
Friction Stir Welding
Friction Stir Welding
You might also like
- Solid State WeldingDocument14 pagesSolid State WeldingRaju_pancal100% (1)
- B 64483EN 2 - 03 Fanuc Dual Check SafetyDocument240 pagesB 64483EN 2 - 03 Fanuc Dual Check SafetyDmitry100% (4)
- Friction Stir Welding: Principle of OperationDocument12 pagesFriction Stir Welding: Principle of OperationvarmaprasadNo ratings yet
- Friction Stir WeldingDocument7 pagesFriction Stir WeldingHari HaranNo ratings yet
- Unit Iii Solid State WeldingDocument77 pagesUnit Iii Solid State WeldingparthibankNo ratings yet
- Friction Stir WeldingDocument63 pagesFriction Stir WeldingWebsoft Tech-HydNo ratings yet
- Friction Stir Welding (FSW) Seminar Report 2Document12 pagesFriction Stir Welding (FSW) Seminar Report 2RajuNo ratings yet
- Working Principle of FSPDocument5 pagesWorking Principle of FSPjames_raj_7No ratings yet
- Friction Stir WeldingDocument20 pagesFriction Stir WeldingShrilay Thakur100% (1)
- Final ProjDocument107 pagesFinal ProjNaveen KumarNo ratings yet
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingMohammed Adhnan KbNo ratings yet
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingDeepak Kaushal0% (1)
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingTharun Cyrus100% (1)
- Friction Stir Welding: AluminiumDocument14 pagesFriction Stir Welding: AluminiumGomish SharmaNo ratings yet
- WeldingDocument55 pagesWeldingshaik menhaajNo ratings yet
- Technical Seminar On Friction Stir Welding: Submitted By: Akshay P Rao (4ES15ME005)Document19 pagesTechnical Seminar On Friction Stir Welding: Submitted By: Akshay P Rao (4ES15ME005)AkshayNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldinggamiebro19No ratings yet
- Friction Stir WeldingDocument17 pagesFriction Stir WeldingMukulNo ratings yet
- Friction Stir WeldingDocument8 pagesFriction Stir WeldingFarhanNo ratings yet
- An Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeDocument7 pagesAn Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeNagendra KumarNo ratings yet
- Friction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Document26 pagesFriction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Anonymous AdofXEYAgENo ratings yet
- Friction Stir Welding ReportDocument16 pagesFriction Stir Welding ReportjishnuNo ratings yet
- Forging PDFDocument16 pagesForging PDFloveguru2512No ratings yet
- Oğuzhan MURAT - Friction Stir WeldingDocument10 pagesOğuzhan MURAT - Friction Stir WeldingOğuzhan MuratNo ratings yet
- Friction Welding, Explosive WeldingDocument7 pagesFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWANo ratings yet
- Friction Stir Welding of Aluminium Alloys: Submitted by Manoj Balu V B Roll No: 135506Document13 pagesFriction Stir Welding of Aluminium Alloys: Submitted by Manoj Balu V B Roll No: 135506Anonymous AdofXEYAgENo ratings yet
- Friction Stir Welding of Aluminium AlloysDocument13 pagesFriction Stir Welding of Aluminium AlloysAnonymous AdofXEYAgENo ratings yet
- Welcome To The Presentation On Friction Stir Welding: by Chitran Dutta (1601110169)Document7 pagesWelcome To The Presentation On Friction Stir Welding: by Chitran Dutta (1601110169)chitran duttaNo ratings yet
- Friction Stir Welding-Diffusion BondingDocument182 pagesFriction Stir Welding-Diffusion Bondingmr23mem2s01No ratings yet
- Friction Stir Welding FSW Final ReportDocument28 pagesFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- Friction Stir WeldingDocument17 pagesFriction Stir WeldingShubham PhadtareNo ratings yet
