Download as ppt, pdf, or txt
You might also like
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- ACI Rectangular Tanks2010Document18 pagesACI Rectangular Tanks2010Rohn J Jackson86% (7)
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- Welding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)Document52 pagesWelding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)cyNo ratings yet
- Welding Process Notes BestDocument152 pagesWelding Process Notes Bestaravindan100% (2)
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Module3 - Welding ProcessesDocument155 pagesModule3 - Welding ProcessesPurvesh NanavatiNo ratings yet
- Consumables For MIG MAG & FCAWDocument46 pagesConsumables For MIG MAG & FCAWaravindanNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Lec 3 - Part 1Document31 pagesLec 3 - Part 1May FadlNo ratings yet
- Ice 1.1 Steam Welding PrincipleDocument82 pagesIce 1.1 Steam Welding PrincipleThilagavathy SethuramahNo ratings yet
- WeldingDocument52 pagesWeldingPhani Sridhar ChNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
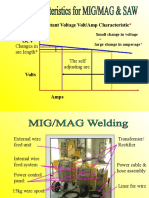
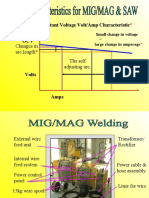
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Presentation On WeldingDocument103 pagesPresentation On WeldingBharath KumarNo ratings yet
- Welding Processes & InspectionDocument52 pagesWelding Processes & InspectionKaung Htet Cho100% (1)
- GTAW and Power SourcesDocument18 pagesGTAW and Power SourcesRavi Kumar SinghNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- Arc Welding Process: Michigan Occupational Safety & Health Administration Consultation Education & Training DivisionDocument10 pagesArc Welding Process: Michigan Occupational Safety & Health Administration Consultation Education & Training DivisionNamdeo YengadeNo ratings yet
- Welding, Brazing & Cutting - 11-21-2007Document7 pagesWelding, Brazing & Cutting - 11-21-2007Jimmy ClavelNo ratings yet
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- Mig & MagDocument7 pagesMig & Magprap_1982No ratings yet
- Day 5 Welding Process, Electrode - SMAW & GMAWDocument32 pagesDay 5 Welding Process, Electrode - SMAW & GMAWRohit KambleNo ratings yet
- wj1106 54Document5 pageswj1106 54koner_debasishNo ratings yet
- Welding Types Procedures ParametersDocument156 pagesWelding Types Procedures ParametersVinodh Kumar YallaNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Arc WeldingDocument42 pagesArc WeldingrkpnakNo ratings yet
- Flux Cored ARC Welding (FCAW)Document26 pagesFlux Cored ARC Welding (FCAW)Ad Man GeTigNo ratings yet
- Welding ProcessDocument137 pagesWelding ProcessIlhamNo ratings yet
- Dictionary of WeldingDocument57 pagesDictionary of WeldingtoddflyNo ratings yet
- CH06 SmawDocument33 pagesCH06 Smawakmalisyraf9No ratings yet
- Introduction To Arc WeldingDocument36 pagesIntroduction To Arc WeldingJo ShNo ratings yet
- C.25LAS01.026.01 Sesi 6 - Pengelasan SMAW (2 JP)Document38 pagesC.25LAS01.026.01 Sesi 6 - Pengelasan SMAW (2 JP)vnrfjrnNo ratings yet
- FCAW-GS Flux Cored Arc Welding-Gas ShieldedDocument20 pagesFCAW-GS Flux Cored Arc Welding-Gas ShieldedasrafiNo ratings yet
- Introduction To Arc WeldingDocument36 pagesIntroduction To Arc WeldingcfcshakerNo ratings yet
- Weldinglectures4 6 141006115241 Conversion Gate02 PDFDocument102 pagesWeldinglectures4 6 141006115241 Conversion Gate02 PDFramuNo ratings yet
- Topic 2Document34 pagesTopic 2sovon mirzaNo ratings yet
- Shielded Metal Arc WeldingDocument141 pagesShielded Metal Arc WeldingAdhanom G.No ratings yet
- Chapter 14 WeldingDocument22 pagesChapter 14 WeldingRiian ApriansyahNo ratings yet
- Tig Mig PlasmaDocument29 pagesTig Mig PlasmaManojKumarNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- Welding Electrodes NomenclatureDocument4 pagesWelding Electrodes NomenclatureBaran Shafqat100% (1)
- CH 2Document133 pagesCH 2hailayNo ratings yet
- WeldingDocument9 pagesWeldingDebanjali MajumderNo ratings yet
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNo ratings yet
- SMAW Welding Section 8 Unit 26Document45 pagesSMAW Welding Section 8 Unit 26Ari WidyantoNo ratings yet
- PHB-7-1998 The Everyday Pocket Handbook For Shielded Metal Arc Welding (SMAW) PDFDocument33 pagesPHB-7-1998 The Everyday Pocket Handbook For Shielded Metal Arc Welding (SMAW) PDFTee Klong RungNo ratings yet
- Shielded Metal Arc Welding: An IntroductionDocument10 pagesShielded Metal Arc Welding: An IntroductionAdhanom G.No ratings yet
- Welding TechnologyDocument114 pagesWelding Technologynagarajan224No ratings yet
- 3 ElectricArcWeldingDocument34 pages3 ElectricArcWeldingKamlesh DalavadiNo ratings yet
