Download as ppt, pdf, or txt
You might also like
- 9COM List With Approved ManufacturersDocument720 pages9COM List With Approved ManufacturersMubin Siddiqui100% (3)
- Value Stream Mapping ProcessDocument40 pagesValue Stream Mapping ProcessAtifKhan100% (10)
- Section 5 Student Value Stream MapDocument28 pagesSection 5 Student Value Stream MapRahul Jain100% (1)
- 7 PDFDocument2 pages7 PDFomNo ratings yet
- Lean Manufacturing - TWI Case Study Model Answers PDFDocument11 pagesLean Manufacturing - TWI Case Study Model Answers PDFBianka NaulaNo ratings yet
- IRAC-Example-2 2Document6 pagesIRAC-Example-2 2Assignment ShuklaNo ratings yet
- Elenco Apparati AvioniciDocument53 pagesElenco Apparati AvioniciStrawichDaniel25% (4)
- ValueStreamMap (HLI)Document29 pagesValueStreamMap (HLI)Ana Cristina RamirezNo ratings yet
- Value Stream Mapping For Essilor LabsDocument27 pagesValue Stream Mapping For Essilor LabsCynthia AlmadaNo ratings yet
- Manufacturing System Flow Analysis: Ron@sie - Arizona.eduDocument30 pagesManufacturing System Flow Analysis: Ron@sie - Arizona.edujaga_desh86No ratings yet
- Group 13 - Value Stream MappingDocument64 pagesGroup 13 - Value Stream MappingpaulkroogmanNo ratings yet
- Kaizen Road MapDocument13 pagesKaizen Road MapSudhakar Mars ConsultantsNo ratings yet
- IME 481 - Achieving The Future State The Future StateDocument8 pagesIME 481 - Achieving The Future State The Future StateRaghavendra KalyanNo ratings yet
- Value Stream Mapping (VSM) BasicsDocument30 pagesValue Stream Mapping (VSM) BasicsAbhiNo ratings yet
- Acme Stamping Data SetDocument2 pagesAcme Stamping Data SetAwang Agus SetiawanNo ratings yet
- KaizenDocument23 pagesKaizenShanti B100% (1)
- Lean From CSUNDocument45 pagesLean From CSUNthedjoss2000No ratings yet
- Value Stream VSM TemplateDocument6 pagesValue Stream VSM TemplateAndrea Jesus Quenta VillarrealNo ratings yet
- Demand Chain Solutions: Value Stream MappingDocument58 pagesDemand Chain Solutions: Value Stream Mappingchteo1976100% (1)
- Inventory ManagementDocument89 pagesInventory ManagementOumaShuNo ratings yet
- Creating Flow Through Value Streams Student Guide Master English Version 2Document78 pagesCreating Flow Through Value Streams Student Guide Master English Version 2Lpitt56100% (1)
- VSM Final Real 2Document16 pagesVSM Final Real 2Hasan WaqarNo ratings yet
- Daily 9Document6 pagesDaily 9Yati ChanNo ratings yet
- LE202 Acme Stamping DataDocument2 pagesLE202 Acme Stamping DataKathiravan RajendranNo ratings yet
- Part & Information Flow ChartDocument4 pagesPart & Information Flow ChartAyub Gullick SihotangNo ratings yet
- Process Costing-306Document4 pagesProcess Costing-306dbadhon2021No ratings yet
- Transportation NT TheoryDocument9 pagesTransportation NT TheorySad FrogNo ratings yet
- B7801: Operations Management 27 March 1998 - AgendaDocument55 pagesB7801: Operations Management 27 March 1998 - AgendaDuc NguyenNo ratings yet
- Introduction Pam Stamp (ESI)Document8 pagesIntroduction Pam Stamp (ESI)FredNo ratings yet
- Test Material Cost IGPDocument9 pagesTest Material Cost IGPParth GandhiNo ratings yet
- CHAPTER - 3 Capacity PlanningDocument67 pagesCHAPTER - 3 Capacity PlanningDar AltasmemNo ratings yet
- Lean Production VSPDocument1 pageLean Production VSPAlejandro Morán HidalgoNo ratings yet