- Al Die CastingDocument11 pagesAl Die CastingMallesh Munje100% (1)
- FSW SeminarDocument23 pagesFSW SeminarMahaManthraNo ratings yet
- Friction Stir WeldingDocument4 pagesFriction Stir WeldingarianaseriNo ratings yet
- Thermal Aspects of Machining Module 1Document75 pagesThermal Aspects of Machining Module 1Libin AbrahamNo ratings yet
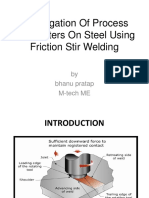
- Investigation of Process Parameters On Steel Using Friction Stir WeldingDocument17 pagesInvestigation of Process Parameters On Steel Using Friction Stir Weldingbhanu pratapNo ratings yet
- RM01 - 23 Case Study Friction Stir WeldingDocument49 pagesRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNo ratings yet
- Solid State Welding Is A Welding Process, inDocument24 pagesSolid State Welding Is A Welding Process, inPRABHJOT SINGHNo ratings yet
- Friction Stir WeldingDocument26 pagesFriction Stir WeldingMahaManthra0% (1)
- Sravan WeldingDocument16 pagesSravan WeldingSravan Kumar50No ratings yet
- ForgingDocument12 pagesForgingYousef AltarawnehNo ratings yet
- Mechanisms of Wear in HSS Cutting ToolsDocument31 pagesMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayak100% (2)
- Weldingfixtures 140919075513 Phpapp02Document28 pagesWeldingfixtures 140919075513 Phpapp02VJ SharmaNo ratings yet
- ForgingDocument12 pagesForgingDheeraj KashyapNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Solid State WeldingDocument21 pagesSolid State WeldingManish DharNo ratings yet
- Friction Stir Welding: Presented By: Shashank Verma 1702940142Document20 pagesFriction Stir Welding: Presented By: Shashank Verma 1702940142Shashank VermaNo ratings yet
- Lecture 3 PDFDocument20 pagesLecture 3 PDFيوسف عادل حسانينNo ratings yet
- Forging Final PDFDocument6 pagesForging Final PDFShubham SemwalNo ratings yet
- Introduction of ForgingDocument5 pagesIntroduction of ForgingAnish DungeonNo ratings yet
- The National Institute of EngineeringDocument22 pagesThe National Institute of EngineeringSanjay KmrNo ratings yet
- Tutorial Last AnswerDocument9 pagesTutorial Last AnswerEswaran ManakorNo ratings yet
- Explosion WeldingDocument23 pagesExplosion WeldingAnurag SinghNo ratings yet
- Study of Forging Process Equipemnts-Practical-3Document12 pagesStudy of Forging Process Equipemnts-Practical-3prashantNo ratings yet
- Resistance Welding ProcessesDocument63 pagesResistance Welding ProcessesJay DaveNo ratings yet
- Production Engineering-M IIDocument24 pagesProduction Engineering-M IIalext1985nNo ratings yet
- Forging PPT Hks.Document26 pagesForging PPT Hks.Hrushikesh SamantarayNo ratings yet
- Hard Coating of Tool-Report PDFDocument43 pagesHard Coating of Tool-Report PDFRam TejaNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Relative Importance of Major Job Performance Dimensions in Determining Supervisors' Overall Job Performance RatingsDocument14 pagesRelative Importance of Major Job Performance Dimensions in Determining Supervisors' Overall Job Performance RatingsMarcioandré VelásquezNo ratings yet
- Boiler Pressure PartsDocument32 pagesBoiler Pressure PartsavtarsinghsandhuNo ratings yet
- Individual Proposal Format-CSRI-2021Document12 pagesIndividual Proposal Format-CSRI-2021Dr. Manoj Kumar SharmaNo ratings yet
- AGwE Acknowledgement BorrowDocument8 pagesAGwE Acknowledgement BorrowEinrol M AicragNo ratings yet
