Download as pptx, pdf, or txt
You might also like
- Computer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryFrom EverandComputer-Managed Maintenance Systems: A Step-by-Step Guide to Effective Management of Maintenance, Labor, and InventoryRating: 3 out of 5 stars3/5 (1)
- Chapter 2Document120 pagesChapter 2gashawletaNo ratings yet
- Unit 6Document14 pagesUnit 6GajananNo ratings yet
- Lecture Notes On Flexible Manufacturing System (ETMT-428)Document40 pagesLecture Notes On Flexible Manufacturing System (ETMT-428)Deepak Kumar100% (1)
- Flexible Manufacturing System.Document11 pagesFlexible Manufacturing System.Yaswanth saiNo ratings yet
- Module 4Document36 pagesModule 4yashpalsingh80726No ratings yet
- Unit VDocument30 pagesUnit VSai Syam RallabhandiNo ratings yet
- 2.6 FMSDocument33 pages2.6 FMSPritesh MannNo ratings yet
- FMSDocument6 pagesFMS21UME003 TUSHAR DEBNo ratings yet
- Final PPT Fms and CimoldDocument69 pagesFinal PPT Fms and CimoldNaveen PinnakaNo ratings yet
- Submitted By: Chithralekha R S4 Mba CETDocument45 pagesSubmitted By: Chithralekha R S4 Mba CETAnish VijayNo ratings yet
- FMS (Flexible Manufacturing System)Document30 pagesFMS (Flexible Manufacturing System)suffianosNo ratings yet
- Flexible Manufacturing Systems (FMS) : by Mr. Ankush B. KhansoleDocument27 pagesFlexible Manufacturing Systems (FMS) : by Mr. Ankush B. KhansoleankushNo ratings yet
- Flexible Manufacturing SystemsDocument21 pagesFlexible Manufacturing SystemselkhawadNo ratings yet
- Flexible Manufacturing Systems (FMS)Document39 pagesFlexible Manufacturing Systems (FMS)RINU SATHYANNo ratings yet
- Acknowledgement: Mrs - Maneet Kaur, LimDocument21 pagesAcknowledgement: Mrs - Maneet Kaur, LimKhalid ShahNo ratings yet
- A Flexible Manufacturing System (FMS)Document12 pagesA Flexible Manufacturing System (FMS)pushpanjalijNo ratings yet
- Group 9 Presentation: Manufacturing Systems Assignment 1Document20 pagesGroup 9 Presentation: Manufacturing Systems Assignment 1phillip chirongweNo ratings yet
- FMS Tool Library PDFDocument17 pagesFMS Tool Library PDFflytoanilNo ratings yet
- CH 1 - Introduction To FMS-MNFGDocument48 pagesCH 1 - Introduction To FMS-MNFGdejenem398No ratings yet
- Flexible Manufacturing System (FMS)Document96 pagesFlexible Manufacturing System (FMS)Jignesh RohitNo ratings yet
- Flexible Manufacturing System (FMS) 1Document30 pagesFlexible Manufacturing System (FMS) 1Akatew Haile MebrahtuNo ratings yet
- Flexible Manufacturing SystemDocument10 pagesFlexible Manufacturing SystemShanky JainNo ratings yet
- FMS AnswersDocument8 pagesFMS AnswersAnmol SetiaNo ratings yet
- Flexible Manufactring SystemsDocument13 pagesFlexible Manufactring SystemsCharles OdadaNo ratings yet
- CH 1 - Introduction To FMS-MNFGDocument47 pagesCH 1 - Introduction To FMS-MNFGAshenafi DressNo ratings yet
- Flexible Manufacturing Systems (F.M.S) : A WhitepaperDocument61 pagesFlexible Manufacturing Systems (F.M.S) : A WhitepaperLuptonga100% (4)
- Flexible Manufacturing SystemDocument18 pagesFlexible Manufacturing SystemTp 10No ratings yet
- Flexible Manufacturing SystemsDocument21 pagesFlexible Manufacturing SystemsPrabha KaranNo ratings yet
- Experiment No. - 6Document11 pagesExperiment No. - 6jay_v9No ratings yet
- Flexible Manufacturing Systems (FMS)Document40 pagesFlexible Manufacturing Systems (FMS)RakeshSaini100% (4)
- Unit 4Document61 pagesUnit 4Chellamuthu MechNo ratings yet
- FMS NotesDocument23 pagesFMS NotesjackNo ratings yet
- Background On Flexible Manufacturing SystemDocument4 pagesBackground On Flexible Manufacturing SystemRahapradNo ratings yet
- 10 CimDocument5 pages10 Cimbanne akshayNo ratings yet
- Flexible Manufacturing SystemsDocument3 pagesFlexible Manufacturing SystemsDeysi J. Barrera MariscalNo ratings yet
