
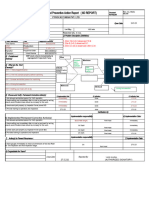
OPR Front Bumper Assy - Problem Pickup - 06122023
OPR Front Bumper Assy - Problem Pickup - 06122023
You might also like
- CQI-11 Plating System AssessmentDocument31 pagesCQI-11 Plating System AssessmentKULDEEP THAKUR100% (1)
- Aurttk102 (Wa)Document28 pagesAurttk102 (Wa)ARSHAD TURINo ratings yet
- Admin Block: Pile Cap (3pile Group) Design by Bending Theory To Bs 8110 Part 1Document3 pagesAdmin Block: Pile Cap (3pile Group) Design by Bending Theory To Bs 8110 Part 1Saifulazreen Mahyan100% (1)
- Employee Post Training Evaluation FormDocument3 pagesEmployee Post Training Evaluation FormD Tech Dental Technologies100% (2)
- Process Industry PracticeDocument12 pagesProcess Industry PracticeRonald George100% (1)
- ISTQB Certified Tester Foundation Level Practice Exam QuestionsFrom EverandISTQB Certified Tester Foundation Level Practice Exam QuestionsRating: 5 out of 5 stars5/5 (1)
- Corrective Action Form PDFDocument1 pageCorrective Action Form PDFchahiNo ratings yet
- Coating System Assessment CQI-12Document40 pagesCoating System Assessment CQI-12dyolotzin100% (1)
- Layered Process Audit ChecksheetDocument7 pagesLayered Process Audit Checksheetalliceyew100% (3)
- Water Cycle Test SchoologyDocument5 pagesWater Cycle Test Schoologyapi-241192726No ratings yet
- FM - 12 Corrective Action RequestDocument1 pageFM - 12 Corrective Action RequestBleep NewsNo ratings yet
- Process Observation Tool: Quality FormDocument2 pagesProcess Observation Tool: Quality FormAroma Eyre100% (3)
- 8D Format Updated r1Document4 pages8D Format Updated r1புதுகை பாலாNo ratings yet
- 1.b Hasil Surveillance AuditDocument12 pages1.b Hasil Surveillance AuditFajar Ismanto Part IINo ratings yet
- Process Observation ToolDocument2 pagesProcess Observation ToolNestor CapinaNo ratings yet
- SOX Deficiencies TraiingDocument49 pagesSOX Deficiencies TraiingSridhair IyengarNo ratings yet
- Scan 20 Jul 2023Document1 pageScan 20 Jul 2023Hytham ShaerNo ratings yet
- Process Observation Tool PDF FreeDocument2 pagesProcess Observation Tool PDF FreeChristopher E. ZernaNo ratings yet
- Mareaux2 Lo 2.5 We 2.3 SemiDocument5 pagesMareaux2 Lo 2.5 We 2.3 SemiKahlil Kaimo MagsinoNo ratings yet
- QA-SQA-003 Supplier Quality System Audit CAPA by SupplierDocument11 pagesQA-SQA-003 Supplier Quality System Audit CAPA by SupplierAbhishek AllenNo ratings yet
- JV-P08 Corrective Action (OK)Document41 pagesJV-P08 Corrective Action (OK)BÍCH NGUYỄNNo ratings yet
- Candidate InformationDocument7 pagesCandidate InformationMarius BuysNo ratings yet
- X Photos: Problem DescriptionDocument3 pagesX Photos: Problem DescriptionproductionNo ratings yet
- Supplier Evaluation Instructions: Score DescriptionDocument8 pagesSupplier Evaluation Instructions: Score DescriptionCristina CoceasuNo ratings yet
- Essae 8.03.23Document4 pagesEssae 8.03.23Parthiban DNo ratings yet
- Safer by Association 2dec22Document48 pagesSafer by Association 2dec22mohamed Abo-EwishaNo ratings yet
- Management Review TemplateDocument4 pagesManagement Review TemplaterhydelNo ratings yet
- Vendor Assessment - Self AssessmentDocument10 pagesVendor Assessment - Self Assessmentjennice18No ratings yet
- Process Audit VDA-6 3-2010 - enDocument40 pagesProcess Audit VDA-6 3-2010 - enRohini GadhaweNo ratings yet
