Download as pptx, pdf, or txt
You might also like
- NEPQ_Black_Book_of_Calling_LeadsDocument20 pagesNEPQ_Black_Book_of_Calling_Leadsanonymous112anonymous112No ratings yet
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara Saeed0% (1)
- Decentralized AccountingDocument10 pagesDecentralized AccountingMartin AcantiladoNo ratings yet
- Blast Furnace IronmakingDocument83 pagesBlast Furnace IronmakingKumar Varun100% (1)
- Blast Furnace Iron Making, IIT, KGP, Oct 26, 2010Document85 pagesBlast Furnace Iron Making, IIT, KGP, Oct 26, 2010Vikas Solanki100% (1)
- Iron Making PPT 1Document35 pagesIron Making PPT 1SHUBHAM VERMANo ratings yet
- Pe301, C Tech. CH.4 Melting and CleaningDocument49 pagesPe301, C Tech. CH.4 Melting and Cleaningakshatkumargarg 2K20PE09No ratings yet
- Blast Furnace Iron Making IIT KGP Oct 26 2010Document85 pagesBlast Furnace Iron Making IIT KGP Oct 26 2010Samanway DasNo ratings yet
- FurnaceDocument28 pagesFurnaceRUDRESHNo ratings yet
- Kalinga Nagar - Part3Document10 pagesKalinga Nagar - Part3cet.ranchi7024No ratings yet
- Furnace PDFDocument75 pagesFurnace PDFNiladri BiswasNo ratings yet
- Heattreatment2 170109140229Document48 pagesHeattreatment2 170109140229naseema shaikNo ratings yet
- S K HazraDocument6 pagesS K HazraRicky MenonNo ratings yet
- Blast Furnace Slides, IIT RoorkeeDocument25 pagesBlast Furnace Slides, IIT RoorkeeKrishnaNo ratings yet
- Apple Industries LTD - Anantapur Dist Exe Sum EngDocument8 pagesApple Industries LTD - Anantapur Dist Exe Sum EngRashmi PatelNo ratings yet
- Cast Iron Production & ClassificationDocument34 pagesCast Iron Production & ClassificationTanzir Musa100% (1)
- Cupola FurnaceDocument9 pagesCupola FurnaceAakanksha RamtekeNo ratings yet
- Structure of The Blast FurnaceDocument28 pagesStructure of The Blast FurnaceAYIBONGWE SIZIBANo ratings yet
- 1.2 Layout of Modern Coal Power Plant, Super Critical Boilers, FBC Boilers, Steam and Heating RatesDocument32 pages1.2 Layout of Modern Coal Power Plant, Super Critical Boilers, FBC Boilers, Steam and Heating Rateskarthikeyan SNo ratings yet
- Iron ProductionDocument10 pagesIron ProductionNagham AltimimeNo ratings yet
- Vocational TrainingDocument43 pagesVocational TrainingShubham Kumar Singh100% (1)
- What Is Furnace ?Document18 pagesWhat Is Furnace ?BARUN BIKASH DENo ratings yet
- What Is Furnace ?Document18 pagesWhat Is Furnace ?BARUN BIKASH DENo ratings yet
- CupolaDocument5 pagesCupolaRajan Goyal100% (2)
- Iron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaDocument83 pagesIron Making MM-15020 5 Sem B Tech Department of Metallurgy and Materials Engineering V.S.S.U.T, BurlaAshishNo ratings yet
- Crucible FurnacesDocument10 pagesCrucible FurnacesZara SaeedNo ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- Factors Affecting Iron QualityDocument31 pagesFactors Affecting Iron QualitySandhya MukherjeeNo ratings yet
- Mini bf3Document5 pagesMini bf3Maheswar SethiNo ratings yet
- What Is Furnace ?Document21 pagesWhat Is Furnace ?BARUN BIKASH DENo ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
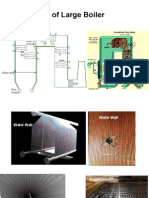
- Schematic of Large Boiler: Drum Slag ScreenDocument17 pagesSchematic of Large Boiler: Drum Slag ScreenPriyatanu RoyNo ratings yet
- Circulating Fluidized Bed BoilerDocument60 pagesCirculating Fluidized Bed Boilermeharrafaqatali123No ratings yet
