Download as pptx, pdf, or txt
You might also like
- VDA Volume 5 en Grafiken DownloadDocument31 pagesVDA Volume 5 en Grafiken Downloadedgarinho753642100% (1)
- Non Destructive Testing Procedure UT, RT, MT, PT (ASME)Document63 pagesNon Destructive Testing Procedure UT, RT, MT, PT (ASME)Irvan Maruli100% (2)
- The Company Project Kit KatDocument26 pagesThe Company Project Kit Katrb15891% (33)
- QAP General For Ref.Document2 pagesQAP General For Ref.AMIT SHAHNo ratings yet
- SPC MSA GuidelinesDocument28 pagesSPC MSA Guidelinesbill100% (2)
- Weekly 1/G1J06 OkDocument9 pagesWeekly 1/G1J06 OkWisnu Nugraha100% (1)
- EtsyBusinessModel PDFDocument1 pageEtsyBusinessModel PDFChâu TheSheep100% (1)
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Document13 pagesWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerNo ratings yet
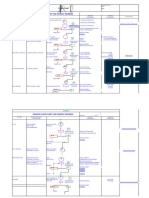
- Primary Member Process Flow ChartDocument3 pagesPrimary Member Process Flow Chartmadhu krishnaNo ratings yet
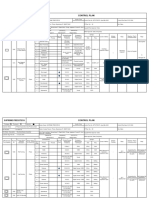
- 07 Control PlanDocument5 pages07 Control PlanManoharar RNo ratings yet
- PEB Shop Check ListDocument1 pagePEB Shop Check Listkiran m vNo ratings yet
- Setup & Inprocess Inspection Report Twin AnchorDocument13 pagesSetup & Inprocess Inspection Report Twin AnchorMURALIDHRANo ratings yet
- Potential Failure Mode and Effect Analysis (Process Fmea) : Opn - NoDocument1 pagePotential Failure Mode and Effect Analysis (Process Fmea) : Opn - Noprasad sapareNo ratings yet
- High Strain Dynamic Testing.Document10 pagesHigh Strain Dynamic Testing.Ghayas JawedNo ratings yet
- Control Plan: 3 1/4" Bore A-Series Side-Lug CapsDocument4 pagesControl Plan: 3 1/4" Bore A-Series Side-Lug CapsRavichandran D100% (1)
- Control (Quality) PlanDocument1 pageControl (Quality) PlanRabia ZulqarnainNo ratings yet
- Hardness Testing Rev 00Document8 pagesHardness Testing Rev 00muslim100% (1)
- 3-FDP-63-M-308-MT Lab-TotalDocument111 pages3-FDP-63-M-308-MT Lab-TotalvenkyNo ratings yet
- JJ FMEA SampleDocument6 pagesJJ FMEA SampleRahul YadavNo ratings yet
- 01.SOP - Center BezelDocument2 pages01.SOP - Center BezelRS MANIKANDANNo ratings yet
- Sustainable Palm Oil With PMMP: ABS & SAP Partnership Discussion 4-Nov'19Document28 pagesSustainable Palm Oil With PMMP: ABS & SAP Partnership Discussion 4-Nov'19Sourav KumarNo ratings yet
- DH - LaQshya Checklist Labour RoomCHATRA AUG2021Document16 pagesDH - LaQshya Checklist Labour RoomCHATRA AUG2021राजीव राजन100% (1)
- Vishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationDocument13 pagesVishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationAnonymous YptJ5iDNo ratings yet
- M-3312 CPDocument3 pagesM-3312 CPdaohonghanh94hpNo ratings yet
- CAPA Thread OutDocument80 pagesCAPA Thread OutRohtash fastnerNo ratings yet
- Problem Identification and Corective ActionDocument3 pagesProblem Identification and Corective ActionAnne CiamiezNo ratings yet
- Cao 2018Document31 pagesCao 2018zhangzz163No ratings yet
- Quality Control PlanDocument1 pageQuality Control PlanM. Pandu SetiawanNo ratings yet
- Controlplan enDocument1 pageControlplan enRaquel MungcalNo ratings yet
- Plan de Surveillance ExempleDocument2 pagesPlan de Surveillance ExempleAudrey GavaletNo ratings yet