- School of Mechanical, Chemical and Material Engineering: Dep't:-Manufacturing EngineeringDocument25 pagesSchool of Mechanical, Chemical and Material Engineering: Dep't:-Manufacturing EngineeringHenok HailuNo ratings yet
- Flexible Manufacturing System (FMS) and Automated Guided Vehicle System (Agvs)Document97 pagesFlexible Manufacturing System (FMS) and Automated Guided Vehicle System (Agvs)NnapnNo ratings yet
- FMS Ans Key PDFDocument7 pagesFMS Ans Key PDFPrakash MNo ratings yet
- Unit-1 Flexible Manufacturing SystemsDocument20 pagesUnit-1 Flexible Manufacturing SystemsAVINASHNo ratings yet
- Flexible Manufacturing SystemDocument45 pagesFlexible Manufacturing Systemmrblue_ksaNo ratings yet
- Cellular ManufacturingDocument65 pagesCellular Manufacturingexamlab57No ratings yet
- ZA Flexible Manufacturing SystemDocument68 pagesZA Flexible Manufacturing SystemSasiKumar PetchiappanNo ratings yet
- Flexible Manufacturing SystemDocument10 pagesFlexible Manufacturing SystemVivek PatelNo ratings yet
- Components of Flexible Manufacturing SystemsDocument11 pagesComponents of Flexible Manufacturing SystemsjackNo ratings yet
- Automotive Glossary of TermsDocument2 pagesAutomotive Glossary of TermsRichard WiltsieNo ratings yet
- Cim PDFDocument32 pagesCim PDFVarshaNo ratings yet
- M.Tech: Automation in Manufacturing: Computer Numerical Control (CNC) MachinesDocument28 pagesM.Tech: Automation in Manufacturing: Computer Numerical Control (CNC) MachinesMohamed Essam MohamedNo ratings yet
- CNC, NC, FMS, Aps, RoboticsDocument7 pagesCNC, NC, FMS, Aps, RoboticskarthikkvskNo ratings yet
- Flexible: Manufacturing SystemsDocument26 pagesFlexible: Manufacturing SystemsSarthakNo ratings yet
- Introduction To MOMDocument46 pagesIntroduction To MOMjebishaNo ratings yet
- Flexible Manufacturing System (FMS)Document30 pagesFlexible Manufacturing System (FMS)k19ajay100% (1)
- Flexible Manufacturing SystemDocument4 pagesFlexible Manufacturing SystemJensen ManaloNo ratings yet
- Unit - Vi:: Applications in MechatronicsDocument14 pagesUnit - Vi:: Applications in MechatronicsViswanathanBalajiNo ratings yet
- Flexible Manufacturing Systems PDFDocument10 pagesFlexible Manufacturing Systems PDFnathiya100% (1)
- Manufacturing SystemDocument60 pagesManufacturing Systemkbragkiros75No ratings yet
- Flexible Manufacturing SystemDocument5 pagesFlexible Manufacturing SystemanurajNo ratings yet
- Flexible Manufacturing SystemDocument21 pagesFlexible Manufacturing SystemRamadan DaniNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- CNC MillingDocument19 pagesCNC Millingdejenem398No ratings yet
- CH 6 - Design of FixturesDocument54 pagesCH 6 - Design of Fixturesdejenem398No ratings yet
- Generative Sheet Metal DesignDocument164 pagesGenerative Sheet Metal Designdejenem398No ratings yet
- MIEG 6421 - Bulk Deformation - Forming ProcessesDocument112 pagesMIEG 6421 - Bulk Deformation - Forming Processesdejenem398No ratings yet
- Geometric TransformationDocument41 pagesGeometric Transformationdejenem398No ratings yet
- CAD CAM and CAE Course OutlineDocument3 pagesCAD CAM and CAE Course Outlinedejenem398No ratings yet
- Inductive Conductivity Transmitter Jumo Cti-750 Type 202756Document68 pagesInductive Conductivity Transmitter Jumo Cti-750 Type 202756dejenem398No ratings yet
- MIEG 6421 - Sheetmetal Forming ProcessesDocument62 pagesMIEG 6421 - Sheetmetal Forming Processesdejenem398No ratings yet
- MIEG 6421 - Mechanical Behavior of MaterialsDocument93 pagesMIEG 6421 - Mechanical Behavior of Materialsdejenem398No ratings yet
- Chapter 3 Direct Approach of FE FormulationsDocument38 pagesChapter 3 Direct Approach of FE Formulationsdejenem398No ratings yet
- CM160 - User Guide - ENDocument46 pagesCM160 - User Guide - ENdahvsatNo ratings yet
- Gful/Stfaf/) /SF/ / HGTF Udel/ X'G) K5 (: Khwopa College of EngineeringDocument11 pagesGful/Stfaf/) /SF/ / HGTF Udel/ X'G) K5 (: Khwopa College of EngineeringBibek ThapaNo ratings yet
