Download as ppt, pdf, or txt
You might also like
- Index: Study of Common Food Adulterants in Fat, Oil, Butter, Sugar, Turmeric Power, Chilli Powder and PepperDocument10 pagesIndex: Study of Common Food Adulterants in Fat, Oil, Butter, Sugar, Turmeric Power, Chilli Powder and PepperNm alihussain88% (65)
- Defect Catalogue - Galva .Document45 pagesDefect Catalogue - Galva .Suvro ChakrabortyNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- AM AlDocument14 pagesAM AlMahendra SukreNo ratings yet
- 9-Chapter - 17 - Thermal Processing of AlloysDocument31 pages9-Chapter - 17 - Thermal Processing of AlloysZain FarhanNo ratings yet
- Welding Processes and Technology: N. BabuDocument62 pagesWelding Processes and Technology: N. BabuKamal Jayaraj100% (1)
- Non Destructive TestingDocument62 pagesNon Destructive Testingjoescribd55No ratings yet
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDocument36 pagesMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNo ratings yet
- Materi Prosman 2Document198 pagesMateri Prosman 2Agil SetyawanNo ratings yet
- Non-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaDocument68 pagesNon-Ferrous Alloys: Dr. Indika de Silva Senior Lecturer Dept. of Materials Science & Engineering University of MoratuwaChandima K Priyamal100% (1)
- 11.titanium Bio-Metallic AlloysDocument21 pages11.titanium Bio-Metallic AlloysAniket SinghNo ratings yet
- Stainless SteelDocument34 pagesStainless SteelMohammed HilalNo ratings yet
- Welding Processes and TechnologyDocument62 pagesWelding Processes and Technologyashishkumar2911No ratings yet
- Melting PracticeDocument12 pagesMelting PracticeJaya Ram MNo ratings yet
- Name: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009Document30 pagesName: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009naseema shaikNo ratings yet
- Metal Alloys Application and ProcessingDocument57 pagesMetal Alloys Application and ProcessingtbmariNo ratings yet
- IE 121 Metal: Asst. Prof. Dr. Oratai JongprateepDocument61 pagesIE 121 Metal: Asst. Prof. Dr. Oratai JongprateepAmaluddinNo ratings yet
- This Presentation Provided To You By:: AmericaDocument31 pagesThis Presentation Provided To You By:: AmericaAmanSharmaNo ratings yet
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDocument24 pagesMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiNo ratings yet
- Titanium and Titanium AlloysDocument24 pagesTitanium and Titanium AlloysGuilherme FranzoiNo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Aluminium and Its Alloys: EF420 Lecture 11 John TaylorDocument48 pagesAluminium and Its Alloys: EF420 Lecture 11 John TaylorzorazhrNo ratings yet
- Reducing Die Soldering in Die Casting - NADCADocument33 pagesReducing Die Soldering in Die Casting - NADCAAntonio MagañaNo ratings yet
- Lab 10 Ti, MG, AlDocument24 pagesLab 10 Ti, MG, Alegesenturk2000No ratings yet
- AM TiDocument10 pagesAM TiMahendra SukreNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- Carbon and Alloy Steels: - All of These Steels Are Alloys of Fe and CDocument42 pagesCarbon and Alloy Steels: - All of These Steels Are Alloys of Fe and CShashank SaxenaNo ratings yet
- Materials For Engineering 16 - AluminumDocument15 pagesMaterials For Engineering 16 - AluminumKris WilochNo ratings yet
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
- CH 14 CarbonandAlloySteelsDocument42 pagesCH 14 CarbonandAlloySteelsdarwin_hua100% (1)
- ShajuDocument49 pagesShajuArunprasad MurugesanNo ratings yet
- Welding Defects: BY BYDocument63 pagesWelding Defects: BY BYSurendra KamalNo ratings yet
- Welding Metallurgy of Stainless SteelsDocument72 pagesWelding Metallurgy of Stainless SteelsMahendra SukreNo ratings yet
- AM of Ni-Base SuperalloysDocument31 pagesAM of Ni-Base SuperalloysMahendra SukreNo ratings yet
