Download as ppt, pdf, or txt
You might also like
- Exercise 1 and 2 - Revised2Document5 pagesExercise 1 and 2 - Revised2Vivekka Olivia JohnNo ratings yet
- Sulfur - Sulfuric Acid IndustryDocument18 pagesSulfur - Sulfuric Acid IndustryS S S REDDY50% (2)
- Contact ProcessDocument16 pagesContact ProcessOmar Almonte100% (1)
- Lecture Outline - Sulfuric AcidDocument19 pagesLecture Outline - Sulfuric AcidRenaldi Adimin DiensNo ratings yet
- Lecture Outline - Sulfuric AcidDocument19 pagesLecture Outline - Sulfuric Acidkhoiri 787No ratings yet
- Applied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringDocument29 pagesApplied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringhamzaNo ratings yet
- Module-Ii: Chemical Technology-V SemDocument149 pagesModule-Ii: Chemical Technology-V SemPrashant Giri100% (1)
- Chapter 2: Sulfur & Sulfuric Acid Chapter 2: Sulfur & Sulfuric AcidDocument20 pagesChapter 2: Sulfur & Sulfuric Acid Chapter 2: Sulfur & Sulfuric AcidabichedNo ratings yet
- Sulfuric Acid Production PDFDocument66 pagesSulfuric Acid Production PDFTrần Kiên100% (3)
- Industrial Acids and BasesDocument105 pagesIndustrial Acids and BasesJohn Patrick DagleNo ratings yet
- Sulphuric Acid (H SO4)Document44 pagesSulphuric Acid (H SO4)Faisal Azis RamadhanNo ratings yet
- 4-Sulphuric-Acid...... NaseerDocument22 pages4-Sulphuric-Acid...... Naseermaliknaseer1214721No ratings yet
- 45766Document4 pages45766EmuskNo ratings yet
- Chapter 2sulphuric Acid Manufacture Sept 2014Document5 pagesChapter 2sulphuric Acid Manufacture Sept 2014kvk326No ratings yet
- Heavy Chemical IndustryDocument20 pagesHeavy Chemical IndustryUsman AliNo ratings yet
- Sulfuric Acid (H SO) IndustryDocument27 pagesSulfuric Acid (H SO) IndustryAqsa chNo ratings yet
- Lecture 2 Inorganic Industries 2019Document41 pagesLecture 2 Inorganic Industries 2019Mohamed AbdelaalNo ratings yet
- Topic 5-Control of Sulphur Oxides (New)Document59 pagesTopic 5-Control of Sulphur Oxides (New)alyaNo ratings yet
- 7 - Sulfur & Sulfuric Acid TaughtDocument58 pages7 - Sulfur & Sulfuric Acid TaughtsahibjotNo ratings yet
- 1.1 Catalytic Oxidation of SO To SO: Apodaca, 2012Document9 pages1.1 Catalytic Oxidation of SO To SO: Apodaca, 2012Farah Talib Al-sudaniNo ratings yet
- Sulfuric AcidDocument16 pagesSulfuric Acidkelon scottNo ratings yet
- Unit II - Final-1Document40 pagesUnit II - Final-1S kabileshNo ratings yet
- Air Polluition ControlDocument37 pagesAir Polluition ControlGendewa Tunas RancakNo ratings yet
- 2 Sulphur and Sulphuric Acid IndustriesDocument39 pages2 Sulphur and Sulphuric Acid IndustriesChuka OmeneNo ratings yet
- Lecture 1 - Sulfur and Sulfuric AcidDocument9 pagesLecture 1 - Sulfur and Sulfuric AcidNayan HalderNo ratings yet
- Sulfur and Sulfuric Acid-UpctDocument22 pagesSulfur and Sulfuric Acid-UpctRohan GohilNo ratings yet
- Sulfur and Sulfuric Acid HCl-1Document57 pagesSulfur and Sulfuric Acid HCl-1Vijay SethupathiNo ratings yet
- Sulfur and Sulfuric AcidDocument20 pagesSulfur and Sulfuric AcidZakia LuthfianaNo ratings yet
- Basic Raw Material For Sulphur Acid ProductionDocument13 pagesBasic Raw Material For Sulphur Acid ProductionGrace Oluchi0% (1)
- Sulphuric Acid ManufactureDocument5 pagesSulphuric Acid ManufactureLeonardo ColmenaresNo ratings yet
- Sulphur: Sulphur: Sources and UsesDocument4 pagesSulphur: Sulphur: Sources and UsesDavies MasumbaNo ratings yet
- Chapter 19: Sulfur and Sulfuric AcidDocument5 pagesChapter 19: Sulfur and Sulfuric AcidJoaquin LumactodNo ratings yet
