Download as ppt, pdf, or txt
You might also like
- Varco TDS-4S & TDS-4H Top Drive Pocket GuideDocument21 pagesVarco TDS-4S & TDS-4H Top Drive Pocket GuideMuhammad SaiedNo ratings yet
- 1 Trent 1000 - Pocket GuideDocument57 pages1 Trent 1000 - Pocket GuideJuan Lozano100% (3)
- Mitsubishi Electric Ecodan R32 Air To Water Heat Pumps Info 2020 ENG PDFDocument422 pagesMitsubishi Electric Ecodan R32 Air To Water Heat Pumps Info 2020 ENG PDFMarkoNo ratings yet
- Statement Ofpurpose ManavDocument2 pagesStatement Ofpurpose ManavSabyasachiShivkumarNo ratings yet
- HydraulicsDocument69 pagesHydraulicsRamesh SahniNo ratings yet
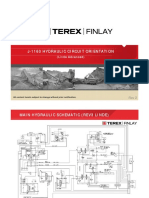
- 1160 Hydraulic Circuit Orientation Linde Advanced - REV02 - 20100709Document41 pages1160 Hydraulic Circuit Orientation Linde Advanced - REV02 - 20100709Nikolay KuznetsovNo ratings yet
- Linear CylindersDocument36 pagesLinear CylindersNHI_DKNo ratings yet
- Torque Converter TransmissionDocument36 pagesTorque Converter Transmissionparkelj.letaliskaNo ratings yet
- HEIMANN Proportional ValvesDocument60 pagesHEIMANN Proportional ValvesJuan gabriel yamoca roncerosNo ratings yet
- Power Park Machine: Handover Check List For Hydraulic Rig H300 MachineDocument5 pagesPower Park Machine: Handover Check List For Hydraulic Rig H300 MachineCarrasco AngelsNo ratings yet
- (D) CT Reel ct04-LMDocument41 pages(D) CT Reel ct04-LMMohammed Anis FortasNo ratings yet
- High Pressure EquipmentDocument38 pagesHigh Pressure EquipmentAdhie WaelacxhNo ratings yet
- Helac Basket Rotator L20 ManualDocument24 pagesHelac Basket Rotator L20 ManualStuart Sainsbury100% (1)
- Hanbell Spec Sheet RC2-200BDocument1 pageHanbell Spec Sheet RC2-200BMuhammadAsim100% (1)
- 10 Trent 1000-Pocket Guide - Package C A6 SizeDocument57 pages10 Trent 1000-Pocket Guide - Package C A6 SizeHamid ChaffaiNo ratings yet
- Chapter 12: Proportional Directional Control: ObjectivesDocument12 pagesChapter 12: Proportional Directional Control: ObjectivesSangmin KimNo ratings yet
- Industrial Valves BrochureDocument24 pagesIndustrial Valves BrochureCleiton MonicoNo ratings yet
- Phorovist 200 Instruction Manual ENDocument28 pagesPhorovist 200 Instruction Manual ENTerrence JonesNo ratings yet
- Lamborghini Diablo Engine Parts ManualDocument40 pagesLamborghini Diablo Engine Parts ManualAndrei Huţanu100% (1)
- ProductOverview 2023 EN-33Document1 pageProductOverview 2023 EN-33Ismail AliNo ratings yet
- LMV Operation Parts Manual 230918 132746Document84 pagesLMV Operation Parts Manual 230918 132746jvargasNo ratings yet
- SM Bit Cla As Quadrant 2200 RCDocument11 pagesSM Bit Cla As Quadrant 2200 RCManuals CE & AgNo ratings yet
- FTC5 Databook PDFDocument340 pagesFTC5 Databook PDFГеорги ИлиевNo ratings yet
- M02 T05 03 Hydracrowd Final PDFDocument30 pagesM02 T05 03 Hydracrowd Final PDFWaldir Jhon GonzalezNo ratings yet
- HPS PresentationDocument45 pagesHPS Presentationmaleta roja6No ratings yet
- 6L80 6L90 KWIK Reference GuideDocument8 pages6L80 6L90 KWIK Reference Guidesalvador021866No ratings yet
- Cylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsDocument29 pagesCylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsTushar PatilNo ratings yet
- Universal Joints and Propeller Shaft: Section XIIDocument11 pagesUniversal Joints and Propeller Shaft: Section XIIfrankhil ramosNo ratings yet
- Pumps Engines Vibrations 26.07.2017Document81 pagesPumps Engines Vibrations 26.07.2017Aviral UpadhyayNo ratings yet
- TD BI Crane Maintenance Book1Document9 pagesTD BI Crane Maintenance Book1Sherwin Delfin CincoNo ratings yet
- BSR Vs SR Coversion Guide FINAL PDFDocument39 pagesBSR Vs SR Coversion Guide FINAL PDFtvassilopoulosNo ratings yet
