
DFSS BB210 Dfmea
DFSS BB210 Dfmea
You might also like
- Business Beyond Profit MotivationDocument15 pagesBusiness Beyond Profit MotivationDianne Dizon100% (1)
- Client Workshops For SAP ProjectsDocument14 pagesClient Workshops For SAP Projectssowjanya100% (2)
- ANA Lead Generation PlaybookDocument25 pagesANA Lead Generation PlaybookDemand Metric100% (2)
- BT IV - Lec Module 1a - CSI Masterformat - 2019 PDFDocument28 pagesBT IV - Lec Module 1a - CSI Masterformat - 2019 PDFJohn Lloyd AgapitoNo ratings yet
- DFSS BB313 Intro To RespDocument32 pagesDFSS BB313 Intro To RespStanley Liu QiangNo ratings yet
- DFSS BB310 Full FactoriaDocument98 pagesDFSS BB310 Full FactoriaStanley Liu QiangNo ratings yet
- DFSS BB315 Multpile RespDocument57 pagesDFSS BB315 Multpile RespStanley Liu QiangNo ratings yet
- DFSS BB314 Central CompoDocument37 pagesDFSS BB314 Central CompoStanley Liu QiangNo ratings yet
- You Exec - Six Sigma FreeDocument7 pagesYou Exec - Six Sigma FreejpereztmpNo ratings yet
- Six Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. LimitDocument6 pagesSix Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. Limitjfernandoa01No ratings yet
- Six Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. LimitDocument7 pagesSix Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. LimitNissrine NissNo ratings yet
- TCS - AgileCraft Strategic PartnershipDocument8 pagesTCS - AgileCraft Strategic PartnershipDonnie PalmerNo ratings yet
- Product Specifications: Teaching Materials To AccompanyDocument32 pagesProduct Specifications: Teaching Materials To AccompanyThiru MoorthyNo ratings yet
- 2016 05 Talk in The Royal Park - ASPICE 3.0 Method ParkDocument63 pages2016 05 Talk in The Royal Park - ASPICE 3.0 Method Parkbnd1uNo ratings yet
- ONAP Overview and ArchitectureDocument20 pagesONAP Overview and ArchitectureRanjan MondalNo ratings yet
- Session 2Document30 pagesSession 2Anuj KhannaNo ratings yet
- 9 IDC New Product Development SimplifiedDocument18 pages9 IDC New Product Development SimplifiedY SAHITHNo ratings yet
- GK NU POQ 503 Session 5 - DFSSDocument37 pagesGK NU POQ 503 Session 5 - DFSSSaurabh Kumar GautamNo ratings yet
- Making IT Strategic To The Business: SAP All-in-One - How To Develop IDocument33 pagesMaking IT Strategic To The Business: SAP All-in-One - How To Develop ILOBOCRISPNo ratings yet
- TMP-C-014 New Product Introduction Process Rev ADocument4 pagesTMP-C-014 New Product Introduction Process Rev AAnil Chowadary Anil ChowadaryNo ratings yet
- Lean ManufacturingDocument5 pagesLean ManufacturingruturrajNo ratings yet
- Module 54. Sustain The GainDocument43 pagesModule 54. Sustain The Gaintaghavi1347No ratings yet
- Product Specifications: Teaching Materials To AccompanyDocument32 pagesProduct Specifications: Teaching Materials To AccompanyThiru MoorthyNo ratings yet
- Fundamentals of Business AnalysisDocument20 pagesFundamentals of Business AnalysissupriyoNo ratings yet
- Activities On - Blue Print-RealizationDocument4 pagesActivities On - Blue Print-RealizationRama Krishna Vemulapalli100% (1)
- STRATEGYDEVELOPMENTDocument7 pagesSTRATEGYDEVELOPMENTJonathan WenNo ratings yet
- Scoping Workshop Kickoff TemplateDocument20 pagesScoping Workshop Kickoff TemplateMarwan Odat100% (1)
