Download as pptx, pdf, or txt
You might also like
- Seal Oil System of Generator in Thermal Power PlantDocument39 pagesSeal Oil System of Generator in Thermal Power PlantHari Prasad100% (6)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- 06-Sundyne Presentation Fs SealsDocument74 pages06-Sundyne Presentation Fs Sealsjoseellargo88% (8)
- 3-A Sanitary Standards For Centrifugal and Positive Rotary Pumps, Number 02-11Document13 pages3-A Sanitary Standards For Centrifugal and Positive Rotary Pumps, Number 02-11CHRISTIAN ZAVALANo ratings yet
- Presentation On HardwareDocument48 pagesPresentation On HardwareNaresh kumarNo ratings yet
- Principles of Designing RPD Copy Copy 160211154113Document38 pagesPrinciples of Designing RPD Copy Copy 160211154113Abdelreheem ElgendyNo ratings yet
- TEMA 5 - Columna de Perf. 1Document40 pagesTEMA 5 - Columna de Perf. 1rafael0j0moreno0rNo ratings yet
- Lost Circulation - The Basics Mohan DoshiDocument28 pagesLost Circulation - The Basics Mohan DoshiRoshan PateliaNo ratings yet
- Steel Making Axle Forging Heat Treatment MachiningDocument41 pagesSteel Making Axle Forging Heat Treatment MachiningAsif Ali PCNo ratings yet
- Eot Crane Inspection TRGDocument46 pagesEot Crane Inspection TRGMohammad Abubakar SiddiqNo ratings yet
- Hardened ConcreteDocument45 pagesHardened ConcreteBurner EmailNo ratings yet
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- Island View Shipping Parcel Service Steel Plate Separations: Compiled by Roelof Camminga APRIL 2006Document28 pagesIsland View Shipping Parcel Service Steel Plate Separations: Compiled by Roelof Camminga APRIL 2006Constantine KtzmnNo ratings yet
- 2 BoltsDocument102 pages2 BoltsUttam K. BudhathokiNo ratings yet
- Presentation HP HTDocument27 pagesPresentation HP HTandrew sinagaNo ratings yet
- Mk1 Study Power PointDocument112 pagesMk1 Study Power PointchoprarunNo ratings yet
- Bus Bar 1Document33 pagesBus Bar 1Pin Santos100% (3)
- KWS Cat PDFDocument126 pagesKWS Cat PDFThaveep RatanakuhaNo ratings yet
- Drill String FailureDocument44 pagesDrill String FailureUsama Bin Sabir88% (8)
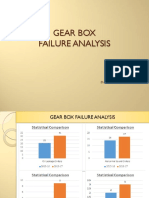
- Gear Box Failure AnalysisDocument39 pagesGear Box Failure AnalysisAli Hasnain100% (1)
- Joint Fit Up and Alignment - StudentDocument22 pagesJoint Fit Up and Alignment - StudentSankar Krishnan100% (1)
- 02 Hoist IntroDocument100 pages02 Hoist IntroJuan Carlos Gonzales VelezmoroNo ratings yet
- Dokumen - Tips Casing of Oil WellDocument17 pagesDokumen - Tips Casing of Oil Wellmahboub youcefNo ratings yet
- R Uprety - First Presentation On Mainline Pipe 22 Nov 2020Document27 pagesR Uprety - First Presentation On Mainline Pipe 22 Nov 2020Abdul Wajid AliNo ratings yet
- CladDocument27 pagesCladbaluNo ratings yet
- Lost CirculationDocument60 pagesLost Circulationcrown21250% (2)
- Bus Bar 1Document33 pagesBus Bar 1erkamlakar2234No ratings yet
- Panting£ing 022037Document14 pagesPanting£ing 022037S. Dinesh KumarNo ratings yet
- Additional Material For Underground SupportsDocument80 pagesAdditional Material For Underground SupportsReymark DoriaNo ratings yet
- Pump Maintenance PDFDocument9 pagesPump Maintenance PDFkamelNo ratings yet
- Helical Spring LockwashersDocument4 pagesHelical Spring LockwashersjoseocsilvaNo ratings yet
- 3.0 Mechanical SealsDocument20 pages3.0 Mechanical SealsMuneeswaran NarayananNo ratings yet
- Dry Docking: The Major EventDocument25 pagesDry Docking: The Major EventSukesh DattaNo ratings yet
- Sucker Rod Failure Analysis Brochure V4 CompressedDocument24 pagesSucker Rod Failure Analysis Brochure V4 CompressedKoray YilmazNo ratings yet
- Evaluation of Dynamic Soil PropertiesDocument43 pagesEvaluation of Dynamic Soil PropertiesNakul TanejaNo ratings yet
- Lecture 6 Notes 6.1 FatigueDocument82 pagesLecture 6 Notes 6.1 Fatiguerony16novNo ratings yet
