
Manufacturing Technology (ME461) Lecture1
Manufacturing Technology (ME461) Lecture1
You might also like
- JK t1900 (Òîëüêî Èíñòðóêöèÿ)Document56 pagesJK t1900 (Òîëüêî Èíñòðóêöèÿ)jongaeck0% (1)
- Leaburg Dual Ignition VW Manual HMDocument32 pagesLeaburg Dual Ignition VW Manual HMAbdul Adavuruku Okinobanyi100% (1)
- ME461 Endsem MergedDocument722 pagesME461 Endsem MergedRavi KiranNo ratings yet
- Pom 2Document12 pagesPom 2sandeep sandyNo ratings yet
- Product and Process DesignDocument47 pagesProduct and Process DesignJai HindNo ratings yet
- PDD Presentation Unit IDocument45 pagesPDD Presentation Unit Ikunal shegokarNo ratings yet
- Chapter 3Document34 pagesChapter 3Behailu TesfayeNo ratings yet
- Lecture 3Document19 pagesLecture 3SanchuNo ratings yet
- Techno MidtermsDocument10 pagesTechno MidtermsasdfqwertyNo ratings yet
- Product Design and Development: by Prashanth.P Lecturer - I.E.M S.I.TDocument57 pagesProduct Design and Development: by Prashanth.P Lecturer - I.E.M S.I.TKumar AbhishekNo ratings yet
- Product ManagementDocument9 pagesProduct ManagementMaricris Armonio MagongNo ratings yet
- Lesson 2 - Group 2Document40 pagesLesson 2 - Group 2JoanaRose DelaTorre - DelaCruzNo ratings yet
- Om - Unit-I - PG IiDocument61 pagesOm - Unit-I - PG IiAashutosh MishraNo ratings yet
- C6Document29 pagesC6zhimin4908No ratings yet
- DT - Unit 1Document18 pagesDT - Unit 1YoNo ratings yet
- Operations Management: Product DevelopmentDocument48 pagesOperations Management: Product DevelopmentThe CrimiNo ratings yet
- CHAPTER 1 - Introduction To Operations Management (Revised)Document14 pagesCHAPTER 1 - Introduction To Operations Management (Revised)Kurt VincentNo ratings yet
- Development Processes and OrganizationsDocument16 pagesDevelopment Processes and OrganizationsTushar MohtaNo ratings yet
- Chapter Three: Design of The Operation SystemDocument107 pagesChapter Three: Design of The Operation SystemAhmed HonestNo ratings yet
- EDP 3 Product DevelopmentDocument15 pagesEDP 3 Product DevelopmentatulkirarNo ratings yet
- Operations MNGT-L3Document3 pagesOperations MNGT-L3Mikey DealoNo ratings yet
- Product Reliability UpdateDocument46 pagesProduct Reliability Updatebhadrakali9861268344No ratings yet
- 0002 - OM SESSION 2 (Chapter 4 - Process Design & Chapter 5 - Innovation & Design in Services & Products)Document49 pages0002 - OM SESSION 2 (Chapter 4 - Process Design & Chapter 5 - Innovation & Design in Services & Products)Tú Anh NguyễnNo ratings yet
- Application of Quality Function Deployment in Developing An Air-Conditioning UnitDocument7 pagesApplication of Quality Function Deployment in Developing An Air-Conditioning UnitInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- New Product Development: Technology Entrepreneurship (ENT 600) Group 3 Faculty of Mechanical Engineering (FKM)Document29 pagesNew Product Development: Technology Entrepreneurship (ENT 600) Group 3 Faculty of Mechanical Engineering (FKM)duff_808No ratings yet
- Chapter 4 OPEMAN REVIEWER MIDTERMDocument10 pagesChapter 4 OPEMAN REVIEWER MIDTERMMary Ann Peñaflorida MagbanuaNo ratings yet
- Design For Quality & Product ExcellenceDocument104 pagesDesign For Quality & Product ExcellenceAbhishek Srivastava100% (1)