- Heizer 07Document11 pagesHeizer 07Huỳnh Hồ Diễm NgọcNo ratings yet
- Product Specifications: Teaching Materials To AccompanyDocument32 pagesProduct Specifications: Teaching Materials To AccompanyDebabrata PaulNo ratings yet
- Cost EstimationDocument69 pagesCost EstimationMr. KNo ratings yet
- PTI05Document50 pagesPTI05leonny slNo ratings yet
- Anheuser BuschDocument65 pagesAnheuser BuschFranklin Plinio Delgado ArenasNo ratings yet
- Vdocuments - MX Oracle AbfDocument20 pagesVdocuments - MX Oracle AbfFayez Haj MohammadNo ratings yet
- NC_Module 6_SRS Documentation_v1.3Document79 pagesNC_Module 6_SRS Documentation_v1.3Nguyễn ĐứcNo ratings yet
- SAP PI Tech Vitality - PI Development Process and Best Practices (v2)Document22 pagesSAP PI Tech Vitality - PI Development Process and Best Practices (v2)Evaduvadu EvaduNo ratings yet
- The New Way of Thinking Our Implementation Experience With Oracle HCM CloudDocument34 pagesThe New Way of Thinking Our Implementation Experience With Oracle HCM CloudSrinivas PadakantiNo ratings yet
- BPO Processes - WavestoneDocument1 pageBPO Processes - WavestoneCyliane FLORISSENo ratings yet
- AQDocument11 pagesAQAnshul MishraNo ratings yet
- Ch6 Product SpecificationsDocument32 pagesCh6 Product Specificationssanhita koliNo ratings yet
- SAFe 5 GlossaryDocument14 pagesSAFe 5 Glossarysuper_sumo100% (3)
- Fundamentals of Business Analysis: Bite Sized Training SessionsDocument21 pagesFundamentals of Business Analysis: Bite Sized Training Sessionsrajat_rathNo ratings yet
- openSAP dmc1 Unit 4 Discrete Execution PresentationDocument10 pagesopenSAP dmc1 Unit 4 Discrete Execution PresentationKenny RalphNo ratings yet
- ITM105 - Test Management With SAP Solution Manager Version 7.2 - OverviewDocument72 pagesITM105 - Test Management With SAP Solution Manager Version 7.2 - OverviewSamir Kumar100% (2)
- Development Processes and Organizations: Teaching Materials To AccompanyDocument15 pagesDevelopment Processes and Organizations: Teaching Materials To AccompanySudarshanNo ratings yet
- Saas ChecklistDocument1 pageSaas ChecklistKomal PatelNo ratings yet
- Focused MaxA AE VADocument72 pagesFocused MaxA AE VANeeraj GuptaNo ratings yet
- ALM - CBRE Agile TFS Project Process Guidance v8Document74 pagesALM - CBRE Agile TFS Project Process Guidance v8vittoria1No ratings yet
- An Introduction To CAD-CAM-CAEDocument77 pagesAn Introduction To CAD-CAM-CAEDimas Dzikri Dwi KartikoNo ratings yet
- Agile Business AnalystDocument18 pagesAgile Business AnalystTrang TrầnNo ratings yet
- Session 4Document21 pagesSession 4Anuj KhannaNo ratings yet
- Sales Activity Management Products SheetDocument6 pagesSales Activity Management Products SheetTaesoak YodongNo ratings yet
- ERP Course: Planning, Design, and Implementation of ERP Readings: Chapter 3 Mary SumnerDocument27 pagesERP Course: Planning, Design, and Implementation of ERP Readings: Chapter 3 Mary SumnerRedouan AFLISSNo ratings yet
- Blue Prism SSC Palestra Rio de JaneiroDocument23 pagesBlue Prism SSC Palestra Rio de Janeirorapha.luzoNo ratings yet
- Session 3Document26 pagesSession 3Anuj KhannaNo ratings yet
- SAP Solution Manager With Focused Build Tricentis Test AutomationDocument25 pagesSAP Solution Manager With Focused Build Tricentis Test AutomationIT Professional TrainingNo ratings yet