- Nitro Compounds: Dr. Tanuja Nautiyal Dept of Chemistry Northern India Engineering CollegeDocument25 pagesNitro Compounds: Dr. Tanuja Nautiyal Dept of Chemistry Northern India Engineering CollegeRoman RusnacNo ratings yet
- Full Download Introduction To Measure Theoretic Probability 2nd Edition Roussas Solutions ManualDocument6 pagesFull Download Introduction To Measure Theoretic Probability 2nd Edition Roussas Solutions Manualirisybarrous100% (38)
- ScienceDocument6 pagesScienceInkspireNo ratings yet
- Sick - WT34 - R220Document7 pagesSick - WT34 - R220M MNo ratings yet
- Etp Progress Report - g70Document18 pagesEtp Progress Report - g70EeHuey ChooNo ratings yet
- Assignment 1 Psychology and EducationDocument2 pagesAssignment 1 Psychology and EducationRheque GnarNo ratings yet
- Nsn/Nato List: Absolute. Premium. ProtectionDocument4 pagesNsn/Nato List: Absolute. Premium. ProtectionNahid ParvezNo ratings yet
- Orca Share Media1676204784901 7030512434130423961Document40 pagesOrca Share Media1676204784901 7030512434130423961Chester BoliquenNo ratings yet
- Vedic Astrology Books You Should Read Before You DieDocument6 pagesVedic Astrology Books You Should Read Before You DieopparasharNo ratings yet
- Junctional Epithelium: Presented By: Dr. Monali B.Pimple 1 Year PG StudentDocument40 pagesJunctional Epithelium: Presented By: Dr. Monali B.Pimple 1 Year PG Studentmonali pimple50% (2)
- Standard Penetration TestDocument4 pagesStandard Penetration TestIrita Kayna Gobile100% (1)
- Godrej and Boyce Corporate ProfileDocument2 pagesGodrej and Boyce Corporate ProfileSahili SalveNo ratings yet
- EKS83 Service Manual SkyAzulDocument30 pagesEKS83 Service Manual SkyAzulM Refai100% (2)
- Dark Heresy Character Sheet - Ace Character (Unfinished)Document2 pagesDark Heresy Character Sheet - Ace Character (Unfinished)Alasdair GoudieNo ratings yet
- Course Code: MTOE10 Course Title: Non Destructive Testing and Failure Analysis Number of Credits 3 Prerequisites (Course Code) : Nil Course Type: Oe Course Learning ObjectivesDocument1 pageCourse Code: MTOE10 Course Title: Non Destructive Testing and Failure Analysis Number of Credits 3 Prerequisites (Course Code) : Nil Course Type: Oe Course Learning ObjectivesNags DevaNo ratings yet
- The Legend of Malin KundangDocument3 pagesThe Legend of Malin KundangSiti Evayanti100% (3)
- Jensen: Unit 4 Pretest ReviewDocument11 pagesJensen: Unit 4 Pretest ReviewKarma TenzinNo ratings yet
- Chemical Process Control An IntroductionDocument376 pagesChemical Process Control An IntroductionNicolò OngaroNo ratings yet
- Interaksi Varanus Salvator (Interaction of Varanus Salvator) : Prey, Predator, Atau DETRIVORE? (Varanus Salvato..Document12 pagesInteraksi Varanus Salvator (Interaction of Varanus Salvator) : Prey, Predator, Atau DETRIVORE? (Varanus Salvato..Anggi jayadi RiwuNo ratings yet
- Conditional ProofDocument13 pagesConditional ProofPratham MaanNo ratings yet
- Winter 2014 Math 112 Exam 1Document9 pagesWinter 2014 Math 112 Exam 1Tuğba AydemirNo ratings yet
- EPC Lab (BE303) - 2022 Scheme !ST Cycle ExperimentsDocument51 pagesEPC Lab (BE303) - 2022 Scheme !ST Cycle Experimentsm1947ashaNo ratings yet
- MaximumDocument3 pagesMaximumJowiNo ratings yet
- An Historicist Perspective On Daniel 11Document343 pagesAn Historicist Perspective On Daniel 11רודריקNo ratings yet
- DE THI TUYEN SINH CUA S 4 Năm NayDocument17 pagesDE THI TUYEN SINH CUA S 4 Năm Nay[][][][][][][][]No ratings yet
























































