- Chapter 4Document34 pagesChapter 4biniyam aberaNo ratings yet
- SULPHURIC ACID PLANT PROCESSoDocument33 pagesSULPHURIC ACID PLANT PROCESSojagadeesh100% (2)
- Unit 5Document17 pagesUnit 5JokerNo ratings yet
- Sulfuric Acid (7,8,9)Document17 pagesSulfuric Acid (7,8,9)Tamoghna BhattacharjeeNo ratings yet
- 2008 IAC 2008 SO2 Emissions Reduction A New Challenge For Aluminium SmeltersDocument8 pages2008 IAC 2008 SO2 Emissions Reduction A New Challenge For Aluminium Smeltersayiep1202No ratings yet
- Group 01Document34 pagesGroup 01Muhammad MugheeraNo ratings yet
- An Efficient Ammonia-Based SRU Tail Gas Desulfurization ProcessDocument25 pagesAn Efficient Ammonia-Based SRU Tail Gas Desulfurization ProcesssharemwNo ratings yet
- Contact ProcessDocument19 pagesContact ProcessLeela Santosh KumarNo ratings yet
- Program: B.Sc. Chemical Engineering Technology Semester: 3rd Lecturer: Engr. Babar SaeedDocument18 pagesProgram: B.Sc. Chemical Engineering Technology Semester: 3rd Lecturer: Engr. Babar SaeedbabarNo ratings yet
- Sulphuric AcidDocument6 pagesSulphuric AcidVishal ThakareNo ratings yet
- Sulphuric AcidDocument14 pagesSulphuric AcidNoman AslamNo ratings yet
- Cambridge IGCSE Chemistry SulferDocument4 pagesCambridge IGCSE Chemistry SulferAmna ImranNo ratings yet
- Sulfuric AcidDocument14 pagesSulfuric AcidAkh KreshnaNo ratings yet
- Manufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDocument14 pagesManufacturing of Sulfuric Acid by Lead Chamber Process and Contact ProcessDian Eka FajriyantoNo ratings yet
- 001 DavenportDocument16 pages001 Davenportjlg314No ratings yet
- Other Bulk Chemicals ProductionDocument54 pagesOther Bulk Chemicals Productionmuhammad izzulNo ratings yet
- 13.2 Sulphur CompoundsDocument18 pages13.2 Sulphur CompoundsTrevor TatendaNo ratings yet
- Contact ProcessDocument12 pagesContact ProcessAdil Yaqub - 74665/TCHR/CNTBNo ratings yet
- Sulfur and Sulfuric AcidDocument10 pagesSulfur and Sulfuric AcidSkambalahardarNo ratings yet
- Introduction To Chemical Technology: Dr.S.Karthika Assistant Professor (Senior)Document25 pagesIntroduction To Chemical Technology: Dr.S.Karthika Assistant Professor (Senior)Tushar DagarNo ratings yet
- Sulfur Products: Ariziel Ruth D. MarquezDocument12 pagesSulfur Products: Ariziel Ruth D. MarquezPaolo Gochingco50% (2)
- Manufactor Acid SulfuricDocument12 pagesManufactor Acid SulfurictdnguyenNo ratings yet
- K01587 - 20200217130414 - Chapter 9 - Industrial ChemicalsDocument54 pagesK01587 - 20200217130414 - Chapter 9 - Industrial ChemicalsAbdulRahim059No ratings yet
- NewItem 91 NewItem 91 Sulphuric Acid Plants CoindsDocument51 pagesNewItem 91 NewItem 91 Sulphuric Acid Plants CoindsJadeja PradyumansinhNo ratings yet
- Sulphuric Acid Production-Installation 3-5Document8 pagesSulphuric Acid Production-Installation 3-5samehmo.abdoNo ratings yet
- Modern Carbonylation MethodsFrom EverandModern Carbonylation MethodsLászló KollárNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Technologf Oil and FatsDocument87 pagesTechnologf Oil and FatsGabriel AyauNo ratings yet
- The Ammonia Manufacturing ProcessDocument87 pagesThe Ammonia Manufacturing ProcessGabriel AyauNo ratings yet
- Phosphoric Acid Production: University of AlqadisiaDocument68 pagesPhosphoric Acid Production: University of AlqadisiaGabriel AyauNo ratings yet
- Cementppt Nov13Document75 pagesCementppt Nov13Gabriel AyauNo ratings yet
- The Process Technology of Fertlizer and Pesticides A17Document64 pagesThe Process Technology of Fertlizer and Pesticides A17Gabriel AyauNo ratings yet