- Re10095 2021-11-24 AZPSDocument40 pagesRe10095 2021-11-24 AZPSRafał RogalNo ratings yet
- Sectional ValvesDocument107 pagesSectional Valveswalk111No ratings yet
- Cylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsDocument29 pagesCylinder Types:: Single Acting: Double Acting Piston: Work Is Done in Both DirectionsAyman HussienNo ratings yet
- Kinetrol Actuators and Add-On Control Units: AbbreviationsDocument6 pagesKinetrol Actuators and Add-On Control Units: Abbreviationszytura2019No ratings yet
- 28 - 09 Dalog Report Shurovo Flender KMPP 601 2012.06.18Document25 pages28 - 09 Dalog Report Shurovo Flender KMPP 601 2012.06.18Camilo CamposNo ratings yet
- E02137K Datasheet PDFDocument8 pagesE02137K Datasheet PDFMarran AlmarraniNo ratings yet
- SR150C Rotary Drilling Rig Service Manual-Hydraulic System (Upper Carriage)Document40 pagesSR150C Rotary Drilling Rig Service Manual-Hydraulic System (Upper Carriage)Rizal Abi100% (1)
- Canaflex Parker AdaptersDocument84 pagesCanaflex Parker Adapterspsh37847624 psh37847624No ratings yet
- Variable Displacement Axial Piston Pump Type V30D: Product DocumentationDocument60 pagesVariable Displacement Axial Piston Pump Type V30D: Product DocumentationJoão Lucas SIlvaNo ratings yet
- FMM Pump Lecture 2022 23Document25 pagesFMM Pump Lecture 2022 23LolmaoNo ratings yet
- 01 Variable PumpDocument8 pages01 Variable PumpRIAN NOFENDRINo ratings yet
- WEBDS062 CodesDocument1 pageWEBDS062 Codeswega deNo ratings yet
- Plano Hdraulico 12kDocument22 pagesPlano Hdraulico 12kJahir Cotrina ChotonNo ratings yet
- Balluff CylinderDocument52 pagesBalluff CylindertomasNo ratings yet
- L555D AL346V Lathe 11-1-16Document81 pagesL555D AL346V Lathe 11-1-16Ghodke ParmeshwarNo ratings yet
- RE 2 - M222CIL MPT PM LSP 3001 - Rev B1 PDFDocument6 pagesRE 2 - M222CIL MPT PM LSP 3001 - Rev B1 PDFsumit kumarNo ratings yet
- Buyer: OwnerDocument27 pagesBuyer: OwnerDaniel TostaNo ratings yet
- Wiper and WasherDocument31 pagesWiper and WasherMirceaNo ratings yet
- MS DD 3000 HSE FRM 0029 - MEWP - Inspection - ChecklistDocument1 pageMS DD 3000 HSE FRM 0029 - MEWP - Inspection - ChecklistcrystinNo ratings yet
- CS - Serie - Shadi Catalog For Shear - 2020Document29 pagesCS - Serie - Shadi Catalog For Shear - 2020Frances C. NgNo ratings yet
- Pressure Sequence Valve, Direct Operated: Replaces: 02.03Document8 pagesPressure Sequence Valve, Direct Operated: Replaces: 02.03André NicoliniNo ratings yet
- Francis TurbineDocument34 pagesFrancis TurbinevishalNo ratings yet
- Variable Displacement Pump A10VSO: RE 92 712/02.94 1/16 Replaces: 01.91Document16 pagesVariable Displacement Pump A10VSO: RE 92 712/02.94 1/16 Replaces: 01.91Andie KesumaNo ratings yet
- Bitzer CSH Series To Fusheng BSR SeriesDocument39 pagesBitzer CSH Series To Fusheng BSR SeriesLiviu Popa100% (2)
- MasoneilanDocument20 pagesMasoneilanJohn MarshalNo ratings yet
- Beaker Installation.: Hydraulic Circuit For BreakerDocument7 pagesBeaker Installation.: Hydraulic Circuit For BreakerMasterrNo ratings yet
- Rock Drill Sandvik 311Document192 pagesRock Drill Sandvik 311marco antonio resendiz meloNo ratings yet
- 21mpa Standard Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders With Proximity SwitchDocument15 pages21mpa Standard Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders 21mpa Compact Type Hydraulic Cylinders With Proximity SwitchdolensiallaganNo ratings yet
- ROT Rotary Control Valves OverviewDocument8 pagesROT Rotary Control Valves OverviewPatricio AcuñaNo ratings yet
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- ECRA Technology Papers 2022Document217 pagesECRA Technology Papers 2022Fran jimenezNo ratings yet