Download as pptx, pdf, or txt
You might also like
- Solid State WeldingDocument14 pagesSolid State WeldingRaju_pancal100% (1)
- B 64483EN 2 - 03 Fanuc Dual Check SafetyDocument240 pagesB 64483EN 2 - 03 Fanuc Dual Check SafetyDmitry100% (4)
- Friction Stir Welding: Principle of OperationDocument12 pagesFriction Stir Welding: Principle of OperationvarmaprasadNo ratings yet
- Friction Stir WeldingDocument7 pagesFriction Stir WeldingHari HaranNo ratings yet
- Unit Iii Solid State WeldingDocument77 pagesUnit Iii Solid State WeldingparthibankNo ratings yet
- Friction Stir WeldingDocument63 pagesFriction Stir WeldingWebsoft Tech-HydNo ratings yet
- Friction Stir Welding (FSW) Seminar Report 2Document12 pagesFriction Stir Welding (FSW) Seminar Report 2RajuNo ratings yet
- Working Principle of FSPDocument5 pagesWorking Principle of FSPjames_raj_7No ratings yet
- Friction Stir WeldingDocument20 pagesFriction Stir WeldingShrilay Thakur100% (1)
- Final ProjDocument107 pagesFinal ProjNaveen KumarNo ratings yet
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingMohammed Adhnan KbNo ratings yet
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingDeepak Kaushal0% (1)
- MECH Friction Stir WeldingDocument26 pagesMECH Friction Stir WeldingTharun Cyrus100% (1)
- Friction Stir Welding: AluminiumDocument14 pagesFriction Stir Welding: AluminiumGomish SharmaNo ratings yet
- WeldingDocument55 pagesWeldingshaik menhaajNo ratings yet
- Technical Seminar On Friction Stir Welding: Submitted By: Akshay P Rao (4ES15ME005)Document19 pagesTechnical Seminar On Friction Stir Welding: Submitted By: Akshay P Rao (4ES15ME005)AkshayNo ratings yet
- Friction Stir WeldingDocument22 pagesFriction Stir Weldinggamiebro19No ratings yet
- Friction Stir WeldingDocument17 pagesFriction Stir WeldingMukulNo ratings yet
- Friction Stir WeldingDocument8 pagesFriction Stir WeldingFarhanNo ratings yet
- An Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeDocument7 pagesAn Overview of Forging Processes With Their Defects: Mahendra G. Rathi, Nilesh A. JakhadeNagendra KumarNo ratings yet
- Friction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Document26 pagesFriction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Anonymous AdofXEYAgENo ratings yet
- Friction Stir Welding ReportDocument16 pagesFriction Stir Welding ReportjishnuNo ratings yet
- Forging PDFDocument16 pagesForging PDFloveguru2512No ratings yet
- Oğuzhan MURAT - Friction Stir WeldingDocument10 pagesOğuzhan MURAT - Friction Stir WeldingOğuzhan MuratNo ratings yet
- Friction Welding, Explosive WeldingDocument7 pagesFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWANo ratings yet
- Friction Stir Welding of Aluminium Alloys: Submitted by Manoj Balu V B Roll No: 135506Document13 pagesFriction Stir Welding of Aluminium Alloys: Submitted by Manoj Balu V B Roll No: 135506Anonymous AdofXEYAgENo ratings yet
- Friction Stir Welding of Aluminium AlloysDocument13 pagesFriction Stir Welding of Aluminium AlloysAnonymous AdofXEYAgENo ratings yet
- Welcome To The Presentation On Friction Stir Welding: by Chitran Dutta (1601110169)Document7 pagesWelcome To The Presentation On Friction Stir Welding: by Chitran Dutta (1601110169)chitran duttaNo ratings yet
- Friction Stir Welding-Diffusion BondingDocument182 pagesFriction Stir Welding-Diffusion Bondingmr23mem2s01No ratings yet