- Boilers: D N SonawaneDocument59 pagesBoilers: D N Sonawanedn_sonawane1975100% (1)
- 2 BoilersDocument58 pages2 BoilersSundara MoorthyNo ratings yet
- Electric Arc Furnace Steel MakingDocument11 pagesElectric Arc Furnace Steel MakingM. Didik Suryadi100% (2)
- Meltingfurnace 170728094222Document31 pagesMeltingfurnace 170728094222Ninfa LansangNo ratings yet
- Iron Making Unit 2Document72 pagesIron Making Unit 2Prashant NNo ratings yet
- Rotary FurnaceDocument10 pagesRotary Furnaceagbajelola idrisNo ratings yet
- If & LRFDocument20 pagesIf & LRFMashiur RahmanNo ratings yet
- Modern Blast Furnace Ironmaking TechnologyDocument9 pagesModern Blast Furnace Ironmaking TechnologyartNo ratings yet
- Classification of Stoker FiringDocument21 pagesClassification of Stoker FiringNaresh B100% (2)
- ProjDocument42 pagesProjKuladeep DeepuNo ratings yet
- 1 Introduction of The Blast Furnace ProcessDocument9 pages1 Introduction of The Blast Furnace Processhemant patilNo ratings yet
- Tilting Rotary Furnace PDFDocument8 pagesTilting Rotary Furnace PDFLaudino Vega ValenciaNo ratings yet
- The Analysis and Solutions For 1025t/h Boiler Water Wall CokingDocument5 pagesThe Analysis and Solutions For 1025t/h Boiler Water Wall CokingTino FerinandaNo ratings yet
- Learning Center. SailDocument5 pagesLearning Center. SailpdiconpNo ratings yet
- Blast Furnace BF Refractory Lining PatternDocument5 pagesBlast Furnace BF Refractory Lining PatternSarthakShangariNo ratings yet
- Tese Nswparte 2Document153 pagesTese Nswparte 2AndrelslNo ratings yet
- 7.carbonization and Combustion CalculationsDocument27 pages7.carbonization and Combustion CalculationsMuhammad Irfan Malik100% (1)
- Roll No 59Document25 pagesRoll No 59Rahul PandeyNo ratings yet
- Fluidized Bed CombustionDocument23 pagesFluidized Bed CombustionHawk EyeNo ratings yet
- Tata Steel ProjectDocument12 pagesTata Steel Projectsp32483No ratings yet
- CO&CCPDocument23 pagesCO&CCPApoorva RamagiriNo ratings yet
- Steel Making Using Open Hearth Furnace-1Document9 pagesSteel Making Using Open Hearth Furnace-1victorymusa45No ratings yet
- CO&CCPDocument43 pagesCO&CCPTHAMMANABOINA SHIVANo ratings yet
- CFBC Boilers: Quest Professional CircleDocument31 pagesCFBC Boilers: Quest Professional CircleMayur Patel100% (1)
- Fuels and Combustion-Part2 PDFDocument57 pagesFuels and Combustion-Part2 PDFSugan NallaNo ratings yet
- Wood Stove TroubleShooting GuideDocument19 pagesWood Stove TroubleShooting Guideew6082No ratings yet
- Lect 10Document22 pagesLect 10e22mecu0009No ratings yet
- Indian BoilersDocument10 pagesIndian Boilerslavpandey8719No ratings yet
- Differentiability of Function of Two VariablesDocument4 pagesDifferentiability of Function of Two VariablesSharon ToppoNo ratings yet
- Raw Material Characteristics For Iron MakingDocument58 pagesRaw Material Characteristics For Iron MakingSharon ToppoNo ratings yet
- Sulphur Removal in Iron MakingDocument28 pagesSulphur Removal in Iron MakingSharon ToppoNo ratings yet
- Lect-03 SequenceDocument21 pagesLect-03 SequenceSharon ToppoNo ratings yet
- GSo C2024 PresentationDocument13 pagesGSo C2024 PresentationSharon ToppoNo ratings yet
- Response Paper1Document41 pagesResponse Paper1Sharon ToppoNo ratings yet
- FZKA7364Document50 pagesFZKA7364Sharon ToppoNo ratings yet