- Identification of Critical Success Factors For TotDocument15 pagesIdentification of Critical Success Factors For TotFran jimenezNo ratings yet
- Artificial Intelligence Helps Cut Emissions and Costs in Cement PlantsDocument3 pagesArtificial Intelligence Helps Cut Emissions and Costs in Cement PlantsFran jimenezNo ratings yet
- The Future of Maintenance INDUSTRY 4.0Document7 pagesThe Future of Maintenance INDUSTRY 4.0Fran jimenezNo ratings yet
- Digitalization in Maintenance PDFDocument22 pagesDigitalization in Maintenance PDFFran jimenezNo ratings yet
- Calcining ZoneDocument14 pagesCalcining ZoneFran jimenezNo ratings yet
- Manufacturing Operational Intelligence Ge DigitalDocument10 pagesManufacturing Operational Intelligence Ge DigitalFran jimenezNo ratings yet
- Curva P-F AladonDocument4 pagesCurva P-F AladonFran jimenezNo ratings yet
- 3 Keys To Getting A Preventive Maintenance Program Back Under ControlDocument4 pages3 Keys To Getting A Preventive Maintenance Program Back Under ControlFran jimenezNo ratings yet
- Ball Charge Design and ManagementDocument36 pagesBall Charge Design and ManagementFran jimenez100% (1)
- 1 s2.0 S2212827121011872 MainDocument6 pages1 s2.0 S2212827121011872 MainFran jimenezNo ratings yet
- Ventilacion Molienda de BolasDocument26 pagesVentilacion Molienda de BolasFran jimenezNo ratings yet
- Ball Mill Internals: GRINDING I - Training SessionDocument31 pagesBall Mill Internals: GRINDING I - Training SessionFran jimenezNo ratings yet
- Setting The Stage For LearningDocument27 pagesSetting The Stage For LearningFran jimenezNo ratings yet
- Ball Mill Dynamics: GRINDING I - Training SessionDocument45 pagesBall Mill Dynamics: GRINDING I - Training SessionFran jimenezNo ratings yet
- Ball Mill GrindingDocument78 pagesBall Mill GrindingFran jimenezNo ratings yet
- Fundamentals On Grinding Workshops: GRINDING I - Training SessionDocument43 pagesFundamentals On Grinding Workshops: GRINDING I - Training SessionFran jimenezNo ratings yet
- 2011 - Building Performance Session Overview - Mex LAFARGEDocument4 pages2011 - Building Performance Session Overview - Mex LAFARGEFran jimenezNo ratings yet
- 2011 - Building Performance Session Overview - MexDocument4 pages2011 - Building Performance Session Overview - MexFran jimenezNo ratings yet
- Is Mining Ready For Prescriptive Maintenance - Mining Magazine July 2020Document3 pagesIs Mining Ready For Prescriptive Maintenance - Mining Magazine July 2020Fran jimenezNo ratings yet
- Improving Cement Production Through Artificial IntelligenceDocument2 pagesImproving Cement Production Through Artificial IntelligenceFran jimenez100% (1)
- A TEC Presentation, About A TECDocument38 pagesA TEC Presentation, About A TECFran jimenez100% (1)
- Utd Project Management 2 0 by Andrew FilevDocument28 pagesUtd Project Management 2 0 by Andrew FilevFran jimenezNo ratings yet
- Sec Testing KaneDocument100 pagesSec Testing KaneFran jimenezNo ratings yet
- Preparing The Dig in MP - ESDocument10 pagesPreparing The Dig in MP - ESFran jimenezNo ratings yet
- Flow Chart TemplateDocument1 pageFlow Chart TemplateFran jimenezNo ratings yet
- Control ChartDocument3 pagesControl ChartFran jimenez0% (1)
- Control ChartDocument3 pagesControl ChartFran jimenezNo ratings yet
- SPE Optimization of Well Performance by Use of A Semi Permanent Dynamic Desander Ted Brueren Statoil1Document30 pagesSPE Optimization of Well Performance by Use of A Semi Permanent Dynamic Desander Ted Brueren Statoil1Tg TarroNo ratings yet
- Nuevo Catalog MANN Filtros SepradoresDocument100 pagesNuevo Catalog MANN Filtros SepradoresAnonymous 6VCG1YRdNo ratings yet