- Mod.6.11 CablesDocument38 pagesMod.6.11 Cablesഅർജ്ജുൻ കക്കാട്No ratings yet
- Building Construction (Steel)Document22 pagesBuilding Construction (Steel)Rekha ToshniwalNo ratings yet
- Extenstion LadderDocument33 pagesExtenstion LadderMahalingappa RaviNo ratings yet
- Construction FailuresDocument48 pagesConstruction FailuresV.m. RajanNo ratings yet
- Principles of External FixationDocument68 pagesPrinciples of External Fixationvaibhav gowda100% (1)
- Prevention & Repair of Cracks in Concrete StructuresDocument98 pagesPrevention & Repair of Cracks in Concrete StructuresvinujohnpanickerNo ratings yet
- Stress Corrosion CrackingDocument20 pagesStress Corrosion CrackingMUKESH SUNDARARAJANNo ratings yet
- Well Head EquipmentDocument37 pagesWell Head Equipmentmohit narayanNo ratings yet
- Pile Foundations Dec 18Document84 pagesPile Foundations Dec 18kesharinareshNo ratings yet
- Types of BearingsDocument13 pagesTypes of Bearings6403 Rohit Gaikwad100% (1)
- Types of WearDocument38 pagesTypes of WearTushar SharmaNo ratings yet
- Care & Maintenance of Tyres, Tubes&flapsDocument30 pagesCare & Maintenance of Tyres, Tubes&flapsAyush HazarikaNo ratings yet
- Competence 9Document6 pagesCompetence 9Mabel AlbaresNo ratings yet
- Horizontal Well Drill String DesignDocument27 pagesHorizontal Well Drill String DesignTarek HassanNo ratings yet
- Temporary StructuresDocument11 pagesTemporary StructuresSuraj WankhedeNo ratings yet
- 702 - Aashay Bhoir - PM Assignment 1 (Equipments)Document14 pages702 - Aashay Bhoir - PM Assignment 1 (Equipments)Aashay BhoirNo ratings yet
- Participatory Ergonomics Approach - Prof NacionDocument14 pagesParticipatory Ergonomics Approach - Prof NacionBruno SaturnNo ratings yet
- NDT Training at Shrchi-1Document69 pagesNDT Training at Shrchi-1PRERNA SINGH100% (1)
- Bearing Damage AnalysisDocument36 pagesBearing Damage AnalysisWasif Aziz100% (2)
- Constructio N Equipments: (Concrete Mixer and Ready Mix Concrete PumpDocument13 pagesConstructio N Equipments: (Concrete Mixer and Ready Mix Concrete PumpAr Shivali SinghNo ratings yet
- Stuck PipeDocument42 pagesStuck PipeDaniel Anzola Camargo100% (1)
- Tornar String Magnet Non Rotating Productsheet 2019Document1 pageTornar String Magnet Non Rotating Productsheet 2019rahulNo ratings yet
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryDocument15 pagesBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulNo ratings yet
- GERD HBWS512DPHW INVRP Rev 060324Document23 pagesGERD HBWS512DPHW INVRP Rev 060324rahulNo ratings yet
- 3.875 OD HOLLOW MILL-SketchDocument1 page3.875 OD HOLLOW MILL-SketchrahulNo ratings yet
- Drill String & BHA DesignDocument21 pagesDrill String & BHA DesignrahulNo ratings yet
- Grant Prideco Geo Drill Pipe FlyerDocument2 pagesGrant Prideco Geo Drill Pipe FlyerrahulNo ratings yet
- Series 150 Overshot AccessoriesDocument2 pagesSeries 150 Overshot AccessoriesrahulNo ratings yet
- BOP Handling Systems - Ingersoll RandDocument20 pagesBOP Handling Systems - Ingersoll RandrahulNo ratings yet
- Comparative IPC207 X TK34 xTC2000PDocument2 pagesComparative IPC207 X TK34 xTC2000PrahulNo ratings yet
- Z Type JarDocument1 pageZ Type JarrahulNo ratings yet
- Annular Mill1Document4 pagesAnnular Mill1rahulNo ratings yet
- 1023 - Adjustable Wire Finder GrabDocument2 pages1023 - Adjustable Wire Finder GrabrahulNo ratings yet
- Lost Circln.Document34 pagesLost Circln.rahulNo ratings yet
- Pre Job Documentation Verification Checklist 5 4 ME GL GL 00007Document1 pagePre Job Documentation Verification Checklist 5 4 ME GL GL 00007rahulNo ratings yet
- 12-Well DesignDocument56 pages12-Well DesignrahulNo ratings yet
- 7 CasingDocument56 pages7 CasingrahulNo ratings yet
- 2-Offshore Drilling Lecture - Dec 2009Document128 pages2-Offshore Drilling Lecture - Dec 2009rahulNo ratings yet
- Pre Dispatch Checklist Fishing ToolsDocument1 pagePre Dispatch Checklist Fishing ToolsrahulNo ratings yet