- Capa 8DDocument3 pagesCapa 8DVinod Kumar SharmaNo ratings yet
- Bsci CertificateDocument18 pagesBsci CertificateraihanNo ratings yet
- IQWQ-CE1091-VPNDT-00-2564 - A PMI ProcedureDocument5 pagesIQWQ-CE1091-VPNDT-00-2564 - A PMI Procedurejacksonbello34No ratings yet
- SOP-QA-013-00-corrective and Preventive ActionDocument10 pagesSOP-QA-013-00-corrective and Preventive ActionNgoc Sang HuynhNo ratings yet
- Corrective Action FormDocument1 pageCorrective Action FormAmine ChahiNo ratings yet
- QMS IA Report - NRL C1C2Document10 pagesQMS IA Report - NRL C1C2R Sahadeo ReddyNo ratings yet
- Bug Defect Triage ProcessDocument20 pagesBug Defect Triage Processraulnq50% (2)
- VDA 6.3 2010 - enDocument45 pagesVDA 6.3 2010 - enMahender KumarNo ratings yet
- KPS Belt Inspection A1-J07 W23-07-2018Document8 pagesKPS Belt Inspection A1-J07 W23-07-2018maherianto 29No ratings yet
- Pfmea: Why Use It? How To Do It?Document7 pagesPfmea: Why Use It? How To Do It?imNo ratings yet
- SADCAS AP 05 - Identification and Management of Nonconformities (Issue 4)Document7 pagesSADCAS AP 05 - Identification and Management of Nonconformities (Issue 4)vNo ratings yet
- Title: Standard Operating Procedure For Investigation Sop No Version No.: 02 Page No. 1 of 8 Effective Date: Review Date: 1.0 ObjectiveDocument7 pagesTitle: Standard Operating Procedure For Investigation Sop No Version No.: 02 Page No. 1 of 8 Effective Date: Review Date: 1.0 ObjectiveBRIJENDRA KUMAR SINGHNo ratings yet
- Safety Investigation ReportDocument8 pagesSafety Investigation Reportherik100% (1)
- TCM-F-IMS-014 NCR - Pama - PC - Cleaning-MeiDocument2 pagesTCM-F-IMS-014 NCR - Pama - PC - Cleaning-Meiwahyu nurcahyoNo ratings yet
- Api 1Document19 pagesApi 1Siddheshwarr JabagoudarNo ratings yet
- JV-P06 Internal Audit (OK)Document25 pagesJV-P06 Internal Audit (OK)BÍCH NGUYỄNNo ratings yet
- Aterial Review Board (MRB) Is Defined As The Formal Contractor Processes For MakingDocument3 pagesAterial Review Board (MRB) Is Defined As The Formal Contractor Processes For Makingsifiso nkabindeNo ratings yet
- Ramp Up Activity Plan For HPDCDocument1 pageRamp Up Activity Plan For HPDCArun Pratap Singh ChauhanNo ratings yet
- 830 V1a MQ00 00030Document1 page830 V1a MQ00 00030davidNo ratings yet
- Rig Pass Site Visit Form - Rev5Document10 pagesRig Pass Site Visit Form - Rev5omargarzajrNo ratings yet
- A00F204e Audit Report - Stage 1Document5 pagesA00F204e Audit Report - Stage 1Md sameerNo ratings yet
- Risk Assessment Format OCLDocument4 pagesRisk Assessment Format OCLThusithaNo ratings yet
- Corrective Action Form-qs-141ADocument1 pageCorrective Action Form-qs-141AGAURAV SHARMANo ratings yet
- Quality Education Management System: Procedures ManualDocument5 pagesQuality Education Management System: Procedures ManualGe Villaver-SalvaneNo ratings yet
- Oral Presentation (Develop A Risk Assessment Implementation Plan 06 Apr 2021)Document15 pagesOral Presentation (Develop A Risk Assessment Implementation Plan 06 Apr 2021)Quek Keng LengNo ratings yet
- Internal Audit Report For Physical Stock Verification and Related Controls of Finished Fabrics Godown Functions Unit # 5Document13 pagesInternal Audit Report For Physical Stock Verification and Related Controls of Finished Fabrics Godown Functions Unit # 5ARSALAN SATTARNo ratings yet