- Chapter 4 Product and Service DesignDocument6 pagesChapter 4 Product and Service DesignarantonizhaNo ratings yet
- Chapter 1Document35 pagesChapter 1fareesa hussainNo ratings yet
- Product Design Session3Document36 pagesProduct Design Session3Sarthak KhoslaNo ratings yet
- Agile Manufacturing MS IEMDocument21 pagesAgile Manufacturing MS IEMUsman RazaNo ratings yet
- Mbaar Chapter 3Document25 pagesMbaar Chapter 3Hanh SuriNo ratings yet
- 3c564bpsm - Mod 2 Part-ADocument40 pages3c564bpsm - Mod 2 Part-Ayogesh607No ratings yet
- IE-451 Lect 1 89 (A - B)Document36 pagesIE-451 Lect 1 89 (A - B)Zeeshan JavedNo ratings yet
- Product Development CycleDocument61 pagesProduct Development CycleISHANNo ratings yet
- AMED 01a PDFDocument30 pagesAMED 01a PDFAbenesh KumaresanNo ratings yet
- Demming-: Process ManagementDocument93 pagesDemming-: Process Managementankitspx2010No ratings yet
- CH 3 Product and Service DesignDocument35 pagesCH 3 Product and Service Designrakshakgiri84No ratings yet
- Introduction To Product Planning and DevelopmentDocument20 pagesIntroduction To Product Planning and DevelopmentSu-ho HanNo ratings yet
- Chapter 6 Design For Quality & Product ExcellenceDocument32 pagesChapter 6 Design For Quality & Product ExcellenceKhazandra Nicole CudapasNo ratings yet
- Lecture 5&6Document20 pagesLecture 5&6bhadrakali9861268344No ratings yet
- Manufacturing Technology (ME461) Lecture1Document28 pagesManufacturing Technology (ME461) Lecture1Jayant Raj SauravNo ratings yet
- Module 1.2 - Product Design and Process PlanningDocument32 pagesModule 1.2 - Product Design and Process PlanningLeonard CataluñaNo ratings yet
- Chapter-2-1 Product SelectionDocument10 pagesChapter-2-1 Product SelectionAddisuNo ratings yet
- Manufacturing Enterprise Systems: Submitted byDocument28 pagesManufacturing Enterprise Systems: Submitted bysandyjbsNo ratings yet
- NPD & PLMDocument164 pagesNPD & PLMCAD With RaoNo ratings yet
- Operation StrategyDocument13 pagesOperation StrategyGOVINDASAMY PNo ratings yet
- Summary Operation ManagementDocument3 pagesSummary Operation ManagementStefanyNo ratings yet
- Faculty PPT - Understanding Process Process Fundamentals and Process CapabilitiesDocument33 pagesFaculty PPT - Understanding Process Process Fundamentals and Process CapabilitiesSubhajit BoseNo ratings yet
- Principle Concurrent EngineeringDocument38 pagesPrinciple Concurrent Engineeringwakhit ahmad fahrudinNo ratings yet
- Chapter 5Document29 pagesChapter 5rajmessi2001No ratings yet
- Managing New Product Development TeamsDocument18 pagesManaging New Product Development TeamsSunil SinghNo ratings yet
- Topic For The Class: Unit 1: Date & Time: 21-08-2020: Introduction To Product DesignDocument41 pagesTopic For The Class: Unit 1: Date & Time: 21-08-2020: Introduction To Product DesignM JASWANTHNo ratings yet
- ISP531 Chapter 1Document48 pagesISP531 Chapter 1Amar MurshidNo ratings yet
- Product Design & Development: The Generic Process For Developing New ProductsDocument7 pagesProduct Design & Development: The Generic Process For Developing New ProductsRandeep DevNo ratings yet
- Reviewer in Travel AgencyDocument25 pagesReviewer in Travel Agencychristinekylle pamplonaNo ratings yet
