Download as pptx, pdf, or txt
You might also like
- Engineering Management Principles and Economics PDFDocument406 pagesEngineering Management Principles and Economics PDFkjsNo ratings yet
- ME 2207 - Manufacturing Technology 1 - Lab ManualDocument57 pagesME 2207 - Manufacturing Technology 1 - Lab ManualMohan Prasad.M71% (17)
- Shop Practice No. 7 Off Hand Method: Ball-Peen HammerDocument13 pagesShop Practice No. 7 Off Hand Method: Ball-Peen HammerEriane Garcia100% (2)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Husky Injection Molding SystemDocument11 pagesHusky Injection Molding SystemSantosh Pant100% (2)
- Morphological Dimension of Urban Design PDFDocument107 pagesMorphological Dimension of Urban Design PDFShikha AggarwalNo ratings yet
- Plastic MoldDocument29 pagesPlastic MoldSwapnil KhuleNo ratings yet
- Activity # 8Document2 pagesActivity # 8Mariella Alyzza InciongNo ratings yet
- By: Ing. J. Daniel Aguilar MorenoDocument91 pagesBy: Ing. J. Daniel Aguilar MorenoCarim JiménezNo ratings yet
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDocument23 pagesC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekNo ratings yet
- Tool Design - Chapter 3 (Part 3)Document48 pagesTool Design - Chapter 3 (Part 3)Fiq IFTNo ratings yet
- 2.describe Mould Parts and ConstructionDocument49 pages2.describe Mould Parts and ConstructionNazri100% (4)
- Mould ElementsDocument41 pagesMould ElementsVindy CADNo ratings yet
- Press Tool Design 8. Bending DiesDocument3 pagesPress Tool Design 8. Bending DiesGurdeep100% (1)
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- Mould ElementsDocument72 pagesMould Elementsvinayak100% (4)
- ME3382-MT Lab Manual Part-1Document112 pagesME3382-MT Lab Manual Part-1KIRTHIVASAN K V D 905250% (2)
- D3 Basics of Mould Design (Compatibility Mode)Document24 pagesD3 Basics of Mould Design (Compatibility Mode)CIPETIPT Tool RoomNo ratings yet
- Manufacturing Technology Lab IDocument43 pagesManufacturing Technology Lab IMECHANICAL SMCETNo ratings yet
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocument4 pagesDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNo ratings yet
- A Word About Boring HeadsDocument2 pagesA Word About Boring HeadsjckeefeNo ratings yet
- Mould ConstructionDocument11 pagesMould ConstructionArun PrasadNo ratings yet
- Chapter 6Document17 pagesChapter 6GemedaNo ratings yet
- Location From ProfileDocument5 pagesLocation From ProfilehlyanheinhNo ratings yet
- Jig and Fixture Design AnnaDocument22 pagesJig and Fixture Design AnnaZemariyam BizuayehuNo ratings yet
- AutoCAD Inventor Tooling Suite 2010 Mold and Die NomenclatureDocument7 pagesAutoCAD Inventor Tooling Suite 2010 Mold and Die Nomenclaturejohnny oreNo ratings yet
- Injection MoldingDocument4 pagesInjection MoldingMohak PatelNo ratings yet
- Manufacturing Engineering-1 - DPME-304Document27 pagesManufacturing Engineering-1 - DPME-304Vikas YadavNo ratings yet
- Blow Molding Design Guide: Blow Molding Is A Simple Five-Step SequenceDocument9 pagesBlow Molding Design Guide: Blow Molding Is A Simple Five-Step SequencemaufinottiNo ratings yet
- Workholding Methods: Held in A Chuck. Held Between Centers. Held in A ColletDocument4 pagesWorkholding Methods: Held in A Chuck. Held Between Centers. Held in A ColletmichalNo ratings yet
- Injection Molding Lecture 09-04-08Document20 pagesInjection Molding Lecture 09-04-08viswaforuNo ratings yet
- Activity #9Document2 pagesActivity #9Mariella Alyzza InciongNo ratings yet
- Blow Molding Design GuidlinesDocument13 pagesBlow Molding Design Guidlinesmayank123No ratings yet
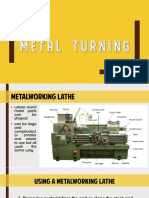
- Tipt Grp3 Metal Turning and SolderingDocument41 pagesTipt Grp3 Metal Turning and Solderingメルヴリッ クズルエタNo ratings yet
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Pocket Hole Jig KitDocument2 pagesPocket Hole Jig KitLacey MitchellNo ratings yet
- 6387717748PP Lab 4me4-23Document108 pages6387717748PP Lab 4me4-23suhanimalviya595No ratings yet
- Popular Mechanics - DIY Fly CutterDocument3 pagesPopular Mechanics - DIY Fly CuttersonofsilasNo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- U2l4s PullersDocument16 pagesU2l4s PullerspmcisissengueNo ratings yet
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- ManualDocument20 pagesManualfripp77 FNo ratings yet