- Supplier Audit Report - Rapindo - 140223Document38 pagesSupplier Audit Report - Rapindo - 140223Riandi SaputraNo ratings yet
- Backhoe Operator AssessmentDocument27 pagesBackhoe Operator AssessmentGermain DgermainNo ratings yet
- BackupDocument8 pagesBackupRS MANIKANDANNo ratings yet
- TCM F Ims 014 NCR Pama PC Cleaning MeiDocument2 pagesTCM F Ims 014 NCR Pama PC Cleaning Meiwahyu nurcahyoNo ratings yet
- A3 LCI Blank TemplateDocument1 pageA3 LCI Blank TemplatePMO WORKNo ratings yet
- The Laboratory Quality Assurance System: A Manual of Quality Procedures and FormsFrom EverandThe Laboratory Quality Assurance System: A Manual of Quality Procedures and FormsNo ratings yet
- Jothi Raj Trading Company: Mahendra Pumps PVT LTD, Unit-IDocument51 pagesJothi Raj Trading Company: Mahendra Pumps PVT LTD, Unit-IkrixotNo ratings yet
- Material SpecificationsDocument27 pagesMaterial Specificationssat palNo ratings yet
- F5 2 TekananDocument176 pagesF5 2 TekananAZRI AZMI BIN ABD AZIZ MoeNo ratings yet
- SCADA PresentationDocument6 pagesSCADA PresentationGigih PramonoNo ratings yet
- Gin 2904Document12 pagesGin 2904Sen HuNo ratings yet
- Mochammad Rafli Rayhan Hidayat - SPWM BIPOLARDocument4 pagesMochammad Rafli Rayhan Hidayat - SPWM BIPOLARrafli rayhanNo ratings yet
- Maq Fall03 Strategicbudgetingcasestudy PDFDocument10 pagesMaq Fall03 Strategicbudgetingcasestudy PDFYana Aida FitriahNo ratings yet
- Medium Voltage AC Drives: ACS6000 Water Cooling Units 029, 052Document40 pagesMedium Voltage AC Drives: ACS6000 Water Cooling Units 029, 052Samuel MarpaungNo ratings yet
- FMA RegsDocument361 pagesFMA RegsJiong SoonNo ratings yet
- 25 Things Managers Should Know About FEA - Digital EngineeringDocument3 pages25 Things Managers Should Know About FEA - Digital Engineeringjanaaidaas1996No ratings yet
- Prextherm 107-470 (B)Document4 pagesPrextherm 107-470 (B)dragosm78No ratings yet
- 16 - E65 Automatic Trunk Lid LiftDocument9 pages16 - E65 Automatic Trunk Lid LiftKent Wai100% (1)
- BT Renewal ANNEXURE II & III of PR Division, Narayanpet Mandal 13.02.2022Document11 pagesBT Renewal ANNEXURE II & III of PR Division, Narayanpet Mandal 13.02.2022K KARTHIKNo ratings yet
- Arctic Cat Spring ChartDocument2 pagesArctic Cat Spring ChartRobert FenskeNo ratings yet
- 0100CT1501 Sec-05Document4 pages0100CT1501 Sec-05João Carlos AlmeidaNo ratings yet
- Battery Recycling and Reusing (Li Ion)Document5 pagesBattery Recycling and Reusing (Li Ion)jisha rkrishnan100% (1)
- CM Assignment Saurabh 162050011Document3 pagesCM Assignment Saurabh 162050011saurabmi2No ratings yet
- Shuqaiq Steam Power Plant: OwnerDocument262 pagesShuqaiq Steam Power Plant: OwnerAaqib MujtabaNo ratings yet
- Bede BD-5 - WikipediaDocument13 pagesBede BD-5 - WikipediaOzan Öztürk100% (1)
- 2.0 Intro To Hydraulics, Pneumatics & PLC's Notes PDFDocument22 pages2.0 Intro To Hydraulics, Pneumatics & PLC's Notes PDFDannyNo ratings yet
- 18-A-Anchor and CablesDocument2 pages18-A-Anchor and CablesRohit SinghNo ratings yet
- HAT400 V1.0 enDocument6 pagesHAT400 V1.0 enThao Nguyen XuanNo ratings yet
- MODULE 2 - Activity #18 Approximate Analysis of Rectangular Building FrameDocument4 pagesMODULE 2 - Activity #18 Approximate Analysis of Rectangular Building FrameKriselle DulayNo ratings yet