- Aws Cross Region ReplicationDocument2 pagesAws Cross Region ReplicationBharathNo ratings yet
- Unit 2 Medium Access Sub Layer: Q2.Write A Short Note On Static and Dynamic Channel Allocation?Document24 pagesUnit 2 Medium Access Sub Layer: Q2.Write A Short Note On Static and Dynamic Channel Allocation?santhipriyasunkaraNo ratings yet
- Ethyl Benzene Plant Design PDFDocument31 pagesEthyl Benzene Plant Design PDFKaul PatrickNo ratings yet
- Development of Instrumental and Sensory Analytical Methods of Food Obtained by Traditional and Emerging TechnologiesDocument163 pagesDevelopment of Instrumental and Sensory Analytical Methods of Food Obtained by Traditional and Emerging TechnologiescarloarchivioNo ratings yet
- Ansys Known Issues and LimitationsDocument44 pagesAnsys Known Issues and Limitationstalabiz0% (1)
- Theory of Metal Cutting-Tool GeometryDocument25 pagesTheory of Metal Cutting-Tool GeometryIzi78% (9)
- Training Tm210tre.25-EngDocument56 pagesTraining Tm210tre.25-EngJEYSONNo ratings yet
- Two Factors Affecting The Brightness of Led Light Bulb: Sorsogon National High School Sorsogon City S.Y. 2018 - 2019Document4 pagesTwo Factors Affecting The Brightness of Led Light Bulb: Sorsogon National High School Sorsogon City S.Y. 2018 - 2019John KlennNo ratings yet
- Applications of Network Techniques in Process IndustryDocument19 pagesApplications of Network Techniques in Process IndustrySuleman TariqNo ratings yet
- Mathematical Methods in Thermal EngineeringDocument34 pagesMathematical Methods in Thermal EngineeringAdityaNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological Universityfeyayel990No ratings yet
- MCS 014Document2 pagesMCS 014jammu_rachnaNo ratings yet
- Katalog 2020 ENG Stand 2016 11 01 Final01Document289 pagesKatalog 2020 ENG Stand 2016 11 01 Final01Ramazan ErdinçNo ratings yet
- M 134 ContentDocument24 pagesM 134 ContentMohammad AfreedNo ratings yet
- Transformer Primary Injection Calculation Spreadsheet: Ynd With in Zone Earthing Transformer On LV (Delta) SideDocument2 pagesTransformer Primary Injection Calculation Spreadsheet: Ynd With in Zone Earthing Transformer On LV (Delta) Sidewaleed_mohamed_10No ratings yet
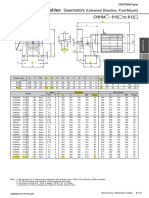
- Motoreductor CNHM8-6125-15 PDFDocument1 pageMotoreductor CNHM8-6125-15 PDFIH MedranoNo ratings yet
- IOQC2021 PartII Questions enDocument13 pagesIOQC2021 PartII Questions enDhamodharan SrinivasanNo ratings yet
- Lecture-2 Unit ConsistencyDocument37 pagesLecture-2 Unit ConsistencyHashir FurhanNo ratings yet
- Engineering Mechanics: StaticsDocument45 pagesEngineering Mechanics: StaticsDaya AhmadNo ratings yet
- Polymers 11 01543 v2Document11 pagesPolymers 11 01543 v2yazarizcizerizNo ratings yet
- CBSE NCERT Solutions For Class 11 Mathematics Chapter 01: Back of Chapter QuestionsDocument72 pagesCBSE NCERT Solutions For Class 11 Mathematics Chapter 01: Back of Chapter QuestionsMridula PriyaNo ratings yet
- Design of The Low Head Slide GateDocument15 pagesDesign of The Low Head Slide GateAlok Sarkar100% (1)
- Manual tm-10098 Rev 05-27-08Document203 pagesManual tm-10098 Rev 05-27-08Alhgasjsghjagjsdajlsd Asdalsdlkaksd100% (1)
- DSP Lab Sample Viva QuestionsDocument5 pagesDSP Lab Sample Viva QuestionsSunil Shetty70% (10)
- KINGgates Ovo Manual ENDocument22 pagesKINGgates Ovo Manual ENVitor GarcesNo ratings yet
- Feeder Loads and Power RequirementsDocument5 pagesFeeder Loads and Power RequirementsarsanioseNo ratings yet
- Day - 5: Chemistry Class Notes: Biomentors Classes Online, MumbaiDocument4 pagesDay - 5: Chemistry Class Notes: Biomentors Classes Online, MumbaiSmit PatelNo ratings yet
- BootCamp Day 2Document82 pagesBootCamp Day 2Diane WongNo ratings yet



























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)