- Pertemuan Steel and Steel AlloyDocument43 pagesPertemuan Steel and Steel AlloyAmran WiratmaNo ratings yet
- Classification of Steel & Alloy SteelsDocument39 pagesClassification of Steel & Alloy SteelsNetaa sachinNo ratings yet
- Part 4 Nonferrous AlloysDocument23 pagesPart 4 Nonferrous AlloysAhmed awwadNo ratings yet
- Superalloy 170319190247Document36 pagesSuperalloy 170319190247AliNo ratings yet
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocument32 pagesSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamNo ratings yet
- 5-b - Carbon and Alloy SteelsDocument43 pages5-b - Carbon and Alloy SteelszzirapovNo ratings yet
- Welding of AluminiumDocument68 pagesWelding of Aluminiums_m_taheriNo ratings yet
- Materials For Engineering 12 - Ferritic Stainless SteelDocument14 pagesMaterials For Engineering 12 - Ferritic Stainless SteelKris WilochNo ratings yet
- WM Weldability TestingDocument38 pagesWM Weldability Testinguma maheswari jNo ratings yet
- Steel: Stones Bricks Cement ConcreteDocument46 pagesSteel: Stones Bricks Cement ConcreteKaushik RNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- Basic MetallurgyDocument55 pagesBasic MetallurgyTina Miller100% (2)
- VJTI Presentation DR PawadeDocument67 pagesVJTI Presentation DR PawadeDIPAK VINAYAK SHIRBHATENo ratings yet
- 4 Ferrous MetalsDocument36 pages4 Ferrous MetalsAnusha NoorNo ratings yet
- Properties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsDocument30 pagesProperties and Comparisons of Commonly Specified Coatings: Zinc/Zinc-Alloy, Copper/Alloys, and Some Precious MetalsstingdotNo ratings yet
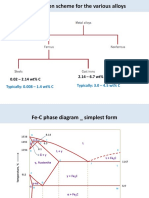
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocument19 pagesClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesNo ratings yet
- Titanium Alloys and Its PropertiesDocument26 pagesTitanium Alloys and Its PropertiesAnand Prabhu100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Practical Metal Plate Work - With Numerous Engravings and DiagramsFrom EverandPractical Metal Plate Work - With Numerous Engravings and DiagramsRating: 5 out of 5 stars5/5 (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- High Temperature Corrosion: Fundamentals and EngineeringFrom EverandHigh Temperature Corrosion: Fundamentals and EngineeringNo ratings yet
- RajeshDocument2 pagesRajeshBaraneedharanNo ratings yet
- Maldives Package (Basic)Document2 pagesMaldives Package (Basic)BaraneedharanNo ratings yet
- 5413-Rgml-Eg-Dwg-40525 (02) CL 2 & 3 Weld Map For Intermediate PlateformDocument3 pages5413-Rgml-Eg-Dwg-40525 (02) CL 2 & 3 Weld Map For Intermediate PlateformBaraneedharanNo ratings yet
- Ahalia HospitalDocument3 pagesAhalia HospitalBaraneedharanNo ratings yet
- 2.23 Destructive Testing of Materials 3Document41 pages2.23 Destructive Testing of Materials 3BaraneedharanNo ratings yet
- Schedule TP11Document1 pageSchedule TP11BaraneedharanNo ratings yet
- CV-DNV Format - SelvaDocument5 pagesCV-DNV Format - SelvaBaraneedharanNo ratings yet
- VACANCYDocument2 pagesVACANCYBaraneedharanNo ratings yet
- Welding Machine & Oven Sample RfiDocument24 pagesWelding Machine & Oven Sample RfiBaraneedharanNo ratings yet
- Baraneedharan Raju CV UpdatedDocument7 pagesBaraneedharan Raju CV UpdatedBaraneedharanNo ratings yet
- CV and Certificates Single PDF (12-3-23) - 8-36-3Document1 pageCV and Certificates Single PDF (12-3-23) - 8-36-3BaraneedharanNo ratings yet
- CV - Ravindra Jivani - SAUDI ARAMCO APPROVED INSPECTOR & QA QC Welding Inspector (CSWIP 3.1 Level 2) - Inspection Engineer - pdf-7Document8 pagesCV - Ravindra Jivani - SAUDI ARAMCO APPROVED INSPECTOR & QA QC Welding Inspector (CSWIP 3.1 Level 2) - Inspection Engineer - pdf-7BaraneedharanNo ratings yet
- CV-DNV Format - Selva KumarDocument31 pagesCV-DNV Format - Selva KumarBaraneedharanNo ratings yet