- ICM CH 6 Answers To Chapter ProblemsDocument2 pagesICM CH 6 Answers To Chapter ProblemsyawahabNo ratings yet
- Manual 1 Torres AmcotDocument3 pagesManual 1 Torres AmcotRobert HernandezNo ratings yet
- Doosan EXC QuickCoupler ENDocument2 pagesDoosan EXC QuickCoupler ENFelipe HernandezNo ratings yet
- BE IT Syllabus Sem-III (BIT MESRA)Document3 pagesBE IT Syllabus Sem-III (BIT MESRA)Anudeex ShettyNo ratings yet
























































































Download as pptx, pdf, or txt
You might also like
- CQI-11 Plating System AssessmentDocument31 pagesCQI-11 Plating System AssessmentKULDEEP THAKUR100% (1)
- Aurttk102 (Wa)Document28 pagesAurttk102 (Wa)ARSHAD TURINo ratings yet
- Admin Block: Pile Cap (3pile Group) Design by Bending Theory To Bs 8110 Part 1Document3 pagesAdmin Block: Pile Cap (3pile Group) Design by Bending Theory To Bs 8110 Part 1Saifulazreen Mahyan100% (1)
- Employee Post Training Evaluation FormDocument3 pagesEmployee Post Training Evaluation FormD Tech Dental Technologies100% (2)
- Process Industry PracticeDocument12 pagesProcess Industry PracticeRonald George100% (1)
- ISTQB Certified Tester Foundation Level Practice Exam QuestionsFrom EverandISTQB Certified Tester Foundation Level Practice Exam QuestionsRating: 5 out of 5 stars5/5 (1)
- Corrective Action Form PDFDocument1 pageCorrective Action Form PDFchahiNo ratings yet
- Coating System Assessment CQI-12Document40 pagesCoating System Assessment CQI-12dyolotzin100% (1)
- Layered Process Audit ChecksheetDocument7 pagesLayered Process Audit Checksheetalliceyew100% (3)
- Water Cycle Test SchoologyDocument5 pagesWater Cycle Test Schoologyapi-241192726No ratings yet
- FM - 12 Corrective Action RequestDocument1 pageFM - 12 Corrective Action RequestBleep NewsNo ratings yet
- Process Observation Tool: Quality FormDocument2 pagesProcess Observation Tool: Quality FormAroma Eyre100% (3)
- 8D Format Updated r1Document4 pages8D Format Updated r1புதுகை பாலாNo ratings yet
- 1.b Hasil Surveillance AuditDocument12 pages1.b Hasil Surveillance AuditFajar Ismanto Part IINo ratings yet
- Process Observation ToolDocument2 pagesProcess Observation ToolNestor CapinaNo ratings yet
- SOX Deficiencies TraiingDocument49 pagesSOX Deficiencies TraiingSridhair IyengarNo ratings yet
- Scan 20 Jul 2023Document1 pageScan 20 Jul 2023Hytham ShaerNo ratings yet
- Process Observation Tool PDF FreeDocument2 pagesProcess Observation Tool PDF FreeChristopher E. ZernaNo ratings yet
- Mareaux2 Lo 2.5 We 2.3 SemiDocument5 pagesMareaux2 Lo 2.5 We 2.3 SemiKahlil Kaimo MagsinoNo ratings yet
- QA-SQA-003 Supplier Quality System Audit CAPA by SupplierDocument11 pagesQA-SQA-003 Supplier Quality System Audit CAPA by SupplierAbhishek AllenNo ratings yet
- JV-P08 Corrective Action (OK)Document41 pagesJV-P08 Corrective Action (OK)BÍCH NGUYỄNNo ratings yet
- Candidate InformationDocument7 pagesCandidate InformationMarius BuysNo ratings yet
- X Photos: Problem DescriptionDocument3 pagesX Photos: Problem DescriptionproductionNo ratings yet
- Supplier Evaluation Instructions: Score DescriptionDocument8 pagesSupplier Evaluation Instructions: Score DescriptionCristina CoceasuNo ratings yet
- Essae 8.03.23Document4 pagesEssae 8.03.23Parthiban DNo ratings yet