- Knowledge Management in Manufacturing SectorDocument22 pagesKnowledge Management in Manufacturing SectorVaishnavi PreranaNo ratings yet
- Design of Goods and ServicesDocument22 pagesDesign of Goods and ServicesSudip DhakalNo ratings yet
- 6 Product and Process DesignDocument73 pages6 Product and Process DesignAnakPakEsaNo ratings yet
- MBA624-Operations Management: Unit-IDocument30 pagesMBA624-Operations Management: Unit-IKowshik SNo ratings yet
- Artificial Intelligence & The Transformation of The Global ManufacturerFrom EverandArtificial Intelligence & The Transformation of The Global ManufacturerNo ratings yet
- IME621 TAMCDM Slides 02-UTILITY THEORY OTHER TOPICSDocument182 pagesIME621 TAMCDM Slides 02-UTILITY THEORY OTHER TOPICSPriyanshu NainNo ratings yet
- L15 - Mar 20 2024Document5 pagesL15 - Mar 20 2024Priyanshu NainNo ratings yet
- L14 - Mar 18 2024Document8 pagesL14 - Mar 18 2024Priyanshu NainNo ratings yet
- Live Session NotesDocument2 pagesLive Session NotesPriyanshu NainNo ratings yet
- CS 771A: Intro To Machine Learning, IIT Kanpur Name Roll No DeptDocument2 pagesCS 771A: Intro To Machine Learning, IIT Kanpur Name Roll No DeptPriyanshu NainNo ratings yet
- Module 9 1Document25 pagesModule 9 1Priyanshu NainNo ratings yet
- Sensors and ActuatorsDocument62 pagesSensors and ActuatorsPriyanshu NainNo ratings yet
- As20 190244Document4 pagesAs20 190244Priyanshu NainNo ratings yet
- Me352 Asg24 190454Document2 pagesMe352 Asg24 190454Priyanshu NainNo ratings yet
- Me352 Asg23 190454Document4 pagesMe352 Asg23 190454Priyanshu NainNo ratings yet
- Robot Specifications - Robot ProgrammingDocument54 pagesRobot Specifications - Robot ProgrammingPriyanshu NainNo ratings yet
- Basic Control SystemsDocument36 pagesBasic Control SystemsPriyanshu NainNo ratings yet
- WWW Siindia Net The Oem Supplier Company in Gujarat An Untold StoryDocument3 pagesWWW Siindia Net The Oem Supplier Company in Gujarat An Untold Storynishu PatelNo ratings yet
- Modulus of Elasticity of ConcreteDocument2 pagesModulus of Elasticity of ConcreteAhmed AbdelazizNo ratings yet
- Apex Dynamics High Precision Rack & PinionDocument23 pagesApex Dynamics High Precision Rack & PinionDioNo ratings yet
- GR-750XL-2: 75 Ton Capacity (68 Metric Tons) Hydraulic Rough Terrain CraneDocument16 pagesGR-750XL-2: 75 Ton Capacity (68 Metric Tons) Hydraulic Rough Terrain CraneJustin MorseNo ratings yet
- Technical Data Sheet-Cut Back Bitumen MC30Document2 pagesTechnical Data Sheet-Cut Back Bitumen MC30benzeneinternational100% (1)
- Energy Conservation in Steam TurbineDocument42 pagesEnergy Conservation in Steam Turbinemvpngp100% (2)
- Mathcad - 1000 KL Tank1Document23 pagesMathcad - 1000 KL Tank1Zulfikar N JoelNo ratings yet
- Sabita Manual 2Document79 pagesSabita Manual 2Carel De Jager0% (1)
- Danfoss Pressure Switch KP34, KP35, KP36, KP37Document8 pagesDanfoss Pressure Switch KP34, KP35, KP36, KP37Parinpa Ketar100% (1)
- Bme Microproject III Sem 1Document18 pagesBme Microproject III Sem 1sai04555918No ratings yet
- CH 5Document58 pagesCH 5ULTIMATE VEHICLENo ratings yet
- BOQ Struktur VICTOR HOUSEDocument5 pagesBOQ Struktur VICTOR HOUSEOxi ArimbawaNo ratings yet
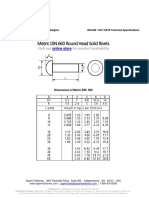
- Metric DIN SpecDocument5 pagesMetric DIN SpecSajid ManzoorNo ratings yet