- Start of Process: Title (Current/Future)Document2 pagesStart of Process: Title (Current/Future)hans_106No ratings yet
- Homework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Document8 pagesHomework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Quynh Chau TranNo ratings yet
- Term 1 Test 27 June 2013 Deferred Marking KeyDocument5 pagesTerm 1 Test 27 June 2013 Deferred Marking KeyPETERNo ratings yet
- Business Process Flow in Oracle Applications PDFDocument262 pagesBusiness Process Flow in Oracle Applications PDFAnil SNo ratings yet
- Daily Report: 730 03 YG 00400 30-Jul-2017 Sunday DPR-424Document4 pagesDaily Report: 730 03 YG 00400 30-Jul-2017 Sunday DPR-424Yati ChanNo ratings yet
- Value Stream MappingDocument74 pagesValue Stream Mappingssanik1100% (3)
- Chap 006Document36 pagesChap 006Syed TabrezNo ratings yet
- WINSEM2021-22 MEE1016 TH VL2021220503059 2022-02-21 Reference-Material-IDocument74 pagesWINSEM2021-22 MEE1016 TH VL2021220503059 2022-02-21 Reference-Material-IArkadeep MukherjeeNo ratings yet
- TPM - Kenji Takemura PDFDocument119 pagesTPM - Kenji Takemura PDFtrungNo ratings yet
- Lean MFG - See 2-2Document53 pagesLean MFG - See 2-2Gustavo Moreno de MenezesNo ratings yet
- Value Stream MapTemplateDocument6 pagesValue Stream MapTemplatebuddy-20087751No ratings yet
- Process CostingDocument11 pagesProcess CostingGargi SharmaNo ratings yet
- 5S ImplementationDocument35 pages5S ImplementationPrateek Gupta100% (1)
- ASQ How To Improve Process Performance Using Lean Automation PDFDocument54 pagesASQ How To Improve Process Performance Using Lean Automation PDFSelvaraj Simiyon100% (1)
- TM Houston SPEDocument48 pagesTM Houston SPELuciano MartinsNo ratings yet
- Qaqc ManualDocument10 pagesQaqc Manualsyed sulemanNo ratings yet
- B7801: Operations Management 27 March 1998 - AgendaDocument55 pagesB7801: Operations Management 27 March 1998 - Agendamariyha PalangganaNo ratings yet
- Price BidDocument1 pagePrice BidСергей ВельдяксовNo ratings yet
- Nasa/Jpl A/D Converter Selection Guide: Electronic Parts Engineering Office 514Document14 pagesNasa/Jpl A/D Converter Selection Guide: Electronic Parts Engineering Office 514NASAdocuments100% (1)
- OPM I-Solution Sheet Chap 2 Problems: SolutionsDocument22 pagesOPM I-Solution Sheet Chap 2 Problems: SolutionsKaushal BakhaiNo ratings yet
- 7 - VSMDocument55 pages7 - VSMPranay NavaleNo ratings yet
- Seven Quality Tools: KNC4293 Quality Control and ReliabilityDocument39 pagesSeven Quality Tools: KNC4293 Quality Control and ReliabilityKunashiny RamashNo ratings yet
- Value Stream VSM TemplateDocument4 pagesValue Stream VSM TemplateYenier MendozaNo ratings yet
- Value Stream MappingDocument16 pagesValue Stream MappingF13 NIECNo ratings yet
- Capacity PlanningDocument39 pagesCapacity PlanningAkshay Khandelwal100% (2)
- Value Stream MappingDocument41 pagesValue Stream MappingmilesstuffNo ratings yet
- Manufacturing Resource Planning: Presented by MT14IND001 Industrial EngineeringDocument28 pagesManufacturing Resource Planning: Presented by MT14IND001 Industrial Engineeringanam kaziNo ratings yet
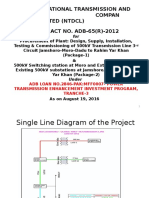
- ADB-65 (R) - 2012 Presentation As On Aug 19, 2016Document38 pagesADB-65 (R) - 2012 Presentation As On Aug 19, 2016Muhammad Arshad JawadNo ratings yet