- Safer by Association 2dec22Document48 pagesSafer by Association 2dec22mohamed Abo-EwishaNo ratings yet
- Management Review TemplateDocument4 pagesManagement Review TemplaterhydelNo ratings yet
- Vendor Assessment - Self AssessmentDocument10 pagesVendor Assessment - Self Assessmentjennice18No ratings yet
- Process Audit VDA-6 3-2010 - enDocument40 pagesProcess Audit VDA-6 3-2010 - enRohini GadhaweNo ratings yet
- Capa 8DDocument3 pagesCapa 8DVinod Kumar SharmaNo ratings yet
- Bsci CertificateDocument18 pagesBsci CertificateraihanNo ratings yet
- IQWQ-CE1091-VPNDT-00-2564 - A PMI ProcedureDocument5 pagesIQWQ-CE1091-VPNDT-00-2564 - A PMI Procedurejacksonbello34No ratings yet
- SOP-QA-013-00-corrective and Preventive ActionDocument10 pagesSOP-QA-013-00-corrective and Preventive ActionNgoc Sang HuynhNo ratings yet
- Corrective Action FormDocument1 pageCorrective Action FormAmine ChahiNo ratings yet
- QMS IA Report - NRL C1C2Document10 pagesQMS IA Report - NRL C1C2R Sahadeo ReddyNo ratings yet
- Bug Defect Triage ProcessDocument20 pagesBug Defect Triage Processraulnq50% (2)
- VDA 6.3 2010 - enDocument45 pagesVDA 6.3 2010 - enMahender KumarNo ratings yet
- KPS Belt Inspection A1-J07 W23-07-2018Document8 pagesKPS Belt Inspection A1-J07 W23-07-2018maherianto 29No ratings yet
- Pfmea: Why Use It? How To Do It?Document7 pagesPfmea: Why Use It? How To Do It?imNo ratings yet
- SADCAS AP 05 - Identification and Management of Nonconformities (Issue 4)Document7 pagesSADCAS AP 05 - Identification and Management of Nonconformities (Issue 4)vNo ratings yet
- Title: Standard Operating Procedure For Investigation Sop No Version No.: 02 Page No. 1 of 8 Effective Date: Review Date: 1.0 ObjectiveDocument7 pagesTitle: Standard Operating Procedure For Investigation Sop No Version No.: 02 Page No. 1 of 8 Effective Date: Review Date: 1.0 ObjectiveBRIJENDRA KUMAR SINGHNo ratings yet
- Safety Investigation ReportDocument8 pagesSafety Investigation Reportherik100% (1)
- TCM-F-IMS-014 NCR - Pama - PC - Cleaning-MeiDocument2 pagesTCM-F-IMS-014 NCR - Pama - PC - Cleaning-Meiwahyu nurcahyoNo ratings yet
- Api 1Document19 pagesApi 1Siddheshwarr JabagoudarNo ratings yet
- JV-P06 Internal Audit (OK)Document25 pagesJV-P06 Internal Audit (OK)BÍCH NGUYỄNNo ratings yet
- Aterial Review Board (MRB) Is Defined As The Formal Contractor Processes For MakingDocument3 pagesAterial Review Board (MRB) Is Defined As The Formal Contractor Processes For Makingsifiso nkabindeNo ratings yet
- Ramp Up Activity Plan For HPDCDocument1 pageRamp Up Activity Plan For HPDCArun Pratap Singh ChauhanNo ratings yet
- 830 V1a MQ00 00030Document1 page830 V1a MQ00 00030davidNo ratings yet
- Rig Pass Site Visit Form - Rev5Document10 pagesRig Pass Site Visit Form - Rev5omargarzajrNo ratings yet
- A00F204e Audit Report - Stage 1Document5 pagesA00F204e Audit Report - Stage 1Md sameerNo ratings yet
- Risk Assessment Format OCLDocument4 pagesRisk Assessment Format OCLThusithaNo ratings yet
- Corrective Action Form-qs-141ADocument1 pageCorrective Action Form-qs-141AGAURAV SHARMANo ratings yet
- Quality Education Management System: Procedures ManualDocument5 pagesQuality Education Management System: Procedures ManualGe Villaver-SalvaneNo ratings yet