- GRA2092 Projection Weld Nut EP WorkbookDocument69 pagesGRA2092 Projection Weld Nut EP WorkbookJOECOOL67No ratings yet
- Dmaic / 5 Why CM Format: Define 5 Why Analyze Improvement PlanDocument1 pageDmaic / 5 Why CM Format: Define 5 Why Analyze Improvement PlanRishi GautamNo ratings yet
- Action Plan SheetDocument8 pagesAction Plan SheetVikas KashyapNo ratings yet
- Hand Tools HIRADocument4 pagesHand Tools HIRAasanNo ratings yet
- SMI - BBSR - OPN - WI 02.01, Hardness, Conductivity & TC Hole InspectionDocument1 pageSMI - BBSR - OPN - WI 02.01, Hardness, Conductivity & TC Hole InspectionImmalatulhusnaNo ratings yet
- (BONDING CABLE-CONFINED SPACE ACTIVITYDocument4 pages(BONDING CABLE-CONFINED SPACE ACTIVITYborneocemerlangservicesNo ratings yet
- Control Plan: Process / Operation DescriptionDocument3 pagesControl Plan: Process / Operation DescriptionsharanNo ratings yet
- RCA FormatDocument293 pagesRCA FormatONMPlanning EngineerPT. GPOSKPSiteNo ratings yet
- Pfmea - SampleDocument30 pagesPfmea - SampleSACHIN KUMARNo ratings yet
- SOP FOR STIFFNESS Tester (09.6.17)Document2 pagesSOP FOR STIFFNESS Tester (09.6.17)Q ANo ratings yet
- 2023 PS MOR EHS Dashboard Report - Oct-23Document15 pages2023 PS MOR EHS Dashboard Report - Oct-23vinay kumarNo ratings yet
- UT Procedure NilgiriDocument16 pagesUT Procedure Nilgiriratna bomjanNo ratings yet
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingDocument4 pagesEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashNo ratings yet
- QA RoleDocument1 pageQA Rolehow2beliveNo ratings yet
- RA-PROD-013-GALLAF - Hotwork Marking, Cutting, Fit Up On The Rotator MachineDocument8 pagesRA-PROD-013-GALLAF - Hotwork Marking, Cutting, Fit Up On The Rotator MachineidrisNo ratings yet
- Sop SLVDocument15 pagesSop SLVSanjeet SudarshanNo ratings yet
- Supplier:Neel Metal Products Ltd. (Faridabad) : Process FmeaDocument1 pageSupplier:Neel Metal Products Ltd. (Faridabad) : Process FmearohitNo ratings yet
- Supplier:Neel Metal Products Ltd. (Faridabad) : Process FmeaDocument1 pageSupplier:Neel Metal Products Ltd. (Faridabad) : Process FmearohitNo ratings yet
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
- TRB ShootprocessDocument10 pagesTRB ShootprocessDian MeNo ratings yet
- WI-INP-12 Rev 00-B Ultrasonic ExaminationDocument15 pagesWI-INP-12 Rev 00-B Ultrasonic ExaminationsakthivelNo ratings yet
- Item 20 - SUBC USA Cust Evaluation Form (1) 4Document1 pageItem 20 - SUBC USA Cust Evaluation Form (1) 4Hosea CollinsNo ratings yet
- PQAPDocument1 pagePQAPMAngesh GadeNo ratings yet
- Control Plan FormatDocument1 pageControl Plan FormatMagesh WaranNo ratings yet
- Lembar 1Document1 pageLembar 1saepudin 40No ratings yet
- Control Plan - 22887306 - P03Document3 pagesControl Plan - 22887306 - P03ashishNo ratings yet
- Control Plan: Cervantes Chavez, Sanchez Hernandez, Espinoza Rodriguez, Torres MuñizDocument8 pagesControl Plan: Cervantes Chavez, Sanchez Hernandez, Espinoza Rodriguez, Torres MuñizLuis Guillermo Cervantes ChávezNo ratings yet
- B4E4Document3 pagesB4E4Himanshu MishraNo ratings yet
- Ohv Wheel Motor System and Part Cleanliness StandardDocument18 pagesOhv Wheel Motor System and Part Cleanliness StandardHimanshu MishraNo ratings yet
