Download as ppt, pdf, or txt
You might also like
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDocument3 pagesWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Fujifilm Finepix s8000fdDocument134 pagesFujifilm Finepix s8000fdzilikonNo ratings yet
- Common Welding ProblemsDocument6 pagesCommon Welding ProblemsJefri Syahdia SinagaNo ratings yet
- Fujifilm Finepix S1000fd Service ManualDocument112 pagesFujifilm Finepix S1000fd Service ManualAstronom SuceavaNo ratings yet
- 2020 07 18 Transformer Bushing FailuresDocument34 pages2020 07 18 Transformer Bushing FailuresPradeep SinghNo ratings yet
- Seminar Report ON: Branch-EeeDocument20 pagesSeminar Report ON: Branch-EeeBiswa Bhusan PandaNo ratings yet
- Hubbell - Connector Theory - Failure Modes & Practical ApplicationsDocument30 pagesHubbell - Connector Theory - Failure Modes & Practical Applicationssulemankhalid100% (1)
- Nissan Rl3F01A, Rn3F01A: 3 SPEED FWD (Hydraulic Control)Document2 pagesNissan Rl3F01A, Rn3F01A: 3 SPEED FWD (Hydraulic Control)DanielChávezHernández100% (1)
- GMAW Troubleshooting GuideDocument12 pagesGMAW Troubleshooting GuideVijayan MunuswamyNo ratings yet
- GMAW DefectsDocument9 pagesGMAW DefectsBASKARANNo ratings yet
- MIG WeldingDocument17 pagesMIG WeldingAnonymous mRBbdopMKfNo ratings yet
- SAW Troubleshooting GuideDocument12 pagesSAW Troubleshooting Guidehuyhoang785No ratings yet
- Fujifilm FinePix S9000 S9500 Service Manual PDFDocument147 pagesFujifilm FinePix S9000 S9500 Service Manual PDFadamNo ratings yet
- Causes and Cures of Common Welding TroublesDocument1 pageCauses and Cures of Common Welding TroublesRathnakrajaNo ratings yet
- A Welding Process:: Special Equipment Used With Method, For Producing WeldsDocument19 pagesA Welding Process:: Special Equipment Used With Method, For Producing WeldsThe Engineers EDGE, CoimbatoreNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument70 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byHskumarReddy KarriNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument220 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeNo ratings yet
- Welding DefectsDocument122 pagesWelding DefectsqaNo ratings yet
- Basic Welding KnowledgeDocument30 pagesBasic Welding KnowledgeZakirUllahNo ratings yet
- Welding Defects Poster 600x900 Lores enDocument1 pageWelding Defects Poster 600x900 Lores enMostafa ZedNo ratings yet
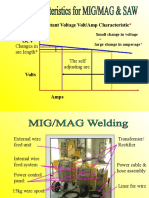
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Weld Joint & CSWIP3.1 DutuesDocument70 pagesWeld Joint & CSWIP3.1 DutuesRamzi BEN AHMEDNo ratings yet
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionNo ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- Ring Compressor Operation and Parts ManualDocument7 pagesRing Compressor Operation and Parts ManualMario O.No ratings yet
- Esab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFDocument32 pagesEsab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFKrishna VachaNo ratings yet
- Tungsten Inert Gas Welding (TIG)Document20 pagesTungsten Inert Gas Welding (TIG)Ayat KursiNo ratings yet
- Tungsten Inert Gas Welding (TIG)Document22 pagesTungsten Inert Gas Welding (TIG)Consultant MigasNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Joint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsDocument1 pageJoint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsLucian HoudiniNo ratings yet