- To Us.: Our Charges Are Moderately Fixed As Rs. 800/-Per Room Per NightDocument2 pagesTo Us.: Our Charges Are Moderately Fixed As Rs. 800/-Per Room Per NightBaraneedharanNo ratings yet
- QC MAGUDESH CV Updated 28-03-2023Document4 pagesQC MAGUDESH CV Updated 28-03-2023BaraneedharanNo ratings yet
- CV and Certificates Single PDF (12-3-23) - 8-36-6-29Document24 pagesCV and Certificates Single PDF (12-3-23) - 8-36-6-29BaraneedharanNo ratings yet
- Curriculum Vitae: S.Mullainathan MOB: 8524896757Document2 pagesCurriculum Vitae: S.Mullainathan MOB: 8524896757BaraneedharanNo ratings yet
- Magnetic Particle Test Reports-: Temporary Attachment Removal Area Sub Assembly-01Document6 pagesMagnetic Particle Test Reports-: Temporary Attachment Removal Area Sub Assembly-01BaraneedharanNo ratings yet
- Cover page-MT LaminationDocument1 pageCover page-MT LaminationBaraneedharanNo ratings yet
- 1234Document1 page1234BaraneedharanNo ratings yet
- Brain Computer InterfacesDocument4 pagesBrain Computer InterfacesDavidNo ratings yet
- Flatland Lets Think About ItDocument6 pagesFlatland Lets Think About Itpj_lastkissNo ratings yet
- Purgador Parker v200Document15 pagesPurgador Parker v200David Fabian Rodriguez AlvarezNo ratings yet
- Statistical PackagesDocument18 pagesStatistical Packagesannie naeemNo ratings yet
- Advanced GrammarDocument73 pagesAdvanced GrammarBehnam iziNo ratings yet
- Asian33 112009Document40 pagesAsian33 112009irmuhidinNo ratings yet
- 2 1 Fg8jglt Eep Final (PM)Document1 page2 1 Fg8jglt Eep Final (PM)hyde2520015754No ratings yet
- Saba Banana Production Guide PDFDocument3 pagesSaba Banana Production Guide PDFDavao Region Agriculture CooperativeNo ratings yet
- Four Quadrant OperationDocument6 pagesFour Quadrant OperationMohammed OvaizNo ratings yet
- To Calculate Monetary Saving by Changing Ex-Works Vendors From OM Logistics To Free Delivery Through Alternate TransporterDocument53 pagesTo Calculate Monetary Saving by Changing Ex-Works Vendors From OM Logistics To Free Delivery Through Alternate TransporterpeednaskNo ratings yet
- Lenovo Ideapad Y700-14ISK: User GuideDocument32 pagesLenovo Ideapad Y700-14ISK: User GuideRudi B. RosidiNo ratings yet
- EgyptDocument5 pagesEgyptLorenz Jedd GuañizoNo ratings yet
- To Be Head Over All Things To The Church,: Ephesians 1 17-23 - 17Document4 pagesTo Be Head Over All Things To The Church,: Ephesians 1 17-23 - 17Niyi FunminiyiNo ratings yet
- Chemostat Recycle (Autosaved)Document36 pagesChemostat Recycle (Autosaved)Zeny Naranjo0% (1)
- Report Project 2Document12 pagesReport Project 2Fiq IFTNo ratings yet
- Successful BreastfeedingDocument22 pagesSuccessful BreastfeedingAnonymous QBm9WoHspNo ratings yet
- QA SNT Amdt 1Document2 pagesQA SNT Amdt 1raj2404No ratings yet
- House Riddles (1) - EasyDocument3 pagesHouse Riddles (1) - EasyMiyasar AzatbaevaNo ratings yet
- Descargo Documental BL 400Document13 pagesDescargo Documental BL 400marco mezaNo ratings yet
- MSM R19 - Unit-2Document28 pagesMSM R19 - Unit-2Madheswaran DharmapuriNo ratings yet
- The Montessori MethodDocument183 pagesThe Montessori MethodMaur MaccNo ratings yet
- 20-Appendices PeriodicitySchedule Bright FuturesDocument1 page20-Appendices PeriodicitySchedule Bright FuturesdrjohnckimNo ratings yet
- Particle SizeDocument2 pagesParticle SizeAce Glen GarciaNo ratings yet
- Motion in 1 D Jee Main LevelDocument7 pagesMotion in 1 D Jee Main LevelShashwat KhuranaNo ratings yet
- LabVentMgmt RPDocument100 pagesLabVentMgmt RPGanesh.MahendraNo ratings yet
- Automotive Servicing NC I CG - Spideylab - Com - 2017Document45 pagesAutomotive Servicing NC I CG - Spideylab - Com - 2017Cristy Pearl S. GarciaNo ratings yet
- Physical Sciences P1 Feb March 2018 EngDocument20 pagesPhysical Sciences P1 Feb March 2018 EngKoketso LetswaloNo ratings yet
- Assignment 2 2019Document1 pageAssignment 2 2019Nurul Aqilah Mohd NasirNo ratings yet