- 7628 SCRAPER: Engine PerformanceDocument4 pages7628 SCRAPER: Engine PerformanceJorgeBravoG.No ratings yet
- Sensors PDFDocument192 pagesSensors PDFAsith SavindaNo ratings yet
- Spray Dryer & Freeze DryerDocument20 pagesSpray Dryer & Freeze DryerHaroon RahimNo ratings yet
- Figure 1. Schematic Diagram of A Plug Flow ReactorDocument1 pageFigure 1. Schematic Diagram of A Plug Flow ReactorCesarah CabungcalNo ratings yet
- IDEC RelaysDocument96 pagesIDEC RelaysMauricio GuanellaNo ratings yet
- Renderoc S: Polymer Modified Structural Grade Repair MortarDocument3 pagesRenderoc S: Polymer Modified Structural Grade Repair Mortarmyke_0101No ratings yet
- TK-315 CPI2 - 1 - NonReacting SystemsDocument33 pagesTK-315 CPI2 - 1 - NonReacting SystemsBayu Purnama Ridjadi75% (4)
- ESCSI Floor Drying Report - Info 4366.1 - Peter Craig 2011 PDFDocument13 pagesESCSI Floor Drying Report - Info 4366.1 - Peter Craig 2011 PDFamirkhanlouNo ratings yet
- 60sx10ba PDFDocument83 pages60sx10ba PDFatvstereoNo ratings yet
- Airpollution Unit 1Document11 pagesAirpollution Unit 1Tabrez AhmedNo ratings yet
- ESVC 16 Rules and Regulation 1.3Document50 pagesESVC 16 Rules and Regulation 1.3venuNo ratings yet
- Manifold PallDocument2 pagesManifold PallMưa Tháng TưNo ratings yet
- ZG AmerikaneriDocument5 pagesZG AmerikaneriTom Whybother100% (1)
- Refrigeration&Air ConditioningDocument20 pagesRefrigeration&Air ConditioningSouraj PatelNo ratings yet
- A Guide To Building A Steel Frame Bungalow Native or Western StyleDocument22 pagesA Guide To Building A Steel Frame Bungalow Native or Western StyleIan PondNo ratings yet




































































































Download as ppt, pdf, or txt
You might also like
- JK t1900 (Òîëüêî Èíñòðóêöèÿ)Document56 pagesJK t1900 (Òîëüêî Èíñòðóêöèÿ)jongaeck0% (1)
- Leaburg Dual Ignition VW Manual HMDocument32 pagesLeaburg Dual Ignition VW Manual HMAbdul Adavuruku Okinobanyi100% (1)
- ME461 Endsem MergedDocument722 pagesME461 Endsem MergedRavi KiranNo ratings yet
- Pom 2Document12 pagesPom 2sandeep sandyNo ratings yet
- Product and Process DesignDocument47 pagesProduct and Process DesignJai HindNo ratings yet
- PDD Presentation Unit IDocument45 pagesPDD Presentation Unit Ikunal shegokarNo ratings yet
- Chapter 3Document34 pagesChapter 3Behailu TesfayeNo ratings yet
- Lecture 3Document19 pagesLecture 3SanchuNo ratings yet
- Techno MidtermsDocument10 pagesTechno MidtermsasdfqwertyNo ratings yet
- Product Design and Development: by Prashanth.P Lecturer - I.E.M S.I.TDocument57 pagesProduct Design and Development: by Prashanth.P Lecturer - I.E.M S.I.TKumar AbhishekNo ratings yet
- Product ManagementDocument9 pagesProduct ManagementMaricris Armonio MagongNo ratings yet
- Lesson 2 - Group 2Document40 pagesLesson 2 - Group 2JoanaRose DelaTorre - DelaCruzNo ratings yet
- Om - Unit-I - PG IiDocument61 pagesOm - Unit-I - PG IiAashutosh MishraNo ratings yet
- C6Document29 pagesC6zhimin4908No ratings yet
- DT - Unit 1Document18 pagesDT - Unit 1YoNo ratings yet
- Operations Management: Product DevelopmentDocument48 pagesOperations Management: Product DevelopmentThe CrimiNo ratings yet