- SaaS Execution MapDocument1 pageSaaS Execution MapraviNo ratings yet
- 7 Magnificent Tools of QualityDocument31 pages7 Magnificent Tools of Qualityjunaid_256No ratings yet
- SAP776154 - ALP - SAP SuccessFactors Payroll Process Strategy 1H 2023 PUBLICDocument54 pagesSAP776154 - ALP - SAP SuccessFactors Payroll Process Strategy 1H 2023 PUBLICDeepthiNo ratings yet
- HP IT Executive Scorecard: For The Windows ® Operating System Software Version: 9.31Document321 pagesHP IT Executive Scorecard: For The Windows ® Operating System Software Version: 9.31Sridhar SonthaNo ratings yet
- Core Competencies - Quality and Reliability Methodology - Quality-OneDocument3 pagesCore Competencies - Quality and Reliability Methodology - Quality-OneTOSIF MUJAWARNo ratings yet
- M2 Quality-Manual-R10Document48 pagesM2 Quality-Manual-R10Stanley Liu QiangNo ratings yet
- SSA Champion Workshop Bank ExerciseDocument16 pagesSSA Champion Workshop Bank ExerciseStanley Liu QiangNo ratings yet
- Planning and Scheduling JIT OperationsDocument16 pagesPlanning and Scheduling JIT OperationsStanley Liu QiangNo ratings yet
- SSA FASCore Follow-Up DiscussionDocument10 pagesSSA FASCore Follow-Up DiscussionStanley Liu QiangNo ratings yet
- NR-04-30-2019-Shingo-Alumni-InductionDocument1 pageNR-04-30-2019-Shingo-Alumni-InductionStanley Liu QiangNo ratings yet
- Toyota KataDocument27 pagesToyota KataStanley Liu QiangNo ratings yet
- SSA BVS Contract ProcessDocument7 pagesSSA BVS Contract ProcessStanley Liu QiangNo ratings yet
- SSA Tools To Make Waste VisibleDocument33 pagesSSA Tools To Make Waste VisibleStanley Liu QiangNo ratings yet
- DFSS Key ConceptsDocument2 pagesDFSS Key ConceptsStanley Liu QiangNo ratings yet
- Design Customer ValueDocument24 pagesDesign Customer ValueStanley Liu QiangNo ratings yet
- Raytheon Six SigmaDocument10 pagesRaytheon Six SigmaStanley Liu QiangNo ratings yet
- Raytheon Six Sigma MEETINGDocument32 pagesRaytheon Six Sigma MEETINGStanley Liu QiangNo ratings yet
- Flextronics Pull Production SystemDocument79 pagesFlextronics Pull Production SystemStanley Liu QiangNo ratings yet
- DFSS BB318 Intro To RobDocument26 pagesDFSS BB318 Intro To RobStanley Liu QiangNo ratings yet
- E Six Sigma ConceptsDocument43 pagesE Six Sigma ConceptsStanley Liu QiangNo ratings yet
- 简史:从动物到上帝(完整版)Document161 pages简史:从动物到上帝(完整版)Stanley Liu QiangNo ratings yet
- DFSS BB314 Central CompoDocument37 pagesDFSS BB314 Central CompoStanley Liu QiangNo ratings yet
- DFSS BB310 Full FactoriaDocument98 pagesDFSS BB310 Full FactoriaStanley Liu QiangNo ratings yet
- DFSS BB315 Multpile RespDocument57 pagesDFSS BB315 Multpile RespStanley Liu QiangNo ratings yet
- 全面生产维护TPM (中英文版)Document98 pages全面生产维护TPM (中英文版)Stanley Liu QiangNo ratings yet
- DFSS BB313 Intro To RespDocument32 pagesDFSS BB313 Intro To RespStanley Liu QiangNo ratings yet
- (Download PDF) Fundamentals of Corporate Finance 3Rd Canadian Edition Jonathan B Berk Online Ebook All Chapter PDFDocument26 pages(Download PDF) Fundamentals of Corporate Finance 3Rd Canadian Edition Jonathan B Berk Online Ebook All Chapter PDFantionette.payne116100% (13)
