Download as pptx, pdf, or txt
You might also like
- WPS ISO 15609 TemplateDocument1 pageWPS ISO 15609 TemplateSatish Keskar100% (5)
- Practical Aspects of PSCDocument73 pagesPractical Aspects of PSCNagpur-Civil MRIDCNo ratings yet
- 1 Exam Chapter 1 CSA Level 2 InspectorDocument29 pages1 Exam Chapter 1 CSA Level 2 InspectorEyyEychNo ratings yet
- Documents - Tips - Cswip 322 Questions PDFDocument37 pagesDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Astm A134Document4 pagesAstm A134Francisco HernandezNo ratings yet
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDocument34 pagesKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiNo ratings yet
- Kiln Inlet Section Casting Procedure (LAFARGE)Document8 pagesKiln Inlet Section Casting Procedure (LAFARGE)Nael100% (3)
- PSC GirderDocument73 pagesPSC GirderHegdeVenugopal100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Haresh Steel Centre: Copper-Nickel Pipe, Fittings & FlangesDocument16 pagesHaresh Steel Centre: Copper-Nickel Pipe, Fittings & FlangesHaresh Steel CentreNo ratings yet
- API 1104 Question 1Document9 pagesAPI 1104 Question 1Anonymous 4e7GNjzGW0% (1)
- Reparación de Casco de Horno RotativoDocument13 pagesReparación de Casco de Horno RotativoErick OlavarriaNo ratings yet
- Coke Drum Repair Welch Aquilex WSI DCU Calgary 2009Document37 pagesCoke Drum Repair Welch Aquilex WSI DCU Calgary 2009Oscar DorantesNo ratings yet
- SEA PresentationDocument56 pagesSEA PresentationAliBenamerNo ratings yet
- Manpro Combined (Casting Welding)Document400 pagesManpro Combined (Casting Welding)dhruv rohillaNo ratings yet
- Lecture # 4 Investment CastingDocument53 pagesLecture # 4 Investment CastingAbdulRehman Ahmed SoomroNo ratings yet
- Pipe JoiningDocument18 pagesPipe Joiningnikhiljith o uNo ratings yet
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- Cone BitsDocument32 pagesCone Bitsamin peyvandNo ratings yet
- Tutorial Last AnswerDocument9 pagesTutorial Last AnswerEswaran ManakorNo ratings yet
- Unit 3 Part D RevisedDocument88 pagesUnit 3 Part D Revisedraymon sharmaNo ratings yet
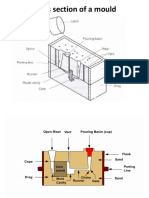
- Cross Section of A MouldDocument54 pagesCross Section of A MouldkanishkNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- Cross Section of A MouldDocument56 pagesCross Section of A MouldALOKSRKNo ratings yet
- Casting 1Document43 pagesCasting 129011988No ratings yet
- Induction Hardening (Bayu-Bowo)Document22 pagesInduction Hardening (Bayu-Bowo)zaid sulaimanNo ratings yet
- Induction Hardening (Bayu-Bowo)Document22 pagesInduction Hardening (Bayu-Bowo)zaid sulaimanNo ratings yet
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathNo ratings yet
- 720 Pipette Puller ManualDocument22 pages720 Pipette Puller ManualPaulo CamargoNo ratings yet
- Experimental Study of Precast Portal Frame: 2Cl404 - Civil Engineering ProjectDocument93 pagesExperimental Study of Precast Portal Frame: 2Cl404 - Civil Engineering Projectraja vijjayNo ratings yet
- Practical Aspects of PSCDocument73 pagesPractical Aspects of PSCPrem DheepNo ratings yet
- Practical Aspects of PSCDocument73 pagesPractical Aspects of PSCAnde BhanuNo ratings yet
- Foundry and Metal CastingDocument53 pagesFoundry and Metal CastingAndrey MedranoNo ratings yet
- 600 MW Stator Bar Training ReportDocument21 pages600 MW Stator Bar Training ReportHimanshu SharmaNo ratings yet
- Manufacturing TechnologyDocument6 pagesManufacturing TechnologyKarim HeshamNo ratings yet
- Celmec Spiral Duct-ComauDocument11 pagesCelmec Spiral Duct-ComauAdrianus DalameNo ratings yet
- Manufacturing TechnologyDocument17 pagesManufacturing TechnologyPeter SamuelNo ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- 8 Die CastingDocument6 pages8 Die CastingAkshayNo ratings yet
- Fabrication and Erection of Steel StructureDocument29 pagesFabrication and Erection of Steel Structure978060143692% (48)
- Industrial VisitDocument20 pagesIndustrial VisitKanchan kumarNo ratings yet
- 05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFDocument165 pages05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFLakshmi Narayan100% (2)
- Lab Procedures in RPD FabricationDocument68 pagesLab Procedures in RPD Fabricationneethu50% (2)
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingKanti Solanki100% (1)
- NUCOR Paper-Round CasterDocument4 pagesNUCOR Paper-Round CasterJackthejackNo ratings yet
- Cleaning, Casting Defects and Die Castings. CleaningFettling of CastingsDocument70 pagesCleaning, Casting Defects and Die Castings. CleaningFettling of Castingsmecaunidos7771No ratings yet
- Lecture 1: Introduction To Steel Design DesignDocument45 pagesLecture 1: Introduction To Steel Design DesignShre BNo ratings yet
- Hot Tap ExampleDocument27 pagesHot Tap ExampleTroy HooperNo ratings yet
