Download as pptx, pdf, or txt
You might also like
- "Screening": Practice Report No. 2Document20 pages"Screening": Practice Report No. 2Paula ArzateNo ratings yet
- Separation and Purification of The Components of An Analgesic PowderDocument5 pagesSeparation and Purification of The Components of An Analgesic PowderYechen HuNo ratings yet
- FM200Document6 pagesFM200zshehadehNo ratings yet
- 7 Chapter 4Document9 pages7 Chapter 4Tejas YeoleNo ratings yet
- 7 Chapter 4Document9 pages7 Chapter 4Tejas YeoleNo ratings yet
- Metallic Gaskets - Installation & Torque - October 2020Document6 pagesMetallic Gaskets - Installation & Torque - October 2020Alberto CaveroNo ratings yet
- Chapter 10. Piping WorkDocument29 pagesChapter 10. Piping WorkSastra Winata100% (1)
- Aerospace & Defense Singles Ampacity RatingDocument2 pagesAerospace & Defense Singles Ampacity RatingScott DobartNo ratings yet
- Plastic Welding Machine Mini Maxi Workshop PVDF Up To OD 315 MMDocument2 pagesPlastic Welding Machine Mini Maxi Workshop PVDF Up To OD 315 MMtinzarmoeNo ratings yet
- Pipe Sizing V2.3-ASPEDocument56 pagesPipe Sizing V2.3-ASPEAdnan AttishNo ratings yet
- Technical Guidelines For HydroPlast U-PVC FittingsDocument20 pagesTechnical Guidelines For HydroPlast U-PVC FittingsOsama AhmedNo ratings yet
- LX3015DHT+3000W+Au3tech 3723+Quotation+LXSHOW LASERDocument24 pagesLX3015DHT+3000W+Au3tech 3723+Quotation+LXSHOW LASERseba.gando.mirNo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- Mme Assignment Solution.Document11 pagesMme Assignment Solution.Peace AdetunmibiNo ratings yet
- Materials Used:: To Determine The Consolidation Characteristics of A Soil SampleDocument3 pagesMaterials Used:: To Determine The Consolidation Characteristics of A Soil SampleShivamPaulNo ratings yet
- Meteric Standard Bolt Tightening TorqueDocument2 pagesMeteric Standard Bolt Tightening TorquenixneonNo ratings yet
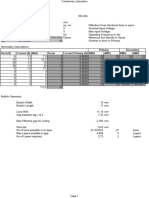
- ERRU Transformer CalculationDocument2 pagesERRU Transformer CalculationAntonio AdorzaNo ratings yet
- Kataloglar HEAT TRANSFER GENERAL CATALOGUEDocument108 pagesKataloglar HEAT TRANSFER GENERAL CATALOGUEAngel RamirezNo ratings yet
- Column Profiles: Optimize SetpointsDocument8 pagesColumn Profiles: Optimize SetpointsAhmed El HawariNo ratings yet
- Column Profiles: Optimize SetpointsDocument8 pagesColumn Profiles: Optimize SetpointsAhmed El HawariNo ratings yet
- Matcor Matsu Die Standards PDFDocument76 pagesMatcor Matsu Die Standards PDFsixsixNo ratings yet
- HDPE-Pipe InstallationDocument29 pagesHDPE-Pipe InstallationjanithNo ratings yet
- Presentation For 3d Printed PolymersDocument40 pagesPresentation For 3d Printed Polymerspubgsucks kcafNo ratings yet
- Ricon (Preview)Document24 pagesRicon (Preview)Arya WisnuNo ratings yet
- Presentation of Die DesignDocument33 pagesPresentation of Die DesignIsrar EqubalNo ratings yet
- CatalogueDocument32 pagesCatalogueTom RobertNo ratings yet
- Dimensions, Sizes and Specification of ANSI ASME B 16.5 Flanges PDFDocument8 pagesDimensions, Sizes and Specification of ANSI ASME B 16.5 Flanges PDFEdgar PereiraNo ratings yet
- Long Welding Neck Product Range Catalogue PDFDocument13 pagesLong Welding Neck Product Range Catalogue PDFfabioNo ratings yet
- Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS PartDocument6 pagesExperimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS PartemresaNo ratings yet
- Non Linear Analysis For Superplastic FormingDocument25 pagesNon Linear Analysis For Superplastic Formingjust4kurianNo ratings yet
- Long Welding Neck (Ok)Document21 pagesLong Welding Neck (Ok)truongNo ratings yet
- Indrani Heat TreatersDocument3 pagesIndrani Heat TreatersSagar BurkulNo ratings yet