- DJF Unit Ii PDFDocument66 pagesDJF Unit Ii PDFRamaswamy SubbiahNo ratings yet
- BHManual Fuselage46 79rev1Document34 pagesBHManual Fuselage46 79rev1viorelu99No ratings yet
- What Characterizes A Good High Production MoldDocument3 pagesWhat Characterizes A Good High Production MoldVijay PalNo ratings yet
- Water Rocket LauncherDocument5 pagesWater Rocket LauncherMY TelevisionNo ratings yet
- Prototype, Planning, and Construction: Prototypes (CAD Models)Document6 pagesPrototype, Planning, and Construction: Prototypes (CAD Models)api-271127185No ratings yet
- Lab File - Work RestDocument5 pagesLab File - Work RestSiddharthNo ratings yet
- A Study On Types of Lathe Machine and Operations: ReviewDocument6 pagesA Study On Types of Lathe Machine and Operations: ReviewJames UgbesNo ratings yet
- Tool and DieDocument15 pagesTool and DieJohn Jhay CanlasNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Lec. 2,3 PDFDocument52 pagesLec. 2,3 PDFAwad M. El ArabyNo ratings yet
- Workshop RepDocument17 pagesWorkshop RepMuhammad AbtaheeNo ratings yet
- 2nd Chapter Continioues 17.12.2022Document12 pages2nd Chapter Continioues 17.12.2022Shiva Sankar BeharaNo ratings yet
- Machine Shop Theory and Practi Ce: Mechanical EngineeringDocument17 pagesMachine Shop Theory and Practi Ce: Mechanical EngineeringJohn Borja100% (1)
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Threads and Thread Cutting Operations: Arul R ApmechDocument22 pagesThreads and Thread Cutting Operations: Arul R ApmecharulsivagiriNo ratings yet
- Use of Jigs and Fixtures in Production 16.1 Jigs and FixturesDocument8 pagesUse of Jigs and Fixtures in Production 16.1 Jigs and FixturesNkongho JohnsonNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- MBLAL Inventory DetailsDocument2 pagesMBLAL Inventory Detailspushp00No ratings yet
- Microsoft Flight Simulator X - WSGFDocument4 pagesMicrosoft Flight Simulator X - WSGFabthakurNo ratings yet
- Module 5 - TechdrawingDocument92 pagesModule 5 - Techdrawingarnoldalejado100% (1)
- Olin NaClO HandbookDocument47 pagesOlin NaClO HandbookFrank MtetwaNo ratings yet
- Technical CommunicationDocument4 pagesTechnical CommunicationNor Azlan100% (1)
- Capacitor CatalogueDocument44 pagesCapacitor CatalogueSabrina Adystia SNo ratings yet
- Vendor Management TipsDocument12 pagesVendor Management Tipssushant_jhawerNo ratings yet
- SGT-750 Gas Turbine Case Study MexicoDocument8 pagesSGT-750 Gas Turbine Case Study MexicoJuan Miguel Mendoza OlanNo ratings yet
- Ir 175-010000Document2 pagesIr 175-010000Abu Anas M.SalaheldinNo ratings yet
- Inner Art Company ProfileDocument16 pagesInner Art Company ProfileUmar SaeedNo ratings yet
- Blanking or Stamping or Punching of Sheet Metal Project Report (Punch and Die)Document44 pagesBlanking or Stamping or Punching of Sheet Metal Project Report (Punch and Die)gopi_krishnan_2986% (22)
- Discontinued NER1 SeriesDocument42 pagesDiscontinued NER1 Seriesscofiel1No ratings yet
- API Standard ValveDocument30 pagesAPI Standard ValveSreenivasulu TalariNo ratings yet
- BS 4395-1-1969Document29 pagesBS 4395-1-1969erik rainier100% (2)
- Skilled Workers NOC List: Find Your NOC Code 2021Document12 pagesSkilled Workers NOC List: Find Your NOC Code 2021Aashish JoshiNo ratings yet
- Nitobond SBRDocument4 pagesNitobond SBRzishan khanNo ratings yet
- Sap - SD Realtime Questions (It ComDocument3 pagesSap - SD Realtime Questions (It ComNataraj DeeviNo ratings yet
- Jurnal 4Document84 pagesJurnal 4okesNo ratings yet
- UoL ITS Goods Receipting R02Document9 pagesUoL ITS Goods Receipting R02Jose Luis Becerril BurgosNo ratings yet
- Ferro Manual DraftDocument37 pagesFerro Manual DraftTeodoro QuintanaNo ratings yet
- Iso 4628 Part 4-Degree F CrackingDocument11 pagesIso 4628 Part 4-Degree F Crackingjasminnee100% (3)
- Tata MotorsDocument24 pagesTata MotorsNeetu27030% (1)
- Stainless Steel Surface FinishesDocument5 pagesStainless Steel Surface FinishesOlgalycos100% (1)
- Maintenance StrategyDocument19 pagesMaintenance StrategyKumar Ganesh67% (3)
- Owners Operators Guide 737ngDocument21 pagesOwners Operators Guide 737ngJemoederiseenhoer100% (3)
- QHD Service ManualDocument8 pagesQHD Service ManualMaximus MaxisNo ratings yet
- Aiirpack: We Are Manufacturer ofDocument18 pagesAiirpack: We Are Manufacturer ofKishor JadhavNo ratings yet