- CHAPTER 1 - Introduction To Operations Management (Revised)Document14 pagesCHAPTER 1 - Introduction To Operations Management (Revised)Kurt VincentNo ratings yet
- Development Processes and OrganizationsDocument16 pagesDevelopment Processes and OrganizationsTushar MohtaNo ratings yet
- Chapter Three: Design of The Operation SystemDocument107 pagesChapter Three: Design of The Operation SystemAhmed HonestNo ratings yet
- EDP 3 Product DevelopmentDocument15 pagesEDP 3 Product DevelopmentatulkirarNo ratings yet
- Operations MNGT-L3Document3 pagesOperations MNGT-L3Mikey DealoNo ratings yet
- Product Reliability UpdateDocument46 pagesProduct Reliability Updatebhadrakali9861268344No ratings yet
- 0002 - OM SESSION 2 (Chapter 4 - Process Design & Chapter 5 - Innovation & Design in Services & Products)Document49 pages0002 - OM SESSION 2 (Chapter 4 - Process Design & Chapter 5 - Innovation & Design in Services & Products)Tú Anh NguyễnNo ratings yet
- Application of Quality Function Deployment in Developing An Air-Conditioning UnitDocument7 pagesApplication of Quality Function Deployment in Developing An Air-Conditioning UnitInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- New Product Development: Technology Entrepreneurship (ENT 600) Group 3 Faculty of Mechanical Engineering (FKM)Document29 pagesNew Product Development: Technology Entrepreneurship (ENT 600) Group 3 Faculty of Mechanical Engineering (FKM)duff_808No ratings yet
- Chapter 4 OPEMAN REVIEWER MIDTERMDocument10 pagesChapter 4 OPEMAN REVIEWER MIDTERMMary Ann Peñaflorida MagbanuaNo ratings yet
- Design For Quality & Product ExcellenceDocument104 pagesDesign For Quality & Product ExcellenceAbhishek Srivastava100% (1)
- Chapter 4 Product and Service DesignDocument6 pagesChapter 4 Product and Service DesignarantonizhaNo ratings yet
- Chapter 1Document35 pagesChapter 1fareesa hussainNo ratings yet
- Product Design Session3Document36 pagesProduct Design Session3Sarthak KhoslaNo ratings yet
- Agile Manufacturing MS IEMDocument21 pagesAgile Manufacturing MS IEMUsman RazaNo ratings yet
- Mbaar Chapter 3Document25 pagesMbaar Chapter 3Hanh SuriNo ratings yet
- 3c564bpsm - Mod 2 Part-ADocument40 pages3c564bpsm - Mod 2 Part-Ayogesh607No ratings yet
- IE-451 Lect 1 89 (A - B)Document36 pagesIE-451 Lect 1 89 (A - B)Zeeshan JavedNo ratings yet
- Product Development CycleDocument61 pagesProduct Development CycleISHANNo ratings yet
- AMED 01a PDFDocument30 pagesAMED 01a PDFAbenesh KumaresanNo ratings yet
- Demming-: Process ManagementDocument93 pagesDemming-: Process Managementankitspx2010No ratings yet
- CH 3 Product and Service DesignDocument35 pagesCH 3 Product and Service Designrakshakgiri84No ratings yet
- Introduction To Product Planning and DevelopmentDocument20 pagesIntroduction To Product Planning and DevelopmentSu-ho HanNo ratings yet
- Chapter 6 Design For Quality & Product ExcellenceDocument32 pagesChapter 6 Design For Quality & Product ExcellenceKhazandra Nicole CudapasNo ratings yet
- Lecture 5&6Document20 pagesLecture 5&6bhadrakali9861268344No ratings yet
- Manufacturing Technology (ME461) Lecture1Document28 pagesManufacturing Technology (ME461) Lecture1Jayant Raj SauravNo ratings yet
- Module 1.2 - Product Design and Process PlanningDocument32 pagesModule 1.2 - Product Design and Process PlanningLeonard CataluñaNo ratings yet