- I. Welding: (What About Flux Cored Arc Welding??)Document4 pagesI. Welding: (What About Flux Cored Arc Welding??)Ravi PoudelNo ratings yet
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarNo ratings yet
- Sheilded Metal Arc Welding (Smaw)Document28 pagesSheilded Metal Arc Welding (Smaw)itsmeeeakkiNo ratings yet
- QC Question AnswerDocument19 pagesQC Question AnswerMallick100% (1)
- Welding Electrode Selection GuideDocument3 pagesWelding Electrode Selection GuideMohamed AzabNo ratings yet
- MCLDocument4 pagesMCLDan CasuraoNo ratings yet
- Steel Reinforced Concrete Masonry Carbon Steel: Reinforcing BarsDocument2 pagesSteel Reinforced Concrete Masonry Carbon Steel: Reinforcing BarsDiana PontillasNo ratings yet
- Invent Cyberpitch Mixer PDFDocument2 pagesInvent Cyberpitch Mixer PDFCristhian Carranza CortesNo ratings yet
- Methods of Compound Corrosion Test: Nissan Engineering StandardDocument7 pagesMethods of Compound Corrosion Test: Nissan Engineering StandardPushparajNo ratings yet
- NACHI - PUMP - SPEC - Pvs SeriesDocument57 pagesNACHI - PUMP - SPEC - Pvs SeriesTomiNo ratings yet
- 5 Rigorous Treatment of Contact Problems - Hertzian ContactDocument17 pages5 Rigorous Treatment of Contact Problems - Hertzian Contactpunit sarswatNo ratings yet
- Chemical Engineering Department Journals Level 4: Holding InformationDocument6 pagesChemical Engineering Department Journals Level 4: Holding Informationmubi_loveNo ratings yet
- Slope Stability and Seepage Analysis of Earthendam of A Summer Storage Tank: A Case Stuady by Using Different ApprochesDocument5 pagesSlope Stability and Seepage Analysis of Earthendam of A Summer Storage Tank: A Case Stuady by Using Different Approchesbikramjit debNo ratings yet
- The System K - mg2 (So4) 3 (Langbeinite)Document6 pagesThe System K - mg2 (So4) 3 (Langbeinite)anon_802179908No ratings yet
- Impact Response of Elasto-Plastic Granular Chains Containing An Intruder ParticleDocument9 pagesImpact Response of Elasto-Plastic Granular Chains Containing An Intruder ParticleCesar HernandezNo ratings yet
- Din en 1706 Ac - 71100Document1 pageDin en 1706 Ac - 71100Anudeep NittalaNo ratings yet
- Refrigerator Test ProcedureDocument20 pagesRefrigerator Test ProcedureajitNo ratings yet
- SLB Historical ChartsDocument91 pagesSLB Historical ChartsQoudar RamdhaniNo ratings yet
- Continuous Surface Cap Model For Geomaterial Modeling - A New Ls-Dyna Material TypeDocument16 pagesContinuous Surface Cap Model For Geomaterial Modeling - A New Ls-Dyna Material TypeeastinentNo ratings yet
- KSB MIL Control Valves Specification V0998-SPECDocument36 pagesKSB MIL Control Valves Specification V0998-SPECNutan PowerNo ratings yet
- LESSON 4. QUARTER 2docxDocument9 pagesLESSON 4. QUARTER 2docxDeiparineIrisNo ratings yet
- 64290bc8ffe07d0018482b6a - ## - AITS 06 Question PaperDocument29 pages64290bc8ffe07d0018482b6a - ## - AITS 06 Question Papervision xeroxNo ratings yet
- Intrusion Alarm Systems - Blue Line Gen2 PIR Motion DetectorsDocument3 pagesIntrusion Alarm Systems - Blue Line Gen2 PIR Motion DetectorsTarlea CiprianNo ratings yet
- Nifft B.tech MME Syllabus.Document36 pagesNifft B.tech MME Syllabus.Rajesh0% (1)
- Waves - LabelDocument2 pagesWaves - LabelSaumia PanchalingamNo ratings yet
- Process Calculations Sample ChaptersDocument21 pagesProcess Calculations Sample ChaptersGurunath Epili50% (2)
- Flow Through Packed Beds and Fluidized BedsDocument11 pagesFlow Through Packed Beds and Fluidized BedsSeassey RaymondNo ratings yet
- Saudi Arabian Oil Company: Centrifugal Pump Data Sheet For Horizontal Pumps and Vertical In-Line PumpsDocument6 pagesSaudi Arabian Oil Company: Centrifugal Pump Data Sheet For Horizontal Pumps and Vertical In-Line PumpsAnshu K MuhammedNo ratings yet
- Jurong Junior College Physics Department Tutorial: Measurements (Solutions)Document4 pagesJurong Junior College Physics Department Tutorial: Measurements (Solutions)Shaikh Mohammed EhsenNo ratings yet
- Worksheet Chemo G 12 Unit Tu 22 2016Document9 pagesWorksheet Chemo G 12 Unit Tu 22 2016Dagim YenenehNo ratings yet
- Construction Joints: 1:3 SlopeDocument13 pagesConstruction Joints: 1:3 Slopecharles_hutabarat_2007No ratings yet
- Molecular Orbital TheoryDocument6 pagesMolecular Orbital TheoryinfistudeeeeNo ratings yet
- PLD-40 Laser Diode DatasheetDocument2 pagesPLD-40 Laser Diode DatasheetİNANCNo ratings yet
- Standard Operating Procedure (Coils / Tubes) : Prepared By: Checked by Approved byDocument4 pagesStandard Operating Procedure (Coils / Tubes) : Prepared By: Checked by Approved bysbmmla100% (1)