- SP - 58R1 - Prachi Costruction - 1600 KVA - 33 - 6 - 6 KV - 18 - 06 - 2021Document8 pagesSP - 58R1 - Prachi Costruction - 1600 KVA - 33 - 6 - 6 KV - 18 - 06 - 2021M O7No ratings yet
- Welding School DisplayDocument10 pagesWelding School DisplaySunilNo ratings yet
- Fujifilm - Finepix - s1500 - Service ManualDocument142 pagesFujifilm - Finepix - s1500 - Service ManualimalettinNo ratings yet
- Causes and Cures of Common Welding TroublesDocument1 pageCauses and Cures of Common Welding TroublesaneesNo ratings yet
- BWB Dubox ShuntsDocument3 pagesBWB Dubox ShuntsHdobusKNo ratings yet
- Smaw Q1 WK3Document42 pagesSmaw Q1 WK3Mark Angelo FloresNo ratings yet
- AS350 B2 - CH 04 - Main RotorDocument54 pagesAS350 B2 - CH 04 - Main RotorEX919No ratings yet
- Manual Soplador Ametek 505Document14 pagesManual Soplador Ametek 505Carlos Mario Lopez CabreraNo ratings yet
- Module - 6 Date - 15:12:2023Document1 pageModule - 6 Date - 15:12:2023Sushant SalunkheNo ratings yet
- Welders Visual Inspection Handbook-2013 WEB PDFDocument77 pagesWelders Visual Inspection Handbook-2013 WEB PDFketanNo ratings yet
- Weld DefectsDocument47 pagesWeld DefectsPratikNo ratings yet
- FCAW-GS Flux Cored Arc Welding-Gas ShieldedDocument20 pagesFCAW-GS Flux Cored Arc Welding-Gas ShieldedasrafiNo ratings yet
- LIT01303 Laser Cut Quality Guide Cards RevC LRDocument18 pagesLIT01303 Laser Cut Quality Guide Cards RevC LR8tswshgtmtNo ratings yet
- SubstationDocument25 pagesSubstationyahya sogodokNo ratings yet
- J09E EN 01+TechInfo LVSG+DatasheetDocument22 pagesJ09E EN 01+TechInfo LVSG+DatasheetthomasNo ratings yet
- Laser Cut Quality GuideDocument18 pagesLaser Cut Quality Guidepaulo gonzalez100% (2)
- Amphenol 7-16 RF ConnDocument4 pagesAmphenol 7-16 RF ConnShaunVermaakNo ratings yet
- Day 5 Welding Process, Electrode - SMAW & GMAWDocument32 pagesDay 5 Welding Process, Electrode - SMAW & GMAWRohit KambleNo ratings yet
- Bit Dull GradeDocument99 pagesBit Dull GradeGNo ratings yet
- VHLP4 7W 4WH - CDocument5 pagesVHLP4 7W 4WH - CDjarot BismantaraNo ratings yet
- DryLock II Assembly PDFDocument2 pagesDryLock II Assembly PDFjesus angel chijcheapaza mamaniNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- METALLURGYDocument16 pagesMETALLURGYRommel Adarlo RosalesNo ratings yet
- Joint DesignDocument28 pagesJoint DesignRommel Adarlo Rosales100% (1)
- Arc Welding Safety PrecautionsDocument64 pagesArc Welding Safety PrecautionsRommel Adarlo RosalesNo ratings yet
- HousekeepingDocument32 pagesHousekeepingRommel Adarlo RosalesNo ratings yet
- Andrew & McGowern - The Perreaus and Mrs RuddDocument376 pagesAndrew & McGowern - The Perreaus and Mrs RuddtaneagrafikaNo ratings yet
- CLC 12 - Capstone Draft Proposal WorksheetDocument3 pagesCLC 12 - Capstone Draft Proposal Worksheetapi-634204531No ratings yet
- Trading Live Online Trading Tips: Trading AB CD Patterns From CoilsDocument3 pagesTrading Live Online Trading Tips: Trading AB CD Patterns From CoilsDixter CabangNo ratings yet