- Module 6 Emeging Issues in Financial Accounting & Computerized Accounting PPTsDocument63 pagesModule 6 Emeging Issues in Financial Accounting & Computerized Accounting PPTsAbhishek RajNo ratings yet
- 5f7b22fc06ecc HUL TechTonic 2020 Case Study PDFDocument3 pages5f7b22fc06ecc HUL TechTonic 2020 Case Study PDFRavi JosephNo ratings yet
- Presenter: Rosette D. MorandarteDocument37 pagesPresenter: Rosette D. MorandarteREY SUMALINOG PEPITONo ratings yet
- Opal Refund and Balance Transfer Policy Version 4.8Document15 pagesOpal Refund and Balance Transfer Policy Version 4.8Rizky AmaliaNo ratings yet
- Organising NotesDocument13 pagesOrganising NotesSuryansh NiranjanNo ratings yet
- World Economy and International BusinessDocument823 pagesWorld Economy and International BusinessMİsir MəmmədliNo ratings yet
- 0450 7115 QP 1Document1,548 pages0450 7115 QP 1ShakhnozaNo ratings yet
- Mis QuestionDocument7 pagesMis QuestionMisbah IlyasNo ratings yet
- RSP - Application FormDocument3 pagesRSP - Application FormTamara Julia HannestoNo ratings yet
- Hospet Steels Limited, KoppalDocument21 pagesHospet Steels Limited, KoppalSagar GNo ratings yet
- Aging of BitumenDocument24 pagesAging of BitumenShuddhashil GhoshNo ratings yet
- Student Cantadivina WONG Yu-Yin - (VolTra) Consent To Use of Image and Personal DataDocument3 pagesStudent Cantadivina WONG Yu-Yin - (VolTra) Consent To Use of Image and Personal Datas1401566No ratings yet
- M.A. I - Economics Old Exam Question Paper (W.e.f. 2021-22) December 2022Document30 pagesM.A. I - Economics Old Exam Question Paper (W.e.f. 2021-22) December 2022Jelly DukhandeNo ratings yet
- Summer Training ReportDocument11 pagesSummer Training ReportAkshit MaheshwariNo ratings yet
- 3 Inventory Managementupdated 11-6-20Document5 pages3 Inventory Managementupdated 11-6-20kuma;lNo ratings yet
- Customer Perception Towards Internet BankingDocument35 pagesCustomer Perception Towards Internet Bankingmajiclover90% (78)
- Pdfanddoc 33163Document74 pagesPdfanddoc 33163Unison Homoeo LaboratoriesNo ratings yet
- Vastu Color For Office - Office Colour - Color Vastu Shastra GuideDocument7 pagesVastu Color For Office - Office Colour - Color Vastu Shastra GuideSHASHANKNo ratings yet
- 3d Printer JournalDocument87 pages3d Printer JournalAnmolNo ratings yet
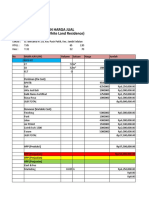
- Modular Harga Jual WLR2Document25 pagesModular Harga Jual WLR2Next LevelManagementNo ratings yet
- Effects of Thrift and Credit Societies in Enchancing Member's Living StandardsDocument99 pagesEffects of Thrift and Credit Societies in Enchancing Member's Living StandardsDave FajardoNo ratings yet
- Rahul e BussDocument49 pagesRahul e BussAbhi TiwariNo ratings yet
- ENTREPRENEURSHIP Module 1 - First SemDocument25 pagesENTREPRENEURSHIP Module 1 - First SemKarla CarbonelNo ratings yet
- Ecommerce Module 1Document34 pagesEcommerce Module 1Blaze 2021No ratings yet
- Example SWOT - Internship ReportDocument6 pagesExample SWOT - Internship ReporteugeniymokrushinNo ratings yet
- Sales Manual - 8231 - E1C Power 710 Express ServerDocument205 pagesSales Manual - 8231 - E1C Power 710 Express ServerSiswantoroNo ratings yet
- Process: A Generic ViewDocument13 pagesProcess: A Generic ViewHariNo ratings yet









































































