- Friction Stir Welding FSW Final ReportDocument28 pagesFriction Stir Welding FSW Final ReportShashank Verma100% (1)
- Friction Stir WeldingDocument17 pagesFriction Stir WeldingShubham PhadtareNo ratings yet
- Al Die CastingDocument11 pagesAl Die CastingMallesh Munje100% (1)
- FSW SeminarDocument23 pagesFSW SeminarMahaManthraNo ratings yet
- Friction Stir WeldingDocument4 pagesFriction Stir WeldingarianaseriNo ratings yet
- Thermal Aspects of Machining Module 1Document75 pagesThermal Aspects of Machining Module 1Libin AbrahamNo ratings yet
- Investigation of Process Parameters On Steel Using Friction Stir WeldingDocument17 pagesInvestigation of Process Parameters On Steel Using Friction Stir Weldingbhanu pratapNo ratings yet
- RM01 - 23 Case Study Friction Stir WeldingDocument49 pagesRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNo ratings yet
- Solid State Welding Is A Welding Process, inDocument24 pagesSolid State Welding Is A Welding Process, inPRABHJOT SINGHNo ratings yet
- Friction Stir WeldingDocument26 pagesFriction Stir WeldingMahaManthra0% (1)
- Sravan WeldingDocument16 pagesSravan WeldingSravan Kumar50No ratings yet
- ForgingDocument12 pagesForgingYousef AltarawnehNo ratings yet
- Mechanisms of Wear in HSS Cutting ToolsDocument31 pagesMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayak100% (2)
- Weldingfixtures 140919075513 Phpapp02Document28 pagesWeldingfixtures 140919075513 Phpapp02VJ SharmaNo ratings yet
- ForgingDocument12 pagesForgingDheeraj KashyapNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Solid State WeldingDocument21 pagesSolid State WeldingManish DharNo ratings yet
- Friction Stir Welding: Presented By: Shashank Verma 1702940142Document20 pagesFriction Stir Welding: Presented By: Shashank Verma 1702940142Shashank VermaNo ratings yet
- Lecture 3 PDFDocument20 pagesLecture 3 PDFيوسف عادل حسانينNo ratings yet
- Forging Final PDFDocument6 pagesForging Final PDFShubham SemwalNo ratings yet
- Introduction of ForgingDocument5 pagesIntroduction of ForgingAnish DungeonNo ratings yet
- The National Institute of EngineeringDocument22 pagesThe National Institute of EngineeringSanjay KmrNo ratings yet
- Tutorial Last AnswerDocument9 pagesTutorial Last AnswerEswaran ManakorNo ratings yet
- Explosion WeldingDocument23 pagesExplosion WeldingAnurag SinghNo ratings yet
- Study of Forging Process Equipemnts-Practical-3Document12 pagesStudy of Forging Process Equipemnts-Practical-3prashantNo ratings yet
- Resistance Welding ProcessesDocument63 pagesResistance Welding ProcessesJay DaveNo ratings yet
- Production Engineering-M IIDocument24 pagesProduction Engineering-M IIalext1985nNo ratings yet
- Forging PPT Hks.Document26 pagesForging PPT Hks.Hrushikesh SamantarayNo ratings yet
- Hard Coating of Tool-Report PDFDocument43 pagesHard Coating of Tool-Report PDFRam TejaNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Relative Importance of Major Job Performance Dimensions in Determining Supervisors' Overall Job Performance RatingsDocument14 pagesRelative Importance of Major Job Performance Dimensions in Determining Supervisors' Overall Job Performance RatingsMarcioandré VelásquezNo ratings yet
- Boiler Pressure PartsDocument32 pagesBoiler Pressure PartsavtarsinghsandhuNo ratings yet
- Individual Proposal Format-CSRI-2021Document12 pagesIndividual Proposal Format-CSRI-2021Dr. Manoj Kumar SharmaNo ratings yet
- AGwE Acknowledgement BorrowDocument8 pagesAGwE Acknowledgement BorrowEinrol M AicragNo ratings yet