- Kings Coppice - Flakt Woods - BACnet PointsDocument1 pageKings Coppice - Flakt Woods - BACnet Pointstonyhogg72No ratings yet
- Furnace DesignDocument19 pagesFurnace DesignAli RazaNo ratings yet
- Piping Minimum Required Wall ThicknessDocument8 pagesPiping Minimum Required Wall ThicknessFadzil YahyaNo ratings yet
- Control Valves Sizing HandbookDocument28 pagesControl Valves Sizing Handbookakamalapuri388100% (1)
- Experimental and Numerical Studies On Aerodynamic Control of NACA 4418 Airfoil With A Rotating CylinderDocument9 pagesExperimental and Numerical Studies On Aerodynamic Control of NACA 4418 Airfoil With A Rotating CylinderDiptoNo ratings yet
- 2 TDH Pump SizingDocument56 pages2 TDH Pump SizingAli AliNo ratings yet
- HW01 SolDocument11 pagesHW01 Solthehighlife1080100% (1)
- Processes: Numerical Study On Separation Performance of Cyclone Flue Used in Grate Waste IncineratorDocument15 pagesProcesses: Numerical Study On Separation Performance of Cyclone Flue Used in Grate Waste IncineratorAyman RiyadhNo ratings yet
- Heat Exchanger Specification Sheet Us Units: C:/Htri/Xchangersuite5/Samples/Xist - Shellsinseries - HtriDocument1 pageHeat Exchanger Specification Sheet Us Units: C:/Htri/Xchangersuite5/Samples/Xist - Shellsinseries - HtriNatarajan RavisankarNo ratings yet
- Charts For Water Hammer in Low Head Pump DischargeDocument27 pagesCharts For Water Hammer in Low Head Pump DischargeAbedalkareem GhazalNo ratings yet
- Accessories BOQ For HP, MP, LP Steam+CondensateDocument14 pagesAccessories BOQ For HP, MP, LP Steam+Condensatefakir mohammadNo ratings yet
- Final - Me Lab 2 Lab ManualDocument58 pagesFinal - Me Lab 2 Lab ManualAdam MirandaNo ratings yet
- 1 s2.0 S0920410519310484 MainDocument7 pages1 s2.0 S0920410519310484 MainArunNo ratings yet
- PIPING GUIDE - Typical Questions For Piping Engineer's Knowledge Testing (With Answers)Document10 pagesPIPING GUIDE - Typical Questions For Piping Engineer's Knowledge Testing (With Answers)Kurian Jose100% (1)
- Phase Change Materials PCM For Cooling ApplicationsDocument80 pagesPhase Change Materials PCM For Cooling ApplicationsGerit LinggarNo ratings yet
- Microsoft Powerpoint - Technical Presentation On Bio-TowersDocument19 pagesMicrosoft Powerpoint - Technical Presentation On Bio-TowersbathalapalliNo ratings yet
- Binary 6Document6 pagesBinary 6حسين كاظم ياسينNo ratings yet
- Optimizing Relative Humidity Based On The Heat Transfer Terms of The Thermoelectric Atmospheric Water Generator (AWG) : Innovative DesignDocument10 pagesOptimizing Relative Humidity Based On The Heat Transfer Terms of The Thermoelectric Atmospheric Water Generator (AWG) : Innovative Designmmk.mech59No ratings yet
- 896 WP Control Valve Trim Fluid Exit Kinetic Energy and Velocity PDFDocument9 pages896 WP Control Valve Trim Fluid Exit Kinetic Energy and Velocity PDFrebabb17No ratings yet
- Chapter 4 Fluid Kinematics PDFDocument11 pagesChapter 4 Fluid Kinematics PDFSoban MalikNo ratings yet
- Study of Lubrication Mechanism For Horizontal Type Rolling Piston Rotary CompressorDocument9 pagesStudy of Lubrication Mechanism For Horizontal Type Rolling Piston Rotary CompressorHidup MahasiswaNo ratings yet
- Science 10 Worksheet Week5 8Document4 pagesScience 10 Worksheet Week5 8Ren AkiraNo ratings yet
- Deaerator Working Principle: What Is Deaeration?Document4 pagesDeaerator Working Principle: What Is Deaeration?Freddy Mendoza CoronelNo ratings yet
- 2020 Undergraduate BrochureDocument17 pages2020 Undergraduate BrochureAndrew navioNo ratings yet
- MSCDocument12 pagesMSCJayanath Nuwan SameeraNo ratings yet
- Fan LawsDocument8 pagesFan LawsKaijie LinNo ratings yet