Download as ppt, pdf, or txt
You might also like
- Business Beyond Profit MotivationDocument15 pagesBusiness Beyond Profit MotivationDianne Dizon100% (1)
- Client Workshops For SAP ProjectsDocument14 pagesClient Workshops For SAP Projectssowjanya100% (2)
- ANA Lead Generation PlaybookDocument25 pagesANA Lead Generation PlaybookDemand Metric100% (2)
- BT IV - Lec Module 1a - CSI Masterformat - 2019 PDFDocument28 pagesBT IV - Lec Module 1a - CSI Masterformat - 2019 PDFJohn Lloyd AgapitoNo ratings yet
- DFSS BB313 Intro To RespDocument32 pagesDFSS BB313 Intro To RespStanley Liu QiangNo ratings yet
- DFSS BB310 Full FactoriaDocument98 pagesDFSS BB310 Full FactoriaStanley Liu QiangNo ratings yet
- DFSS BB315 Multpile RespDocument57 pagesDFSS BB315 Multpile RespStanley Liu QiangNo ratings yet
- DFSS BB314 Central CompoDocument37 pagesDFSS BB314 Central CompoStanley Liu QiangNo ratings yet
- You Exec - Six Sigma FreeDocument7 pagesYou Exec - Six Sigma FreejpereztmpNo ratings yet
- Six Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. LimitDocument6 pagesSix Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. Limitjfernandoa01No ratings yet
- Six Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. LimitDocument7 pagesSix Sigma: Statistically Visualized: Lower Spec. Limit Upper Spec. LimitNissrine NissNo ratings yet
- TCS - AgileCraft Strategic PartnershipDocument8 pagesTCS - AgileCraft Strategic PartnershipDonnie PalmerNo ratings yet
- Product Specifications: Teaching Materials To AccompanyDocument32 pagesProduct Specifications: Teaching Materials To AccompanyThiru MoorthyNo ratings yet
- 2016 05 Talk in The Royal Park - ASPICE 3.0 Method ParkDocument63 pages2016 05 Talk in The Royal Park - ASPICE 3.0 Method Parkbnd1uNo ratings yet
- ONAP Overview and ArchitectureDocument20 pagesONAP Overview and ArchitectureRanjan MondalNo ratings yet
- Session 2Document30 pagesSession 2Anuj KhannaNo ratings yet
- 9 IDC New Product Development SimplifiedDocument18 pages9 IDC New Product Development SimplifiedY SAHITHNo ratings yet
- GK NU POQ 503 Session 5 - DFSSDocument37 pagesGK NU POQ 503 Session 5 - DFSSSaurabh Kumar GautamNo ratings yet
- Making IT Strategic To The Business: SAP All-in-One - How To Develop IDocument33 pagesMaking IT Strategic To The Business: SAP All-in-One - How To Develop ILOBOCRISPNo ratings yet
- TMP-C-014 New Product Introduction Process Rev ADocument4 pagesTMP-C-014 New Product Introduction Process Rev AAnil Chowadary Anil ChowadaryNo ratings yet
- Lean ManufacturingDocument5 pagesLean ManufacturingruturrajNo ratings yet
- Module 54. Sustain The GainDocument43 pagesModule 54. Sustain The Gaintaghavi1347No ratings yet
- Product Specifications: Teaching Materials To AccompanyDocument32 pagesProduct Specifications: Teaching Materials To AccompanyThiru MoorthyNo ratings yet
- Fundamentals of Business AnalysisDocument20 pagesFundamentals of Business AnalysissupriyoNo ratings yet
- Activities On - Blue Print-RealizationDocument4 pagesActivities On - Blue Print-RealizationRama Krishna Vemulapalli100% (1)
- STRATEGYDEVELOPMENTDocument7 pagesSTRATEGYDEVELOPMENTJonathan WenNo ratings yet
