Download as pptx, pdf, or txt
You might also like
- Metal Casting ProcessesDocument61 pagesMetal Casting ProcessesBinyam HabtamuNo ratings yet
- Chapter 2 Casting: Manufacturing ProcessesDocument52 pagesChapter 2 Casting: Manufacturing ProcessesnunuNo ratings yet
- Lec 1 & 2Document43 pagesLec 1 & 2Omar AssalNo ratings yet
- Metal Casting: Compiled By: Norliana Mohd AbbasDocument34 pagesMetal Casting: Compiled By: Norliana Mohd AbbasAziful AimanNo ratings yet
- Chapter 4 CastingDocument90 pagesChapter 4 CastingA TalkNo ratings yet
- Casting LecDocument60 pagesCasting Lecshahid_ahmed_28No ratings yet
- Chapter Two CastingDocument64 pagesChapter Two CastingahmadNo ratings yet
- Metalcastingprocess 110925103638 Phpapp02 PDFDocument51 pagesMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNo ratings yet
- Manufacturing Process 1 (Casting Processes (B.eng) - 10092014Document129 pagesManufacturing Process 1 (Casting Processes (B.eng) - 10092014bananaNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Manufacturing Processes Ch.4 (10 and 11) CastingDocument143 pagesManufacturing Processes Ch.4 (10 and 11) Castingashoku24007No ratings yet
- MP - Module 1 - Casting ProcessesDocument108 pagesMP - Module 1 - Casting ProcessesrohanNo ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- Enme 331-Fundamentals of CastingDocument48 pagesEnme 331-Fundamentals of CastingAhmed AbdulrhmanNo ratings yet
- Fundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingDocument32 pagesFundamentals of Metal Casting: 1. Overview of Casting Technology 2. Heating and Pouring 3. Solidification and CoolingAkash GuptaNo ratings yet
- CastingDocument20 pagesCastingCHANDRAJEET AMARNo ratings yet
- KM2833 Casting 2-20191126032855Document38 pagesKM2833 Casting 2-20191126032855SajjadNo ratings yet
- Chap # 02, CastingDocument57 pagesChap # 02, CastingHassanMahmoodNo ratings yet
- Metal Fabrication TechniquesDocument29 pagesMetal Fabrication TechniquesAnn NavarroNo ratings yet
- Special CastingDocument46 pagesSpecial CastingJith Viswa100% (1)
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- MP-I-Lecture No. 15-16Document27 pagesMP-I-Lecture No. 15-16Osaid AhmadNo ratings yet
- Casting - Part A sp24Document30 pagesCasting - Part A sp24hassanturkey135No ratings yet
- Casting: Mahmud Khan Assistant Professor Dept. of IPE DUET, GazipurDocument14 pagesCasting: Mahmud Khan Assistant Professor Dept. of IPE DUET, GazipurJahid JoyNo ratings yet
- Casting PresentationDocument111 pagesCasting Presentationprabas banerjeeNo ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument35 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4No ratings yet
- Casting Process PDFDocument36 pagesCasting Process PDFArip Budi100% (1)
- Slush CastingDocument20 pagesSlush Castingamt938100% (1)
- Casting Process IIDocument35 pagesCasting Process IIChirag TaterNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument50 pagesCHAPTER 11 Metal Casting Processمحمد القدومي100% (1)
- Unit I Foundry AllDocument58 pagesUnit I Foundry AllvelavansuNo ratings yet
- Foundary or CastingDocument88 pagesFoundary or CastingThulasi RamNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- FoundryDocument75 pagesFoundryRiddhi JainNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- Casting IntroDocument94 pagesCasting IntroJith ViswaNo ratings yet
- Special CastingDocument18 pagesSpecial CastingGoutham ReddyNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting IM Kafeel KhanNo ratings yet
- Foundry TechnologyDocument16 pagesFoundry Technologynikhil110705No ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- S Adian ASD20BVPD001 4 Sem: Acharya InstituteDocument56 pagesS Adian ASD20BVPD001 4 Sem: Acharya InstituteAdian SivaNo ratings yet
- Manufacturing Process: Lecture - 13Document11 pagesManufacturing Process: Lecture - 13PRADIPAN DEYNo ratings yet
- It Is ConsiderationDocument17 pagesIt Is ConsiderationTulasabai JaiswalNo ratings yet
- Casting ProcessDocument53 pagesCasting ProcessSenthilKumar SubramanianNo ratings yet
- Casting DetailsDocument8 pagesCasting DetailsudayraochNo ratings yet
- 1st Class 13.01.2020Document18 pages1st Class 13.01.2020EDISON OCHIENGNo ratings yet
- Metallic Materials Casting and Sintering ProcessesDocument23 pagesMetallic Materials Casting and Sintering ProcessesgayeNo ratings yet
- CHAPTER 11 Metal Casting ProcessDocument47 pagesCHAPTER 11 Metal Casting Processabd altwierNo ratings yet
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- Metal CastingDocument6 pagesMetal CastingWesam abo HalimehNo ratings yet
- Casting ProcessDocument50 pagesCasting ProcessPankajNo ratings yet