- Chapter-2-1 Product SelectionDocument10 pagesChapter-2-1 Product SelectionAddisuNo ratings yet
- Manufacturing Enterprise Systems: Submitted byDocument28 pagesManufacturing Enterprise Systems: Submitted bysandyjbsNo ratings yet
- NPD & PLMDocument164 pagesNPD & PLMCAD With RaoNo ratings yet
- Operation StrategyDocument13 pagesOperation StrategyGOVINDASAMY PNo ratings yet
- Summary Operation ManagementDocument3 pagesSummary Operation ManagementStefanyNo ratings yet
- Faculty PPT - Understanding Process Process Fundamentals and Process CapabilitiesDocument33 pagesFaculty PPT - Understanding Process Process Fundamentals and Process CapabilitiesSubhajit BoseNo ratings yet
- Principle Concurrent EngineeringDocument38 pagesPrinciple Concurrent Engineeringwakhit ahmad fahrudinNo ratings yet
- Chapter 5Document29 pagesChapter 5rajmessi2001No ratings yet
- Managing New Product Development TeamsDocument18 pagesManaging New Product Development TeamsSunil SinghNo ratings yet
- Topic For The Class: Unit 1: Date & Time: 21-08-2020: Introduction To Product DesignDocument41 pagesTopic For The Class: Unit 1: Date & Time: 21-08-2020: Introduction To Product DesignM JASWANTHNo ratings yet
- ISP531 Chapter 1Document48 pagesISP531 Chapter 1Amar MurshidNo ratings yet
- Product Design & Development: The Generic Process For Developing New ProductsDocument7 pagesProduct Design & Development: The Generic Process For Developing New ProductsRandeep DevNo ratings yet
- Reviewer in Travel AgencyDocument25 pagesReviewer in Travel Agencychristinekylle pamplonaNo ratings yet
- Knowledge Management in Manufacturing SectorDocument22 pagesKnowledge Management in Manufacturing SectorVaishnavi PreranaNo ratings yet
- Design of Goods and ServicesDocument22 pagesDesign of Goods and ServicesSudip DhakalNo ratings yet
- 6 Product and Process DesignDocument73 pages6 Product and Process DesignAnakPakEsaNo ratings yet
- MBA624-Operations Management: Unit-IDocument30 pagesMBA624-Operations Management: Unit-IKowshik SNo ratings yet
- Artificial Intelligence & The Transformation of The Global ManufacturerFrom EverandArtificial Intelligence & The Transformation of The Global ManufacturerNo ratings yet
- IME621 TAMCDM Slides 02-UTILITY THEORY OTHER TOPICSDocument182 pagesIME621 TAMCDM Slides 02-UTILITY THEORY OTHER TOPICSPriyanshu NainNo ratings yet
- L15 - Mar 20 2024Document5 pagesL15 - Mar 20 2024Priyanshu NainNo ratings yet
- L14 - Mar 18 2024Document8 pagesL14 - Mar 18 2024Priyanshu NainNo ratings yet
- Live Session NotesDocument2 pagesLive Session NotesPriyanshu NainNo ratings yet
- CS 771A: Intro To Machine Learning, IIT Kanpur Name Roll No DeptDocument2 pagesCS 771A: Intro To Machine Learning, IIT Kanpur Name Roll No DeptPriyanshu NainNo ratings yet
- Module 9 1Document25 pagesModule 9 1Priyanshu NainNo ratings yet
- Sensors and ActuatorsDocument62 pagesSensors and ActuatorsPriyanshu NainNo ratings yet
- As20 190244Document4 pagesAs20 190244Priyanshu NainNo ratings yet
- Me352 Asg24 190454Document2 pagesMe352 Asg24 190454Priyanshu NainNo ratings yet
- Me352 Asg23 190454Document4 pagesMe352 Asg23 190454Priyanshu NainNo ratings yet