- Scoping Workshop Kickoff TemplateDocument20 pagesScoping Workshop Kickoff TemplateMarwan Odat100% (1)
- Heizer 07Document11 pagesHeizer 07Huỳnh Hồ Diễm NgọcNo ratings yet
- Product Specifications: Teaching Materials To AccompanyDocument32 pagesProduct Specifications: Teaching Materials To AccompanyDebabrata PaulNo ratings yet
- Cost EstimationDocument69 pagesCost EstimationMr. KNo ratings yet
- PTI05Document50 pagesPTI05leonny slNo ratings yet
- Anheuser BuschDocument65 pagesAnheuser BuschFranklin Plinio Delgado ArenasNo ratings yet
- Vdocuments - MX Oracle AbfDocument20 pagesVdocuments - MX Oracle AbfFayez Haj MohammadNo ratings yet
- NC_Module 6_SRS Documentation_v1.3Document79 pagesNC_Module 6_SRS Documentation_v1.3Nguyễn ĐứcNo ratings yet
- SAP PI Tech Vitality - PI Development Process and Best Practices (v2)Document22 pagesSAP PI Tech Vitality - PI Development Process and Best Practices (v2)Evaduvadu EvaduNo ratings yet
- The New Way of Thinking Our Implementation Experience With Oracle HCM CloudDocument34 pagesThe New Way of Thinking Our Implementation Experience With Oracle HCM CloudSrinivas PadakantiNo ratings yet
- BPO Processes - WavestoneDocument1 pageBPO Processes - WavestoneCyliane FLORISSENo ratings yet
- AQDocument11 pagesAQAnshul MishraNo ratings yet
- Ch6 Product SpecificationsDocument32 pagesCh6 Product Specificationssanhita koliNo ratings yet
- SAFe 5 GlossaryDocument14 pagesSAFe 5 Glossarysuper_sumo100% (3)
- Fundamentals of Business Analysis: Bite Sized Training SessionsDocument21 pagesFundamentals of Business Analysis: Bite Sized Training Sessionsrajat_rathNo ratings yet
- openSAP dmc1 Unit 4 Discrete Execution PresentationDocument10 pagesopenSAP dmc1 Unit 4 Discrete Execution PresentationKenny RalphNo ratings yet
- ITM105 - Test Management With SAP Solution Manager Version 7.2 - OverviewDocument72 pagesITM105 - Test Management With SAP Solution Manager Version 7.2 - OverviewSamir Kumar100% (2)
- Development Processes and Organizations: Teaching Materials To AccompanyDocument15 pagesDevelopment Processes and Organizations: Teaching Materials To AccompanySudarshanNo ratings yet
- Saas ChecklistDocument1 pageSaas ChecklistKomal PatelNo ratings yet
- Focused MaxA AE VADocument72 pagesFocused MaxA AE VANeeraj GuptaNo ratings yet
- ALM - CBRE Agile TFS Project Process Guidance v8Document74 pagesALM - CBRE Agile TFS Project Process Guidance v8vittoria1No ratings yet
- An Introduction To CAD-CAM-CAEDocument77 pagesAn Introduction To CAD-CAM-CAEDimas Dzikri Dwi KartikoNo ratings yet
- Agile Business AnalystDocument18 pagesAgile Business AnalystTrang TrầnNo ratings yet
- Session 4Document21 pagesSession 4Anuj KhannaNo ratings yet
- Sales Activity Management Products SheetDocument6 pagesSales Activity Management Products SheetTaesoak YodongNo ratings yet
- ERP Course: Planning, Design, and Implementation of ERP Readings: Chapter 3 Mary SumnerDocument27 pagesERP Course: Planning, Design, and Implementation of ERP Readings: Chapter 3 Mary SumnerRedouan AFLISSNo ratings yet
- Blue Prism SSC Palestra Rio de JaneiroDocument23 pagesBlue Prism SSC Palestra Rio de Janeirorapha.luzoNo ratings yet
- Session 3Document26 pagesSession 3Anuj KhannaNo ratings yet
