of Processing AidspKelly SantosNo ratings yet
- Biomass Torrefaction and Co-FiringDocument9 pagesBiomass Torrefaction and Co-FiringAmd MamdNo ratings yet
- 1 s2.0 S0016236120322596 MainDocument10 pages1 s2.0 S0016236120322596 MainantjobNo ratings yet
- Turning Plastic Waste Into OilDocument10 pagesTurning Plastic Waste Into OilSanjana SharmaNo ratings yet
- J Polymertesting 2008 09 006 PDFDocument8 pagesJ Polymertesting 2008 09 006 PDFShovon HalderNo ratings yet
- Melc No. 3: Explain How Ions Are Formed (S9Mt-Iie-F-16) : Alkaline Earth Metals Non-Metals ActinidesDocument11 pagesMelc No. 3: Explain How Ions Are Formed (S9Mt-Iie-F-16) : Alkaline Earth Metals Non-Metals ActinidesAira RamirezNo ratings yet
- Phosphoric Acid Vs Phosphonic AcidDocument39 pagesPhosphoric Acid Vs Phosphonic AcidPunjaji50% (2)
- Heating Effect - Notes - FinalDocument8 pagesHeating Effect - Notes - FinalAyush ThayyilNo ratings yet
- Introduction To Soil Science Laboratory Manual (Schwyter and Vaughan)Document145 pagesIntroduction To Soil Science Laboratory Manual (Schwyter and Vaughan)Dominic ImperialeNo ratings yet
- ParenteralsDocument75 pagesParenteralsprathmeshh bradarrNo ratings yet
- EDI PresentationDocument26 pagesEDI PresentationAbsar AhmedNo ratings yet
- Unit 1 Manual 2019Document18 pagesUnit 1 Manual 2019JozelleNo ratings yet
- Environmental Monitoring ProgramDocument6 pagesEnvironmental Monitoring ProgramMohammed ZubairNo ratings yet
- 9CH0 03 Que 20201020Document32 pages9CH0 03 Que 20201020Jovian AlvinoNo ratings yet
- NSCI6103 - Course Project.Document9 pagesNSCI6103 - Course Project.Devon JayNo ratings yet
- ALKUNADocument20 pagesALKUNAWikan Pambudi NurosoNo ratings yet
- AcridineDocument7 pagesAcridineDr. Sulochana BhalekarNo ratings yet
- Organische Molekularchemie: Molecular Orbitals & Organic Chemical ReactionsDocument38 pagesOrganische Molekularchemie: Molecular Orbitals & Organic Chemical ReactionsasssNo ratings yet
- ISO 9001 - Daesan - General - EN - 201201Document1 pageISO 9001 - Daesan - General - EN - 201201QcNo ratings yet
- ChemDocument31 pagesChemslim_101No ratings yet
- 10.1007@978 3 030 14918 5Document789 pages10.1007@978 3 030 14918 5Сергей ГубскийNo ratings yet
- Typical Properties: Mil Marketing International Ltda. - Representante en Chile de Jyoti Ceramic Industries LTDDocument1 pageTypical Properties: Mil Marketing International Ltda. - Representante en Chile de Jyoti Ceramic Industries LTDFelipe Reyes GallardoNo ratings yet
- Procedures in Chemical AnalysisDocument1 pageProcedures in Chemical AnalysisMary Louwelyn GurreaNo ratings yet
- Chemical NomenclatureDocument4 pagesChemical NomenclatureMikeala ReformadoNo ratings yet
- Modulation of The Band Gap of Graphene Oxide-The Role of AA-stackingDocument8 pagesModulation of The Band Gap of Graphene Oxide-The Role of AA-stackingcbs78No ratings yet
- q1l3 - 2nd Sem Physical ScienceDocument12 pagesq1l3 - 2nd Sem Physical ScienceBilly Jasper DomingoNo ratings yet
- Chem 252 Pasco 2Document5 pagesChem 252 Pasco 2Ephriam AnangNo ratings yet
- Topics: Introduction of Printing: Tariqul Islam Wet Processing-II (WPE-343) Lecturer (TECN)Document3 pagesTopics: Introduction of Printing: Tariqul Islam Wet Processing-II (WPE-343) Lecturer (TECN)ইমরানুল শহীদ আলভীNo ratings yet
- Alkali Activated Slag Foams The Effect of The Alkali Reaction On Foam CharacteristicsDocument10 pagesAlkali Activated Slag Foams The Effect of The Alkali Reaction On Foam CharacteristicsGustavo SoaresNo ratings yet
- Lecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocument38 pagesLecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNo ratings yet
- Applications of Neutralization TitrationsDocument22 pagesApplications of Neutralization TitrationsNora BuanNo ratings yet
- Natural Gas Sweetening 2Document16 pagesNatural Gas Sweetening 2MALIK ZARYABBABARNo ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- Water Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?Document18 pagesWater Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?ibrahimawad06No ratings yet
- Hydrogen Production by Ammonia Decomposition Over Ruthenium Supported On SiC CatalystDocument10 pagesHydrogen Production by Ammonia Decomposition Over Ruthenium Supported On SiC CatalystMónica MejíaNo ratings yet