- Packing Procedure - 41C641160P1Document5 pagesPacking Procedure - 41C641160P1Himanshu MishraNo ratings yet
- Revision HistoryDocument20 pagesRevision HistoryHimanshu MishraNo ratings yet
- CQI and IRCA Online Exam Regulations v1 (Final)Document3 pagesCQI and IRCA Online Exam Regulations v1 (Final)Himanshu MishraNo ratings yet
- B7A13Document5 pagesB7A13Himanshu MishraNo ratings yet
- SOP MR PackagingDocument10 pagesSOP MR PackagingHimanshu MishraNo ratings yet
- BolDocument2 pagesBolHimanshu MishraNo ratings yet
- View Credit Card TransactionDocument1 pageView Credit Card TransactionHimanshu MishraNo ratings yet
- Hypoeutectoid Steel AISI 4150Document3 pagesHypoeutectoid Steel AISI 4150Himanshu MishraNo ratings yet
- Packing Procedure - 84C620815P1Document10 pagesPacking Procedure - 84C620815P1Himanshu MishraNo ratings yet
- Government of in IA: The Ge P)Document5 pagesGovernment of in IA: The Ge P)Himanshu MishraNo ratings yet
- Gear Grinding Technology PresentationDocument55 pagesGear Grinding Technology PresentationHimanshu MishraNo ratings yet
- Boarding Pass (PNQ-DEL)Document1 pageBoarding Pass (PNQ-DEL)Himanshu MishraNo ratings yet
- CRN7921954130Document3 pagesCRN7921954130Himanshu MishraNo ratings yet
- La Classic-Attibele, Hosur: Booking VoucherDocument1 pageLa Classic-Attibele, Hosur: Booking VoucherHimanshu MishraNo ratings yet
- Packing Procedure - 41C642390P1Document6 pagesPacking Procedure - 41C642390P1Himanshu MishraNo ratings yet
- Fa199726 20230516 075742Document42 pagesFa199726 20230516 075742Himanshu MishraNo ratings yet
- 013 1110 00 A4 0281 2Document1 page013 1110 00 A4 0281 2Himanshu MishraNo ratings yet
- Signing Date: 18/10/2023 04:25:31 SGT Signed By: Ds CWT India PVT LTD 2Document3 pagesSigning Date: 18/10/2023 04:25:31 SGT Signed By: Ds CWT India PVT LTD 2Himanshu MishraNo ratings yet
- DSQR - RaltechDocument10 pagesDSQR - RaltechHimanshu MishraNo ratings yet
- Torque Tightening Management - Rev 3.0Document30 pagesTorque Tightening Management - Rev 3.0Himanshu MishraNo ratings yet
- Ansox Industry: XXX S.S. Jadav A4 013 8100 00 XDocument1 pageAnsox Industry: XXX S.S. Jadav A4 013 8100 00 XHimanshu MishraNo ratings yet
- Mishra, Himanshu - Qualified Auditor - 2023-FebDocument1 pageMishra, Himanshu - Qualified Auditor - 2023-FebHimanshu MishraNo ratings yet
- HS CarrierDocument9 pagesHS CarrierHimanshu MishraNo ratings yet
- CRN7153868745Document4 pagesCRN7153868745Himanshu MishraNo ratings yet
- 5810Document2 pages5810Himanshu MishraNo ratings yet
- Ansox Industry Insert: XXX S.S Jadhav A4 013 7130 00 XDocument1 pageAnsox Industry Insert: XXX S.S Jadhav A4 013 7130 00 XHimanshu MishraNo ratings yet
- Designated Supplier Quality RepresentativeDocument8 pagesDesignated Supplier Quality RepresentativeHimanshu MishraNo ratings yet
- 09 08 2023 8,645.50 InrDocument1 page09 08 2023 8,645.50 InrHimanshu MishraNo ratings yet
- Utility CatalogDocument40 pagesUtility CatalogMilagros Mercedes Olmos CervantesNo ratings yet
- ISE II Sample Paper 4 (With Answers)Document13 pagesISE II Sample Paper 4 (With Answers)Marta Navarro LópezNo ratings yet