- SAP Solution Manager With Focused Build Tricentis Test AutomationDocument25 pagesSAP Solution Manager With Focused Build Tricentis Test AutomationIT Professional TrainingNo ratings yet
- SaaS Execution MapDocument1 pageSaaS Execution MapraviNo ratings yet
- 7 Magnificent Tools of QualityDocument31 pages7 Magnificent Tools of Qualityjunaid_256No ratings yet
- SAP776154 - ALP - SAP SuccessFactors Payroll Process Strategy 1H 2023 PUBLICDocument54 pagesSAP776154 - ALP - SAP SuccessFactors Payroll Process Strategy 1H 2023 PUBLICDeepthiNo ratings yet
- HP IT Executive Scorecard: For The Windows ® Operating System Software Version: 9.31Document321 pagesHP IT Executive Scorecard: For The Windows ® Operating System Software Version: 9.31Sridhar SonthaNo ratings yet
- Core Competencies - Quality and Reliability Methodology - Quality-OneDocument3 pagesCore Competencies - Quality and Reliability Methodology - Quality-OneTOSIF MUJAWARNo ratings yet
- M2 Quality-Manual-R10Document48 pagesM2 Quality-Manual-R10Stanley Liu QiangNo ratings yet
- SSA Champion Workshop Bank ExerciseDocument16 pagesSSA Champion Workshop Bank ExerciseStanley Liu QiangNo ratings yet
- Planning and Scheduling JIT OperationsDocument16 pagesPlanning and Scheduling JIT OperationsStanley Liu QiangNo ratings yet
- SSA FASCore Follow-Up DiscussionDocument10 pagesSSA FASCore Follow-Up DiscussionStanley Liu QiangNo ratings yet
- NR-04-30-2019-Shingo-Alumni-InductionDocument1 pageNR-04-30-2019-Shingo-Alumni-InductionStanley Liu QiangNo ratings yet
- Toyota KataDocument27 pagesToyota KataStanley Liu QiangNo ratings yet
- SSA BVS Contract ProcessDocument7 pagesSSA BVS Contract ProcessStanley Liu QiangNo ratings yet
- SSA Tools To Make Waste VisibleDocument33 pagesSSA Tools To Make Waste VisibleStanley Liu QiangNo ratings yet
- DFSS Key ConceptsDocument2 pagesDFSS Key ConceptsStanley Liu QiangNo ratings yet
- Design Customer ValueDocument24 pagesDesign Customer ValueStanley Liu QiangNo ratings yet
- Raytheon Six SigmaDocument10 pagesRaytheon Six SigmaStanley Liu QiangNo ratings yet
- Raytheon Six Sigma MEETINGDocument32 pagesRaytheon Six Sigma MEETINGStanley Liu QiangNo ratings yet
- Flextronics Pull Production SystemDocument79 pagesFlextronics Pull Production SystemStanley Liu QiangNo ratings yet
- DFSS BB318 Intro To RobDocument26 pagesDFSS BB318 Intro To RobStanley Liu QiangNo ratings yet
- E Six Sigma ConceptsDocument43 pagesE Six Sigma ConceptsStanley Liu QiangNo ratings yet
- 简史:从动物到上帝(完整版)Document161 pages简史:从动物到上帝(完整版)Stanley Liu QiangNo ratings yet
- DFSS BB314 Central CompoDocument37 pagesDFSS BB314 Central CompoStanley Liu QiangNo ratings yet
- DFSS BB310 Full FactoriaDocument98 pagesDFSS BB310 Full FactoriaStanley Liu QiangNo ratings yet
- DFSS BB315 Multpile RespDocument57 pagesDFSS BB315 Multpile RespStanley Liu QiangNo ratings yet
- 全面生产维护TPM (中英文版)Document98 pages全面生产维护TPM (中英文版)Stanley Liu QiangNo ratings yet
- DFSS BB313 Intro To RespDocument32 pagesDFSS BB313 Intro To RespStanley Liu QiangNo ratings yet
- (Download PDF) Fundamentals of Corporate Finance 3Rd Canadian Edition Jonathan B Berk Online Ebook All Chapter PDFDocument26 pages(Download PDF) Fundamentals of Corporate Finance 3Rd Canadian Edition Jonathan B Berk Online Ebook All Chapter PDFantionette.payne116100% (13)