- JHA FormDocument5 pagesJHA FormrahulNo ratings yet
- Diverter Drilling System For Well Control Full GuideDocument19 pagesDiverter Drilling System For Well Control Full GuiderahulNo ratings yet
- 5 Main Junk Basket TypesDocument7 pages5 Main Junk Basket TypesrahulNo ratings yet
- History of SteelDocument79 pagesHistory of SteelChrissa100% (2)
- AEM Project ReportDocument18 pagesAEM Project ReportAkahay DangariyaNo ratings yet
- QUIZ TWO AnswersDocument2 pagesQUIZ TWO AnswersNatinael WoldeNo ratings yet
- QT Link Solaracks 0428Document1 pageQT Link Solaracks 0428Vincent EliandiNo ratings yet
- Fabrication MethodsDocument6 pagesFabrication MethodsSmit GandhiNo ratings yet
- Threaded Insert Systems: Edition 05 2013Document48 pagesThreaded Insert Systems: Edition 05 2013Shanil BussooaNo ratings yet
- Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDocument8 pagesFakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaThaneswaran BaluNo ratings yet
- Wall Cladding-Stone Cladding, Tile Cladding, and Metal CladdingDocument25 pagesWall Cladding-Stone Cladding, Tile Cladding, and Metal CladdingAlexNo ratings yet
- Assesment of Deep-Drawing Process by Photogrammetric Method When Design The Tin Car Body ProductionDocument4 pagesAssesment of Deep-Drawing Process by Photogrammetric Method When Design The Tin Car Body Productiondhafi keceNo ratings yet
- NROchre MSDS Ochre 404 and 548Document4 pagesNROchre MSDS Ochre 404 and 548New Riverside Ochre Company, Inc.No ratings yet
- Technical Compliance Check ListDocument4 pagesTechnical Compliance Check ListFaruque UddinNo ratings yet
- BORTE General Catalogue V4.2 PDFDocument147 pagesBORTE General Catalogue V4.2 PDFKeneth Samson Del CarmenNo ratings yet
- Hydrogen in Material SelectionDocument5 pagesHydrogen in Material SelectionrajaNo ratings yet
- Master KaizensDocument52 pagesMaster KaizensNagarajan100% (1)
- American Woodworker #140 Feb-Mar 2009Document84 pagesAmerican Woodworker #140 Feb-Mar 2009gambiNo ratings yet
- Project Report ON STUDY OF Performance Highlight & EXPORT Marketing of NalcoDocument42 pagesProject Report ON STUDY OF Performance Highlight & EXPORT Marketing of NalcopritishpriyadarsiNo ratings yet
- 3 BKM SP MKT Get Ex3600Document2 pages3 BKM SP MKT Get Ex3600Max SashikhinNo ratings yet
- IRMS Supplement.A4.Rev2022.WebDocument28 pagesIRMS Supplement.A4.Rev2022.Webindra defistaNo ratings yet
- Constellation Checklist-1Document5 pagesConstellation Checklist-1DemocritoMoreiraNo ratings yet
- Revised Cleaning and Painting Piece Rate Data 02-07-2021Document5 pagesRevised Cleaning and Painting Piece Rate Data 02-07-2021Corrosion FactoryNo ratings yet
- Cw008a Cu-Of Version1Document1 pageCw008a Cu-Of Version1Gaka RtaNo ratings yet
- CCTTC - Q235 Datasheet, Chemical Composition: Item Standard Number DescriptionsDocument3 pagesCCTTC - Q235 Datasheet, Chemical Composition: Item Standard Number DescriptionsAulino CuambeNo ratings yet
- As NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripDocument7 pagesAs NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripYasser Hammad MohamedNo ratings yet
- Maintenance Páginas-509-580Document72 pagesMaintenance Páginas-509-580Alexandra Gabriela Pacheco PrietoNo ratings yet
- Metal SpinningDocument63 pagesMetal SpinningM PraveenNo ratings yet
- CDBSFDocument52 pagesCDBSFmarcol99No ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- The Influence of Steel Chemistry & Surface Coatings On Resistance Spot Weld Strength and Failure MechanismsDocument14 pagesThe Influence of Steel Chemistry & Surface Coatings On Resistance Spot Weld Strength and Failure MechanismsDolfredNo ratings yet
- Solidification-Riser Design-Problems-Special Casting ProcessesDocument210 pagesSolidification-Riser Design-Problems-Special Casting Processespavan ChintuNo ratings yet