- Levas Acel ConstanteDocument6 pagesLevas Acel ConstanteAnthony Gabriel LescanoNo ratings yet
- Dynamic Cone Penetrometer (DCP) Test: DCP Graph (KM 135+500 Rhs SH)Document21 pagesDynamic Cone Penetrometer (DCP) Test: DCP Graph (KM 135+500 Rhs SH)MartinNo ratings yet
- Min. OD or Dim. A/F of Body EndsDocument3 pagesMin. OD or Dim. A/F of Body EndsHiren PanchalNo ratings yet
- Sheet Metal Gauge Size Chart-1Document1 pageSheet Metal Gauge Size Chart-1rahil_sangNo ratings yet
- Type 24 Ds Feb18Document3 pagesType 24 Ds Feb18Suresh KumarNo ratings yet
- Pantera LEO: Non-Compliant High Pressure Balloon Indicated For Stent Post-Dilatation and Pre-Dilatation of Hard LesionsDocument2 pagesPantera LEO: Non-Compliant High Pressure Balloon Indicated For Stent Post-Dilatation and Pre-Dilatation of Hard LesionsExris RamseyNo ratings yet
- Hydraulic Calculation Noam - LWDocument3 pagesHydraulic Calculation Noam - LWBAMANA IBAYI Félix AmourNo ratings yet
- NotyetdoneDocument9 pagesNotyetdoneJoshua RamirezNo ratings yet
- Rubber Extrusion GuideDocument3 pagesRubber Extrusion Guidefimmee2006No ratings yet
- Chapter FourDocument11 pagesChapter FourkisuwahhNo ratings yet
- Performance Test Results of Modified Bio-Asphalt.: Table 7Document1 pagePerformance Test Results of Modified Bio-Asphalt.: Table 7dazulu18No ratings yet
- Sheet Metal Gauge Size ChartDocument2 pagesSheet Metal Gauge Size ChartehincapiemNo ratings yet
- Monoprice 3D Printing Filament: All Filament Diameter: 1.75 .05mmDocument1 pageMonoprice 3D Printing Filament: All Filament Diameter: 1.75 .05mmDutsan RojasNo ratings yet
- Precision Plumbing Price List 12.01.2024Document36 pagesPrecision Plumbing Price List 12.01.2024Anilkumar KolpuruNo ratings yet
- Claas Nectis SMDocument861 pagesClaas Nectis SMMateusz GmiątNo ratings yet
- M HNDTL SCKT Imp BP RocDocument2 pagesM HNDTL SCKT Imp BP RocAhmed Abd El RahmanNo ratings yet
- Mid-Statyes - Carbon Steel Pipe Fitting - Straight TEEDocument2 pagesMid-Statyes - Carbon Steel Pipe Fitting - Straight TEETamer BannaNo ratings yet
- Mid-Statyes - Carbon Steel Pipe Fitting - Straight TEEDocument2 pagesMid-Statyes - Carbon Steel Pipe Fitting - Straight TEETamer BannaNo ratings yet
- Dewpoint Copper DPC-0521-DDocument4 pagesDewpoint Copper DPC-0521-DTengku MunzirNo ratings yet
- Trial 1: Tabulation of Data: (°C) (G/CM) (CM) (G/CM) (M/S)Document30 pagesTrial 1: Tabulation of Data: (°C) (G/CM) (CM) (G/CM) (M/S)JerecoNo ratings yet
- Centricast CL 1520 Data SheetDocument6 pagesCentricast CL 1520 Data SheetOlmer Romero MendezNo ratings yet
- COLUMNDocument53 pagesCOLUMNUmesh KrishnanNo ratings yet
- Spectacle Blinds JamisonDocument1 pageSpectacle Blinds Jamisonpo truongNo ratings yet
- Uj 36883+SOURCE1+SOURCE1.1Document6 pagesUj 36883+SOURCE1+SOURCE1.1Yusuf MahdiNo ratings yet
- Line Sizing For Single Phase GashhhhDocument15 pagesLine Sizing For Single Phase GashhhhVIPratik KOLINo ratings yet
- Flexible Rubber Joint TozenDocument5 pagesFlexible Rubber Joint Tozenzaem afifiNo ratings yet
- Mod Philips Fortimo Led Strip 24in 2200LM 840 929000778013 Set 570ma PDFDocument10 pagesMod Philips Fortimo Led Strip 24in 2200LM 840 929000778013 Set 570ma PDFLuis Lujan ArevaloNo ratings yet
- Datasheet Strainer Type 305: AdvantagesDocument4 pagesDatasheet Strainer Type 305: AdvantagesAhmad Dzulfiqar RahmanNo ratings yet
- Alpacon Degreaser II: All-Around Cleaning AgentDocument2 pagesAlpacon Degreaser II: All-Around Cleaning AgentRND HEAVENCHEMICALNo ratings yet
- Course Plan WORKSHOP MANUFACTURING PROCESSES MD SARFARAZ ALAMDocument3 pagesCourse Plan WORKSHOP MANUFACTURING PROCESSES MD SARFARAZ ALAMsarfaraz023No ratings yet