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionFrom EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNo ratings yet
- Nar Ont 1 GbpsDocument49 pagesNar Ont 1 GbpsCatalin StoicescuNo ratings yet
- Application of Polymerase Chain Reaction For Detection of Camels' Milk Adulteration by Milk of CowDocument1 pageApplication of Polymerase Chain Reaction For Detection of Camels' Milk Adulteration by Milk of CowMihaelaOlaruNo ratings yet
- (SVPDC) Learning Continuity Plan 2021-2022Document54 pages(SVPDC) Learning Continuity Plan 2021-2022Sir GilbertNo ratings yet
- Legal FormsDocument29 pagesLegal FormsRiyu Jan Raztech100% (1)
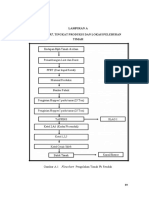
- Flowchart, Tingkat Produksi Dan Lokasi Peleburan: Lampiran ADocument11 pagesFlowchart, Tingkat Produksi Dan Lokasi Peleburan: Lampiran Aanton wibowoNo ratings yet
- Yamaha RX-396/496RDSDocument29 pagesYamaha RX-396/496RDSsmallmitaNo ratings yet
- (CQHP) Guidelines For Sanitary PDFDocument33 pages(CQHP) Guidelines For Sanitary PDFZEC LIMITED100% (4)
- DS-7104/08/16HWI-SH (-SL) : 960H Mini DVRDocument1 pageDS-7104/08/16HWI-SH (-SL) : 960H Mini DVRchorizo chorizanteNo ratings yet
- Resume Template 2: Rofessional XperienceDocument2 pagesResume Template 2: Rofessional XperienceVivek SinghNo ratings yet
- Information Technology Fundamentals: CCIT4085Document43 pagesInformation Technology Fundamentals: CCIT4085singyuetchan05No ratings yet
- Introduction of EDFADocument22 pagesIntroduction of EDFAArifiana Satya NastitiNo ratings yet
- Backup N RecoveryDocument16 pagesBackup N RecoveryAbraham GetachewNo ratings yet
- Keshab Chandra Panda Vs StateDocument5 pagesKeshab Chandra Panda Vs StateShivangiNo ratings yet
- Membrane Desalination and Water ReuseDocument484 pagesMembrane Desalination and Water ReuseHassanKMNo ratings yet
- Tshivenda FAL P1 Feb-March 2013 PDFDocument12 pagesTshivenda FAL P1 Feb-March 2013 PDFkhekhyNo ratings yet
- DLD CEL 120 Lab Manual PDFDocument65 pagesDLD CEL 120 Lab Manual PDFBurhanNo ratings yet
- Mahle Aneis e PistaoDocument6 pagesMahle Aneis e PistaoDobraza GynNo ratings yet
- Final Ward Secretariat DataDocument30 pagesFinal Ward Secretariat DataVS NaiduNo ratings yet
- Cost Benefit AnalysisDocument2 pagesCost Benefit AnalysisGarvitJainNo ratings yet
- Margo Smolyanska PortfolioDocument31 pagesMargo Smolyanska PortfolioMargo McAwesomeNo ratings yet
- E SRKRPORTALuploadsSyllabus ModelPapersModel R17 B.tech MECH 69Document33 pagesE SRKRPORTALuploadsSyllabus ModelPapersModel R17 B.tech MECH 69prasadNo ratings yet
- SEDGs GuidelinesDocument16 pagesSEDGs GuidelinesvijayhmakwanaNo ratings yet
- The Registration Process of NGOs in EthiopiaDocument20 pagesThe Registration Process of NGOs in EthiopiaTariku JebenaNo ratings yet
- Oro Verde Limited (ASX: OVL) ("The Company or OVL") Is Pleased To AnnounceDocument5 pagesOro Verde Limited (ASX: OVL) ("The Company or OVL") Is Pleased To Announceanouari2014No ratings yet
- Manual FOR Whirling of Shaft Apparatus: WWW - Elshaddaiengineering.inDocument3 pagesManual FOR Whirling of Shaft Apparatus: WWW - Elshaddaiengineering.insindhu elshaddaienggNo ratings yet
- Letter of AcceptanceDocument3 pagesLetter of AcceptanceAbhinay KumarNo ratings yet
- Building Serverless App PythonDocument266 pagesBuilding Serverless App PythonMatei Danut100% (3)