- Casting ProcessesDocument48 pagesCasting ProcessessumikannuNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Color Atlas Basic Technique for Metal Ceramics: An Introduction to Ceramic TechniqueFrom EverandColor Atlas Basic Technique for Metal Ceramics: An Introduction to Ceramic TechniqueNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Chapter Two - Boundary Layer ConceptDocument71 pagesChapter Two - Boundary Layer Conceptdagimawgchew777No ratings yet
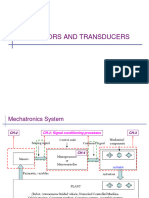
- CH-4 Signal Conditioning and Conversion1Document31 pagesCH-4 Signal Conditioning and Conversion1dagimawgchew777No ratings yet
- CH-2 SensorsDocument55 pagesCH-2 Sensorsdagimawgchew777No ratings yet
- Chapter 5 Metal Joinig ProcessesDocument88 pagesChapter 5 Metal Joinig Processesdagimawgchew777No ratings yet
- Chapter 1 Introduction To Manufacturing Eng'gDocument10 pagesChapter 1 Introduction To Manufacturing Eng'gdagimawgchew777No ratings yet
- Macine Element I Worksheet For Final ExamDocument4 pagesMacine Element I Worksheet For Final Examdagimawgchew777No ratings yet
- MechaDocument17 pagesMechadagimawgchew777No ratings yet
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinNo ratings yet
- H2 Physics 9749 - Notes For All Chapters A4 SGexams VerDocument159 pagesH2 Physics 9749 - Notes For All Chapters A4 SGexams VerKokila MadhubhashiniNo ratings yet
- June 2016 (IAL) MS - Unit 1 Edexcel Physics A-LevelDocument12 pagesJune 2016 (IAL) MS - Unit 1 Edexcel Physics A-LevelDaianna PeirisNo ratings yet
- IGCSE Chemistry (0620) Paper 2: Topical Past Paper Questions WorkbookDocument607 pagesIGCSE Chemistry (0620) Paper 2: Topical Past Paper Questions Workbookzhuo shang100% (3)
- Vidthiya M FSN 105Document25 pagesVidthiya M FSN 105SELVI ANo ratings yet
- Lesson Plan-Lab 1Document2 pagesLesson Plan-Lab 1api-299663957No ratings yet
- Worksheet On RefractionDocument1 pageWorksheet On RefractionMariam SturgessNo ratings yet
- 3 Thick CylindersDocument21 pages3 Thick CylindersMalay ShahNo ratings yet
- Wades RuleDocument20 pagesWades RuleRajeev Chand Nishad63% (8)
- Diesel, Gas Turbine, and Combied Cycle Power PlantDocument8 pagesDiesel, Gas Turbine, and Combied Cycle Power PlantMartinBalanagNo ratings yet
- PDF 06 433 Fm200 Design Service CompressDocument116 pagesPDF 06 433 Fm200 Design Service CompressMostafa DeshaNo ratings yet
- 13) Weblist of B.E. Sem-Viii (C Scheme) (Choice Based) & Sem-Viii (Choic Based) - 20.10.2023Document17 pages13) Weblist of B.E. Sem-Viii (C Scheme) (Choice Based) & Sem-Viii (Choic Based) - 20.10.2023kunal bhandeNo ratings yet
- Molecular Modeling of Macroscopic Phase Changes 1 - Liquid EvaporationDocument20 pagesMolecular Modeling of Macroscopic Phase Changes 1 - Liquid EvaporationHugo HernandezNo ratings yet
- CHEM 015 Chemistry For Engineers Worksheet 4 6Document7 pagesCHEM 015 Chemistry For Engineers Worksheet 4 6Ranah Pauolynne LintanNo ratings yet
- Unit 3 AssignmentDocument4 pagesUnit 3 Assignmentzia mooreNo ratings yet
- Scara Poster ProjectDocument1 pageScara Poster ProjectDEEP KATESHIYANo ratings yet
- Q5 Assignment MEC551Document7 pagesQ5 Assignment MEC551iqbal2609No ratings yet
- Brooks, 2012: ALTIS - Foundational CourseDocument5 pagesBrooks, 2012: ALTIS - Foundational Courseok okNo ratings yet
- Sikaflex 263Document2 pagesSikaflex 263Slamet Tri UsadhaNo ratings yet
- WAI Transpo BoschDocument28 pagesWAI Transpo Boschhuo sunNo ratings yet
- RNA Isolation ProtocolDocument4 pagesRNA Isolation ProtocolSannan TareenNo ratings yet
- Journal of Pharmacovigilance: Spray-Drying: An Emerging Technique For Pharmaceutical Product DevelopmentDocument2 pagesJournal of Pharmacovigilance: Spray-Drying: An Emerging Technique For Pharmaceutical Product DevelopmentCarolina FloresNo ratings yet
- Report and Proposal Lab EnvironmentDocument32 pagesReport and Proposal Lab EnvironmentLuqman HakimNo ratings yet
- Let It Die - Collectables and Material Farming Locations ListsDocument2 pagesLet It Die - Collectables and Material Farming Locations ListsDenis Azamfire0% (1)
- Ground Improvement EngineeringpreviewDocument62 pagesGround Improvement EngineeringpreviewZELALEM100% (1)
- Manual of Methods OF Analysis of Foods: Milk and Milk ProductsDocument197 pagesManual of Methods OF Analysis of Foods: Milk and Milk ProductsGajendra Singh Raghav100% (2)
- Chem Ass 3084357142010Document2 pagesChem Ass 3084357142010kidaneNo ratings yet
- HW 6 - PalmaMariaDaniela - CeramicsDocument8 pagesHW 6 - PalmaMariaDaniela - CeramicsMARIA DANIELA PALMA LOORNo ratings yet
- JominyDocument5 pagesJominyMahesh KhadeNo ratings yet
- Group IndustriesDocument43 pagesGroup IndustriesDevanathan ChinnasamyNo ratings yet