- No. Permit Number Name of Investor Nationality Phone No Email Office Adress Status Region of Investment Specific Place of InvestimentDocument3 pagesNo. Permit Number Name of Investor Nationality Phone No Email Office Adress Status Region of Investment Specific Place of InvestimentnebiyuNo ratings yet
- AP X-SSC Board Micro Schedule - Etechno&Olympiad - 23.08.21-11.09.21Document3 pagesAP X-SSC Board Micro Schedule - Etechno&Olympiad - 23.08.21-11.09.21Raj RaoNo ratings yet
- Analogue and Digital RecordingDocument4 pagesAnalogue and Digital RecordingKavita koNo ratings yet
- Sample Paper at 2324 Class V p1 At+pcbmDocument23 pagesSample Paper at 2324 Class V p1 At+pcbmSandhya KatiyarNo ratings yet
- Online Complaint Portal - TutorialsDuniyaDocument48 pagesOnline Complaint Portal - TutorialsDuniyaGurkirat SinghNo ratings yet
- Porferio Marcos JR.: The Ecology of Public AdministrationDocument16 pagesPorferio Marcos JR.: The Ecology of Public AdministrationsunshineNo ratings yet
- Forum Diskusi 7-1 (Alternating Current)Document5 pagesForum Diskusi 7-1 (Alternating Current)Reyhan Julianto PribadiNo ratings yet
- Applications and Properties of Nickel AlloysDocument2 pagesApplications and Properties of Nickel AlloysalloysthenickelNo ratings yet
- Mdf-Manual Eng Low ResDocument45 pagesMdf-Manual Eng Low ResNader ShdeedNo ratings yet
- Pr1 q2 Modules 17 To 18Document37 pagesPr1 q2 Modules 17 To 18Nv SdNo ratings yet
- Gce 204 Practise QuestionsDocument6 pagesGce 204 Practise Questionsfjohnbull390No ratings yet
- Vacuum PumpDocument126 pagesVacuum PumpJessicalba Lou100% (3)
- A Discussion of The Life of Heinrich Friedrich Emil LenzDocument10 pagesA Discussion of The Life of Heinrich Friedrich Emil LenzJovan KuzmanovskiNo ratings yet
- Udaasi Aur Depression Ka Ilaj Kaise Kare Treatment in HindiDocument6 pagesUdaasi Aur Depression Ka Ilaj Kaise Kare Treatment in HindiGovindNo ratings yet
- RFI STR JulyDocument17 pagesRFI STR JulyGanesh PeketiNo ratings yet
- Educ2632 Forward Planning DocumentDocument4 pagesEduc2632 Forward Planning Documentapi-391173504No ratings yet
- NANOMEET2022 Tentative ProgramDocument8 pagesNANOMEET2022 Tentative Programelizabeth hedlNo ratings yet
- 02.06.05 3-Way Valve 1240 6519 - enDocument6 pages02.06.05 3-Way Valve 1240 6519 - enabuya3kubmNo ratings yet
- 【奥纬咨询】Will Web3 Reinvent Insurance - 【洞见研报DJyanbao.com】Document39 pages【奥纬咨询】Will Web3 Reinvent Insurance - 【洞见研报DJyanbao.com】dafei sunNo ratings yet
- Assignment 1 - Topographic Maps - 22 - Mauro AlessiDocument5 pagesAssignment 1 - Topographic Maps - 22 - Mauro AlessiMauro AlessiNo ratings yet
- Diagonals of TilesDocument2 pagesDiagonals of TileskheyNo ratings yet
- Mcgregor'S Theory X and Theory YDocument11 pagesMcgregor'S Theory X and Theory YMuhammad MurtazaNo ratings yet
- Executive Summary: With A Foreword by Theodore R. Sizer and Deborah MeierDocument8 pagesExecutive Summary: With A Foreword by Theodore R. Sizer and Deborah Meierapi-325016775No ratings yet
- The Use of Audiovisual Materials To Teach Pronunciation in The ESL:EFL ClassroomDocument14 pagesThe Use of Audiovisual Materials To Teach Pronunciation in The ESL:EFL ClassroomClaudia AntunesNo ratings yet
- Towards A Model of Talent Development in Physical EducationDocument7 pagesTowards A Model of Talent Development in Physical Educationnariman narimanNo ratings yet