- Cover PageDocument6 pagesCover PageGabriel AyauNo ratings yet
- Outcome Based Education (OBE) : External Examiner Visit June 2007Document20 pagesOutcome Based Education (OBE) : External Examiner Visit June 2007Gabriel AyauNo ratings yet
- CurriculumDocument10 pagesCurriculumGabriel AyauNo ratings yet
- Saponificatio 1Document4 pagesSaponificatio 1Gabriel AyauNo ratings yet
- Esp Power PointDocument22 pagesEsp Power PointGabriel Ayau0% (1)
- CERAMic and GlassDocument53 pagesCERAMic and GlassAjyant SuryaNo ratings yet
- Natural Gas Storage Engineering: Kashy AminianDocument13 pagesNatural Gas Storage Engineering: Kashy AminianMohamed Abd El-MoniemNo ratings yet
- Limit State DesignDocument85 pagesLimit State Designkeshav1980No ratings yet
- Material Safety Data Sheet BETA Fluid: Ventures, IncDocument1 pageMaterial Safety Data Sheet BETA Fluid: Ventures, IncGes SyNo ratings yet
- Sizing and Simulation of A Vacuum Deaeration Process Using Aspen Hysys ToolDocument11 pagesSizing and Simulation of A Vacuum Deaeration Process Using Aspen Hysys ToolKitonga MutukuNo ratings yet
- Presented By: Paul YATOUTE MaguimanDocument30 pagesPresented By: Paul YATOUTE Maguimangabriela69sNo ratings yet
- 02 H.D.A. SN1 and SN2 Reaction 10-08-2021Document2 pages02 H.D.A. SN1 and SN2 Reaction 10-08-2021tejas naigaonkarNo ratings yet
- Ficha Tecnica Compresor FiacDocument10 pagesFicha Tecnica Compresor FiacSAUL OSPINONo ratings yet
- A. Amfoter Properties of Protein (From Egg) TestingDocument4 pagesA. Amfoter Properties of Protein (From Egg) TestingImtikhana KhofifahNo ratings yet
- Lesson Exemplar in Science 6 For Week 1-4 Quarter 1Document4 pagesLesson Exemplar in Science 6 For Week 1-4 Quarter 1ROVELYNE DE LUNA67% (3)
- Devol PlasticsDocument8 pagesDevol Plasticsabns899004No ratings yet
- Day 1 Part 3 PDFDocument72 pagesDay 1 Part 3 PDFEdukondalu PentapatiNo ratings yet
- Structural Design I (Reinforced Concrete Design) : in CE 422Document24 pagesStructural Design I (Reinforced Concrete Design) : in CE 422jereck loquisoNo ratings yet
- Analyticaltechniques12 PDFDocument7 pagesAnalyticaltechniques12 PDFZaidNo ratings yet
- The Economic Design of Mixer-Set Tler ExtractorsDocument9 pagesThe Economic Design of Mixer-Set Tler ExtractorsNikhil Vijay ShindeNo ratings yet
- DSM-0218.4 CoSuperalloy StelliteTypeDocument7 pagesDSM-0218.4 CoSuperalloy StelliteTypeRavi ViswanadhaNo ratings yet
- MVohra TNaeem Proposal Base IsolationDocument26 pagesMVohra TNaeem Proposal Base IsolationTalha NaeemNo ratings yet
- Materials and CorrosionDocument34 pagesMaterials and CorrosionNguyen Anh TungNo ratings yet
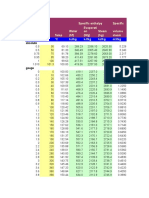
- Steam Tables - MetricDocument4 pagesSteam Tables - MetricUdhayakumar VenkataramanNo ratings yet
- ABI PhotosynthesisDocument20 pagesABI PhotosynthesisJohnNo ratings yet
- BRENDADocument5 pagesBRENDAnoah676No ratings yet
- 28b. IS 3600 - 2 - 1985 PDFDocument2 pages28b. IS 3600 - 2 - 1985 PDFhhr2412No ratings yet
- Fu 2009Document11 pagesFu 2009Kim Anh NguyễnNo ratings yet
- 10.1007@s42461 020 00280 ZDocument8 pages10.1007@s42461 020 00280 ZOLAF GIOVANNI MARTINEZ URIBENo ratings yet
- ChemistryDocument29 pagesChemistrynasyieNo ratings yet
- 95 Scs 4 Sr. No.5Document3 pages95 Scs 4 Sr. No.5Bhupender RamchandaniNo ratings yet
- Perawatan Kolom GCDocument12 pagesPerawatan Kolom GCRafi Pratama SetiawanNo ratings yet
- Vishal NaikDocument12 pagesVishal NaikMai PhuNo ratings yet
- BWT CS-1001 enDocument1 pageBWT CS-1001 enMehdi AcilNo ratings yet