- Nitro Compounds: Dr. Tanuja Nautiyal Dept of Chemistry Northern India Engineering CollegeDocument25 pagesNitro Compounds: Dr. Tanuja Nautiyal Dept of Chemistry Northern India Engineering CollegeRoman RusnacNo ratings yet
- Full Download Introduction To Measure Theoretic Probability 2nd Edition Roussas Solutions ManualDocument6 pagesFull Download Introduction To Measure Theoretic Probability 2nd Edition Roussas Solutions Manualirisybarrous100% (38)
- ScienceDocument6 pagesScienceInkspireNo ratings yet
- Sick - WT34 - R220Document7 pagesSick - WT34 - R220M MNo ratings yet
- Etp Progress Report - g70Document18 pagesEtp Progress Report - g70EeHuey ChooNo ratings yet
- Assignment 1 Psychology and EducationDocument2 pagesAssignment 1 Psychology and EducationRheque GnarNo ratings yet
- Nsn/Nato List: Absolute. Premium. ProtectionDocument4 pagesNsn/Nato List: Absolute. Premium. ProtectionNahid ParvezNo ratings yet
- Orca Share Media1676204784901 7030512434130423961Document40 pagesOrca Share Media1676204784901 7030512434130423961Chester BoliquenNo ratings yet
- Vedic Astrology Books You Should Read Before You DieDocument6 pagesVedic Astrology Books You Should Read Before You DieopparasharNo ratings yet
- Junctional Epithelium: Presented By: Dr. Monali B.Pimple 1 Year PG StudentDocument40 pagesJunctional Epithelium: Presented By: Dr. Monali B.Pimple 1 Year PG Studentmonali pimple50% (2)
- Standard Penetration TestDocument4 pagesStandard Penetration TestIrita Kayna Gobile100% (1)
- Godrej and Boyce Corporate ProfileDocument2 pagesGodrej and Boyce Corporate ProfileSahili SalveNo ratings yet
- EKS83 Service Manual SkyAzulDocument30 pagesEKS83 Service Manual SkyAzulM Refai100% (2)
- Dark Heresy Character Sheet - Ace Character (Unfinished)Document2 pagesDark Heresy Character Sheet - Ace Character (Unfinished)Alasdair GoudieNo ratings yet
- Course Code: MTOE10 Course Title: Non Destructive Testing and Failure Analysis Number of Credits 3 Prerequisites (Course Code) : Nil Course Type: Oe Course Learning ObjectivesDocument1 pageCourse Code: MTOE10 Course Title: Non Destructive Testing and Failure Analysis Number of Credits 3 Prerequisites (Course Code) : Nil Course Type: Oe Course Learning ObjectivesNags DevaNo ratings yet
- The Legend of Malin KundangDocument3 pagesThe Legend of Malin KundangSiti Evayanti100% (3)
- Jensen: Unit 4 Pretest ReviewDocument11 pagesJensen: Unit 4 Pretest ReviewKarma TenzinNo ratings yet
- Chemical Process Control An IntroductionDocument376 pagesChemical Process Control An IntroductionNicolò OngaroNo ratings yet
- Interaksi Varanus Salvator (Interaction of Varanus Salvator) : Prey, Predator, Atau DETRIVORE? (Varanus Salvato..Document12 pagesInteraksi Varanus Salvator (Interaction of Varanus Salvator) : Prey, Predator, Atau DETRIVORE? (Varanus Salvato..Anggi jayadi RiwuNo ratings yet
- Conditional ProofDocument13 pagesConditional ProofPratham MaanNo ratings yet
- Winter 2014 Math 112 Exam 1Document9 pagesWinter 2014 Math 112 Exam 1Tuğba AydemirNo ratings yet
- EPC Lab (BE303) - 2022 Scheme !ST Cycle ExperimentsDocument51 pagesEPC Lab (BE303) - 2022 Scheme !ST Cycle Experimentsm1947ashaNo ratings yet
- MaximumDocument3 pagesMaximumJowiNo ratings yet
- An Historicist Perspective On Daniel 11Document343 pagesAn Historicist Perspective On Daniel 11רודריקNo ratings yet
- DE THI TUYEN SINH CUA S 4 Năm NayDocument17 pagesDE THI TUYEN SINH CUA S 4 Năm Nay[][][][][][][][]No ratings yet