- Case Accounting - Air Asia BerhadDocument15 pagesCase Accounting - Air Asia BerhadWahyutri IndonesiaNo ratings yet
- Microcontroller For Embedded Systems RIC-651Document27 pagesMicrocontroller For Embedded Systems RIC-651এম.এস.এম রবিনNo ratings yet
- Case Study: Distributed Scrum Project For Dutch RailwaysDocument7 pagesCase Study: Distributed Scrum Project For Dutch RailwaysDark LordNo ratings yet
- Effectiveness of Tokyoguidelines 2018 in The Management of Acute Cholangitis and Acute CholecystitisDocument13 pagesEffectiveness of Tokyoguidelines 2018 in The Management of Acute Cholangitis and Acute CholecystitisIJAR JOURNALNo ratings yet
- 2006 T300 Body Builders ManualDocument76 pages2006 T300 Body Builders ManualСергей Орлов100% (1)
- Chapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaDocument8 pagesChapter 1, Unit 1, Pharmacy Practice, B Pharmacy 7th Sem, Carewell PharmaPranav SinghNo ratings yet
- Operating Instructions Accessories Component Parts DC Pro Demag Chain HoistsDocument144 pagesOperating Instructions Accessories Component Parts DC Pro Demag Chain HoistsAristideNo ratings yet
- History of SteelDocument79 pagesHistory of SteelChrissa100% (2)
- Genesys IDC SpotlightDocument5 pagesGenesys IDC SpotlightEdinson SanchezNo ratings yet
- BSSE FYP Project ProposalDocument10 pagesBSSE FYP Project Proposal20014198-085No ratings yet
- 2 - Picture Supported Writing Prompts - FEELINGS For SpEd or Autism UnitsDocument51 pages2 - Picture Supported Writing Prompts - FEELINGS For SpEd or Autism UnitsWake UpNo ratings yet
- MLA Formatting Practice: Lorem Ipsum Fake EssayDocument2 pagesMLA Formatting Practice: Lorem Ipsum Fake EssayIrisFordNo ratings yet
- Insurance Handbook 20103ghytrf PDFDocument205 pagesInsurance Handbook 20103ghytrf PDFHarshNo ratings yet
- Toyodenky vf64 PDFDocument131 pagesToyodenky vf64 PDFThuy Cun100% (1)
- Happiness Rats (STUDENT)Document2 pagesHappiness Rats (STUDENT)bieliqpl112No ratings yet
- The Politics of Chinese Media: Consensus and ContestationDocument232 pagesThe Politics of Chinese Media: Consensus and Contestation왓SABNo ratings yet
- Shahid Bhagat Singh Goregaon Creek ETH - 7000013070 - VolumeIDocument302 pagesShahid Bhagat Singh Goregaon Creek ETH - 7000013070 - VolumeImahesh sherkhaneNo ratings yet
- ZTE 5G Core Network Technology Trend White PaperDocument31 pagesZTE 5G Core Network Technology Trend White Paperlikamele100% (1)
- Lemon BatteryDocument6 pagesLemon BatteryMohammed AsifNo ratings yet
- University of Zakho College of Engineering Petroleum DepartmentDocument8 pagesUniversity of Zakho College of Engineering Petroleum DepartmentNazeer AlyasNo ratings yet
- JEDI 80 RD 1T Photo Tour - Chen Pei JunDocument35 pagesJEDI 80 RD 1T Photo Tour - Chen Pei Junbruce huNo ratings yet
- Cac de Luyen ThiDocument20 pagesCac de Luyen ThiNguyen lyNo ratings yet
- Nestle Vision MissionDocument1 pageNestle Vision MissionTrung Quân Trần0% (1)
- BROC MP0 MP0R 902-010 en PDFDocument8 pagesBROC MP0 MP0R 902-010 en PDFJesus De la RosaNo ratings yet
- Benítez Et Al 2012Document7 pagesBenítez Et Al 2012Gladys González GonzálezNo ratings yet
- 6.stored Functions (Main Notes)Document5 pages6.stored Functions (Main Notes)Lakshman KumarNo ratings yet