- Sifat Kimia Dan Fisik Tanah Pada Areal (Sastra Sembiring) SIFAT Kimia Dan Fisik Tanah Pada Areal Bekas Tambang B..Document13 pagesSifat Kimia Dan Fisik Tanah Pada Areal (Sastra Sembiring) SIFAT Kimia Dan Fisik Tanah Pada Areal Bekas Tambang B..DimasNo ratings yet
- ESAB Filler Book - 2015Document505 pagesESAB Filler Book - 2015Charlie MillerNo ratings yet
- Paint-Off Remover 2016 SDSDocument2 pagesPaint-Off Remover 2016 SDSdina auliaNo ratings yet
- Flotation of A Pyritic Gold Ore PDFDocument7 pagesFlotation of A Pyritic Gold Ore PDFabrahanNo ratings yet
- 7-Empirical Formula For MgODocument6 pages7-Empirical Formula For MgOairiel_hamkaNo ratings yet
- Dye Sensitised Solar Cell: Project ReportDocument26 pagesDye Sensitised Solar Cell: Project ReportNeha SharmaNo ratings yet
- Seismic Earth Pressure of Deep Stiff Wall Based On FEMA P-750 & AASHTO/IBCDocument1 pageSeismic Earth Pressure of Deep Stiff Wall Based On FEMA P-750 & AASHTO/IBCجميل عبد الله الحماطيNo ratings yet
- Notes For Practical Construction Work (Civil) : Compiled By: Muhammad Imran ChaudharyDocument14 pagesNotes For Practical Construction Work (Civil) : Compiled By: Muhammad Imran ChaudharysarwarawNo ratings yet
- Chicken Processing PlantDocument8 pagesChicken Processing PlantRoem EsmernaNo ratings yet
- 0468 Asom20 00TQ 0001 001 BDocument14 pages0468 Asom20 00TQ 0001 001 BDenny AgusNo ratings yet
- Fireproofing: Site Technical PracticesDocument27 pagesFireproofing: Site Technical PracticesShoaib RizviNo ratings yet
- Beam Torsion CheckDocument9 pagesBeam Torsion CheckSamir PrajapatiNo ratings yet
- A Small Report On The Steel Melting Shop at Bokaro Steel PlantDocument4 pagesA Small Report On The Steel Melting Shop at Bokaro Steel PlantSrikant Mahapatra0% (1)
- 2A Practice Exam 2A W19-2Document13 pages2A Practice Exam 2A W19-2IrisNo ratings yet
- CE602 MockboardQuiz2Document8 pagesCE602 MockboardQuiz2Najib A. CasanNo ratings yet
- Mastertop 1210 CP: High-Build Solvent Free Epoxy Coating System For Traffic Deck ProtectionDocument25 pagesMastertop 1210 CP: High-Build Solvent Free Epoxy Coating System For Traffic Deck ProtectionAddisNo ratings yet
- A Comparative Chemical Analytical Study of Mercuric Chloride (Veeram) On Before and After PurificationDocument7 pagesA Comparative Chemical Analytical Study of Mercuric Chloride (Veeram) On Before and After Purificationjmanuel108yahoo.co.ukNo ratings yet
- Oxygen Consumption in Dump LeachingDocument7 pagesOxygen Consumption in Dump LeachingRodrigo GarcíaNo ratings yet
- 2.A LCA of The Closed Loop Recycling and Thermal Recovery of Post-Consumer PETDocument9 pages2.A LCA of The Closed Loop Recycling and Thermal Recovery of Post-Consumer PETAnonymous Zsi5ODm2PYNo ratings yet
- Industrial Proc Esess 2 Electric BoogalooDocument40 pagesIndustrial Proc Esess 2 Electric BoogalooMartin TisherNo ratings yet
- Plain Concrete FootingDocument4 pagesPlain Concrete Footingjoshua humirangNo ratings yet
- Some of The Considerations For Materials Operating Under High-Voltage Direct-Current StressesDocument9 pagesSome of The Considerations For Materials Operating Under High-Voltage Direct-Current StressesBraulio VillaNo ratings yet
- BM Europe Stainless Steel Expansion Joints KR8L-BLDocument6 pagesBM Europe Stainless Steel Expansion Joints KR8L-BLRadicalNo ratings yet
- Design of PavementDocument82 pagesDesign of PavementRameshNayaka100% (1)
- (Yield and Charateristics of Cellulose From Stalks of Corn Plant (Zea Mays) Extraction Using Different Blanching Time and Concentration of Naoh)Document6 pages(Yield and Charateristics of Cellulose From Stalks of Corn Plant (Zea Mays) Extraction Using Different Blanching Time and Concentration of Naoh)Bayu ade PramonoNo ratings yet