- Module 6 Emeging Issues in Financial Accounting & Computerized Accounting PPTsDocument63 pagesModule 6 Emeging Issues in Financial Accounting & Computerized Accounting PPTsAbhishek RajNo ratings yet
- 5f7b22fc06ecc HUL TechTonic 2020 Case Study PDFDocument3 pages5f7b22fc06ecc HUL TechTonic 2020 Case Study PDFRavi JosephNo ratings yet
- Presenter: Rosette D. MorandarteDocument37 pagesPresenter: Rosette D. MorandarteREY SUMALINOG PEPITONo ratings yet
- Opal Refund and Balance Transfer Policy Version 4.8Document15 pagesOpal Refund and Balance Transfer Policy Version 4.8Rizky AmaliaNo ratings yet
- Organising NotesDocument13 pagesOrganising NotesSuryansh NiranjanNo ratings yet
- World Economy and International BusinessDocument823 pagesWorld Economy and International BusinessMİsir MəmmədliNo ratings yet
- 0450 7115 QP 1Document1,548 pages0450 7115 QP 1ShakhnozaNo ratings yet
- Mis QuestionDocument7 pagesMis QuestionMisbah IlyasNo ratings yet
- RSP - Application FormDocument3 pagesRSP - Application FormTamara Julia HannestoNo ratings yet
- Hospet Steels Limited, KoppalDocument21 pagesHospet Steels Limited, KoppalSagar GNo ratings yet
- Aging of BitumenDocument24 pagesAging of BitumenShuddhashil GhoshNo ratings yet
- Student Cantadivina WONG Yu-Yin - (VolTra) Consent To Use of Image and Personal DataDocument3 pagesStudent Cantadivina WONG Yu-Yin - (VolTra) Consent To Use of Image and Personal Datas1401566No ratings yet
- M.A. I - Economics Old Exam Question Paper (W.e.f. 2021-22) December 2022Document30 pagesM.A. I - Economics Old Exam Question Paper (W.e.f. 2021-22) December 2022Jelly DukhandeNo ratings yet
- Summer Training ReportDocument11 pagesSummer Training ReportAkshit MaheshwariNo ratings yet
- 3 Inventory Managementupdated 11-6-20Document5 pages3 Inventory Managementupdated 11-6-20kuma;lNo ratings yet
- Customer Perception Towards Internet BankingDocument35 pagesCustomer Perception Towards Internet Bankingmajiclover90% (78)
- Pdfanddoc 33163Document74 pagesPdfanddoc 33163Unison Homoeo LaboratoriesNo ratings yet
- Vastu Color For Office - Office Colour - Color Vastu Shastra GuideDocument7 pagesVastu Color For Office - Office Colour - Color Vastu Shastra GuideSHASHANKNo ratings yet
- 3d Printer JournalDocument87 pages3d Printer JournalAnmolNo ratings yet
- Modular Harga Jual WLR2Document25 pagesModular Harga Jual WLR2Next LevelManagementNo ratings yet
- Effects of Thrift and Credit Societies in Enchancing Member's Living StandardsDocument99 pagesEffects of Thrift and Credit Societies in Enchancing Member's Living StandardsDave FajardoNo ratings yet
- Rahul e BussDocument49 pagesRahul e BussAbhi TiwariNo ratings yet
- ENTREPRENEURSHIP Module 1 - First SemDocument25 pagesENTREPRENEURSHIP Module 1 - First SemKarla CarbonelNo ratings yet
- Ecommerce Module 1Document34 pagesEcommerce Module 1Blaze 2021No ratings yet
- Example SWOT - Internship ReportDocument6 pagesExample SWOT - Internship ReporteugeniymokrushinNo ratings yet
- Sales Manual - 8231 - E1C Power 710 Express ServerDocument205 pagesSales Manual - 8231 - E1C Power 710 Express ServerSiswantoroNo ratings yet
- Process: A Generic ViewDocument13 pagesProcess: A Generic ViewHariNo ratings yet