- Cold Pilgering: Presented by:-TARANG MEHTA (13103197)Document20 pagesCold Pilgering: Presented by:-TARANG MEHTA (13103197)Tarang MehtaNo ratings yet
- Failure of PigtailsDocument32 pagesFailure of Pigtailsbarry nancoo100% (1)
- Bucket Elevator Load CalculationsDocument26 pagesBucket Elevator Load CalculationskingNo ratings yet
- MFG Pro 1 (1) - 2Document25 pagesMFG Pro 1 (1) - 2Uzair AzziNo ratings yet
- Mould Tool Design 02Document64 pagesMould Tool Design 02skumaranspNo ratings yet
- Casing RepairDocument44 pagesCasing RepairMouRes100% (2)
- 8.steel Structure WorkDocument15 pages8.steel Structure Workibal_farhan100% (4)
- Weld RepireDocument91 pagesWeld RepireالGINIRAL FREE FIRENo ratings yet
- MNS-01 Proses Pembuatan LanjutDocument26 pagesMNS-01 Proses Pembuatan Lanjut11 Jela SukmawanNo ratings yet
- Forgingforging ProcessDocument14 pagesForgingforging ProcessShrikant BagaveNo ratings yet
- PSC Bridge FailuresDocument46 pagesPSC Bridge Failuresafifa kausar100% (1)
- DHT-DHC OverviewDocument39 pagesDHT-DHC OverviewTaras ByloNo ratings yet
- Question Paper Code: 21557: Expendable Mold Permanent MoldDocument20 pagesQuestion Paper Code: 21557: Expendable Mold Permanent MoldAnson AntonyNo ratings yet
- Mould MaintenanceDocument16 pagesMould MaintenanceArun PrasadNo ratings yet
- Iswp Project Internship: Mentor: Mr. Vijayant Kumar Guide: Mr. Vinod KumarDocument34 pagesIswp Project Internship: Mentor: Mr. Vijayant Kumar Guide: Mr. Vinod KumarKunal VaidyaNo ratings yet
- Sp. Casting ProcessesDocument71 pagesSp. Casting Processesakshatkumargarg 2K20PE09No ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- Acceptance Criteria For Weld of All Code and Standard Prepared by SadamDocument30 pagesAcceptance Criteria For Weld of All Code and Standard Prepared by Sadamananth rajanNo ratings yet
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- Risk Assessment - Working Ship SideDocument3 pagesRisk Assessment - Working Ship SideSatya SatishNo ratings yet
- Fundamentals of Fusion Welding Technology PDFDocument151 pagesFundamentals of Fusion Welding Technology PDFSgk ManikandanNo ratings yet
- Inspection Test Plan FOR Fabrication: Pt. Dwikappa Asri UtamaDocument27 pagesInspection Test Plan FOR Fabrication: Pt. Dwikappa Asri UtamaDwikappa Asri UtamaNo ratings yet
- Inspection Test Plan For Fabrication PDF FreeDocument4 pagesInspection Test Plan For Fabrication PDF Freesam paulNo ratings yet
- RESIDUAL STRESSES, Distortion and Weld Defects DISTORTION & WELD DEFECTSDocument18 pagesRESIDUAL STRESSES, Distortion and Weld Defects DISTORTION & WELD DEFECTSManoj NirgudeNo ratings yet
- (Woodhead Publishing Series in Welding and Other Joining Technologies 6) H. Granjon-Fundamentals of Welding Metallurgy-Woodhead Publishing (1991)Document227 pages(Woodhead Publishing Series in Welding and Other Joining Technologies 6) H. Granjon-Fundamentals of Welding Metallurgy-Woodhead Publishing (1991)Luis Testa75% (4)
- ME 603 RefresherDocument74 pagesME 603 RefresherArgielJohn LlagasNo ratings yet
- SEAS95 2100 03 A Welding TableDocument7 pagesSEAS95 2100 03 A Welding Tablephankhoa83-1No ratings yet
- Welder Cover Letter SampleDocument6 pagesWelder Cover Letter Sampleafjwdprlzaxewj100% (2)
- Automatic Welding and Cutting: Equipment, Processes and Solutions To Maximize Your ProductivityDocument86 pagesAutomatic Welding and Cutting: Equipment, Processes and Solutions To Maximize Your ProductivityAnghelache RazvanNo ratings yet
- Fatigue Crack in Out - of - Plane Gusset JointsDocument4 pagesFatigue Crack in Out - of - Plane Gusset JointsFahmi AldiNo ratings yet
- Lecture 4 and 5 - ME692 - Welding TechnologyDocument85 pagesLecture 4 and 5 - ME692 - Welding Technologypramrahar20No ratings yet
- Annex 4Document36 pagesAnnex 4Ann Matinong Dela Cruz100% (1)
- Promotech India BrochureDocument8 pagesPromotech India BrochureMPNo ratings yet
- WPQ Form English US1Document2 pagesWPQ Form English US1RahulNo ratings yet
- Specification For Metallic Pipe, Fittings and FlangesDocument67 pagesSpecification For Metallic Pipe, Fittings and FlangesYulinNo ratings yet
- FP - A.1 - HK Electric - Safety in Design and Installation of Heat Recovery Steam GeneratorDocument10 pagesFP - A.1 - HK Electric - Safety in Design and Installation of Heat Recovery Steam GeneratorJohnNo ratings yet
- Asme InterpretationDocument72 pagesAsme Interpretationbbmoksh100% (2)
- 700 Series SMAW MG Msds 8-06Document3 pages700 Series SMAW MG Msds 8-06mohamed AdelNo ratings yet
- 19 Oxy Acetylene Welding and Brazing 30-03-07Document5 pages19 Oxy Acetylene Welding and Brazing 30-03-07vineet chandra khanduriNo ratings yet
- Plastic WeldingDocument13 pagesPlastic Weldingakshay tapkirNo ratings yet
- Lesson Plan - MFTDocument4 pagesLesson Plan - MFTPraveen KumarNo ratings yet