- Robot Specifications - Robot ProgrammingDocument54 pagesRobot Specifications - Robot ProgrammingPriyanshu NainNo ratings yet
- Basic Control SystemsDocument36 pagesBasic Control SystemsPriyanshu NainNo ratings yet
- WWW Siindia Net The Oem Supplier Company in Gujarat An Untold StoryDocument3 pagesWWW Siindia Net The Oem Supplier Company in Gujarat An Untold Storynishu PatelNo ratings yet
- Modulus of Elasticity of ConcreteDocument2 pagesModulus of Elasticity of ConcreteAhmed AbdelazizNo ratings yet
- Apex Dynamics High Precision Rack & PinionDocument23 pagesApex Dynamics High Precision Rack & PinionDioNo ratings yet
- GR-750XL-2: 75 Ton Capacity (68 Metric Tons) Hydraulic Rough Terrain CraneDocument16 pagesGR-750XL-2: 75 Ton Capacity (68 Metric Tons) Hydraulic Rough Terrain CraneJustin MorseNo ratings yet
- Technical Data Sheet-Cut Back Bitumen MC30Document2 pagesTechnical Data Sheet-Cut Back Bitumen MC30benzeneinternational100% (1)
- Energy Conservation in Steam TurbineDocument42 pagesEnergy Conservation in Steam Turbinemvpngp100% (2)
- Mathcad - 1000 KL Tank1Document23 pagesMathcad - 1000 KL Tank1Zulfikar N JoelNo ratings yet
- Sabita Manual 2Document79 pagesSabita Manual 2Carel De Jager0% (1)
- Danfoss Pressure Switch KP34, KP35, KP36, KP37Document8 pagesDanfoss Pressure Switch KP34, KP35, KP36, KP37Parinpa Ketar100% (1)
- Bme Microproject III Sem 1Document18 pagesBme Microproject III Sem 1sai04555918No ratings yet
- CH 5Document58 pagesCH 5ULTIMATE VEHICLENo ratings yet
- BOQ Struktur VICTOR HOUSEDocument5 pagesBOQ Struktur VICTOR HOUSEOxi ArimbawaNo ratings yet
- Metric DIN SpecDocument5 pagesMetric DIN SpecSajid ManzoorNo ratings yet
- 7628 SCRAPER: Engine PerformanceDocument4 pages7628 SCRAPER: Engine PerformanceJorgeBravoG.No ratings yet
- Sensors PDFDocument192 pagesSensors PDFAsith SavindaNo ratings yet
- Spray Dryer & Freeze DryerDocument20 pagesSpray Dryer & Freeze DryerHaroon RahimNo ratings yet
- Figure 1. Schematic Diagram of A Plug Flow ReactorDocument1 pageFigure 1. Schematic Diagram of A Plug Flow ReactorCesarah CabungcalNo ratings yet
- IDEC RelaysDocument96 pagesIDEC RelaysMauricio GuanellaNo ratings yet
- Renderoc S: Polymer Modified Structural Grade Repair MortarDocument3 pagesRenderoc S: Polymer Modified Structural Grade Repair Mortarmyke_0101No ratings yet
- TK-315 CPI2 - 1 - NonReacting SystemsDocument33 pagesTK-315 CPI2 - 1 - NonReacting SystemsBayu Purnama Ridjadi75% (4)
- ESCSI Floor Drying Report - Info 4366.1 - Peter Craig 2011 PDFDocument13 pagesESCSI Floor Drying Report - Info 4366.1 - Peter Craig 2011 PDFamirkhanlouNo ratings yet
- 60sx10ba PDFDocument83 pages60sx10ba PDFatvstereoNo ratings yet
- Airpollution Unit 1Document11 pagesAirpollution Unit 1Tabrez AhmedNo ratings yet
- ESVC 16 Rules and Regulation 1.3Document50 pagesESVC 16 Rules and Regulation 1.3venuNo ratings yet
- Manifold PallDocument2 pagesManifold PallMưa Tháng TưNo ratings yet
- ZG AmerikaneriDocument5 pagesZG AmerikaneriTom Whybother100% (1)
- Refrigeration&Air ConditioningDocument20 pagesRefrigeration&Air ConditioningSouraj PatelNo ratings yet
- A Guide To Building A Steel Frame Bungalow Native or Western StyleDocument22 pagesA Guide To Building A Steel Frame Bungalow Native or Western StyleIan PondNo ratings yet