- Appendix EDocument9 pagesAppendix ESharon ToppoNo ratings yet
- Physiology of Hemodynamics-1: Dr. Ghaleb AlmekhlafiDocument52 pagesPhysiology of Hemodynamics-1: Dr. Ghaleb AlmekhlafiGHALEB A. AlmekhlafiNo ratings yet
- 0 PDFDocument170 pages0 PDFPatricia J ÁngelesNo ratings yet
- MSDS Citronela OilDocument9 pagesMSDS Citronela OilIndra SanjayaNo ratings yet
- Lecture Notes - Criminal Law IIDocument24 pagesLecture Notes - Criminal Law IIHellen Juliana Ndagire80% (5)
- Unit Operations of Bokaro Steel Plant and Their Environmental AspectsDocument52 pagesUnit Operations of Bokaro Steel Plant and Their Environmental AspectsGopalSingh100% (2)
- Manual Termometro BraumDocument25 pagesManual Termometro BraumJose Alberto IzquielNo ratings yet
- Alarm Trip Setting List 8Document20 pagesAlarm Trip Setting List 8Vraja KisoriNo ratings yet
- Metodo Hach HierroDocument6 pagesMetodo Hach HierroJESSICA VANESSA ARISMENDI AVILEZNo ratings yet
- How Much Floor Space Needs A Broiler Chicken?: July 2011Document4 pagesHow Much Floor Space Needs A Broiler Chicken?: July 2011zohaib hafeezNo ratings yet
- Muscle Nerds Education: Nutrient GuideDocument24 pagesMuscle Nerds Education: Nutrient GuideAle AlessandroNo ratings yet
- Quick Hoops™ High Tunnel Bender: Instruction Manual For 9018Document54 pagesQuick Hoops™ High Tunnel Bender: Instruction Manual For 9018glue2No ratings yet
- Rekapitulasi Absensi Pegawai Puskesmas Koto Baru BULAN: April 2019Document49 pagesRekapitulasi Absensi Pegawai Puskesmas Koto Baru BULAN: April 2019Tuti AgustiniNo ratings yet
- List+Harga+Wall+Climbing 1Document12 pagesList+Harga+Wall+Climbing 1luki_permadi75% (4)
- JSA HEMP Well Services Pg36-40Document5 pagesJSA HEMP Well Services Pg36-40Ashok Suresh100% (1)
- Five-Spot Vs Crestal Waterflood PatternsDocument4 pagesFive-Spot Vs Crestal Waterflood PatternsWafindraNo ratings yet
- Lock WallaceDocument2 pagesLock WallaceVeronika CalanceaNo ratings yet
- Full Carrino Plaza Brochure and Application (General)Document8 pagesFull Carrino Plaza Brochure and Application (General)tanis581No ratings yet
- Cflga 2022Document9 pagesCflga 2022Hedjarah MulokNo ratings yet
- SHL FaqDocument2 pagesSHL FaqchetanaNo ratings yet
- Marketing Strategy of CoffeeDocument59 pagesMarketing Strategy of CoffeeNitinAgnihotriNo ratings yet
- De Ce of Eterm Emen F The Mina NT by e Solu Ation y Pho Ubiliz Nofa Otom Zed P Alum Metric Prod Inum C Titr Uct Min Ratio NDocument2 pagesDe Ce of Eterm Emen F The Mina NT by e Solu Ation y Pho Ubiliz Nofa Otom Zed P Alum Metric Prod Inum C Titr Uct Min Ratio NRomy Iván Cruz VillarroelNo ratings yet
- Ocular Injuries and EmergenciesDocument60 pagesOcular Injuries and Emergenciesarnol3090100% (1)
- 1150-Article Text-5323-1-10-20221107Document11 pages1150-Article Text-5323-1-10-20221107fahira amandaNo ratings yet
- Tender B1 Aluminium Glazing WorksDocument114 pagesTender B1 Aluminium Glazing WorksDaliPotter100% (1)
- Properties of TimberDocument44 pagesProperties of TimberMary Joy RuilesNo ratings yet
- Fall 2023 Grad TimetableDocument41 pagesFall 2023 Grad TimetableUsman AliNo ratings yet
- Power PlantDocument27 pagesPower PlantaloknegiNo ratings yet
- Appendix 11 Design FMEA ChecklistDocument16 pagesAppendix 11 Design FMEA ChecklistDearRed FrankNo ratings yet