- Oral Presentation (Develop A Risk Assessment Implementation Plan 06 Apr 2021)Document15 pagesOral Presentation (Develop A Risk Assessment Implementation Plan 06 Apr 2021)Quek Keng LengNo ratings yet
- Internal Audit Report For Physical Stock Verification and Related Controls of Finished Fabrics Godown Functions Unit # 5Document13 pagesInternal Audit Report For Physical Stock Verification and Related Controls of Finished Fabrics Godown Functions Unit # 5ARSALAN SATTARNo ratings yet
- Supplier Audit Report - Rapindo - 140223Document38 pagesSupplier Audit Report - Rapindo - 140223Riandi SaputraNo ratings yet
- Backhoe Operator AssessmentDocument27 pagesBackhoe Operator AssessmentGermain DgermainNo ratings yet
- BackupDocument8 pagesBackupRS MANIKANDANNo ratings yet
- TCM F Ims 014 NCR Pama PC Cleaning MeiDocument2 pagesTCM F Ims 014 NCR Pama PC Cleaning Meiwahyu nurcahyoNo ratings yet
- A3 LCI Blank TemplateDocument1 pageA3 LCI Blank TemplatePMO WORKNo ratings yet
- The Laboratory Quality Assurance System: A Manual of Quality Procedures and FormsFrom EverandThe Laboratory Quality Assurance System: A Manual of Quality Procedures and FormsNo ratings yet
- Jothi Raj Trading Company: Mahendra Pumps PVT LTD, Unit-IDocument51 pagesJothi Raj Trading Company: Mahendra Pumps PVT LTD, Unit-IkrixotNo ratings yet
- Material SpecificationsDocument27 pagesMaterial Specificationssat palNo ratings yet
- F5 2 TekananDocument176 pagesF5 2 TekananAZRI AZMI BIN ABD AZIZ MoeNo ratings yet
- SCADA PresentationDocument6 pagesSCADA PresentationGigih PramonoNo ratings yet
- Gin 2904Document12 pagesGin 2904Sen HuNo ratings yet
- Mochammad Rafli Rayhan Hidayat - SPWM BIPOLARDocument4 pagesMochammad Rafli Rayhan Hidayat - SPWM BIPOLARrafli rayhanNo ratings yet
- Maq Fall03 Strategicbudgetingcasestudy PDFDocument10 pagesMaq Fall03 Strategicbudgetingcasestudy PDFYana Aida FitriahNo ratings yet
- Medium Voltage AC Drives: ACS6000 Water Cooling Units 029, 052Document40 pagesMedium Voltage AC Drives: ACS6000 Water Cooling Units 029, 052Samuel MarpaungNo ratings yet
- FMA RegsDocument361 pagesFMA RegsJiong SoonNo ratings yet
- 25 Things Managers Should Know About FEA - Digital EngineeringDocument3 pages25 Things Managers Should Know About FEA - Digital Engineeringjanaaidaas1996No ratings yet
- Prextherm 107-470 (B)Document4 pagesPrextherm 107-470 (B)dragosm78No ratings yet
- 16 - E65 Automatic Trunk Lid LiftDocument9 pages16 - E65 Automatic Trunk Lid LiftKent Wai100% (1)
- BT Renewal ANNEXURE II & III of PR Division, Narayanpet Mandal 13.02.2022Document11 pagesBT Renewal ANNEXURE II & III of PR Division, Narayanpet Mandal 13.02.2022K KARTHIKNo ratings yet
- Arctic Cat Spring ChartDocument2 pagesArctic Cat Spring ChartRobert FenskeNo ratings yet
- 0100CT1501 Sec-05Document4 pages0100CT1501 Sec-05João Carlos AlmeidaNo ratings yet
- Battery Recycling and Reusing (Li Ion)Document5 pagesBattery Recycling and Reusing (Li Ion)jisha rkrishnan100% (1)
- CM Assignment Saurabh 162050011Document3 pagesCM Assignment Saurabh 162050011saurabmi2No ratings yet
- Shuqaiq Steam Power Plant: OwnerDocument262 pagesShuqaiq Steam Power Plant: OwnerAaqib MujtabaNo ratings yet
- Bede BD-5 - WikipediaDocument13 pagesBede BD-5 - WikipediaOzan Öztürk100% (1)
- 2.0 Intro To Hydraulics, Pneumatics & PLC's Notes PDFDocument22 pages2.0 Intro To Hydraulics, Pneumatics & PLC's Notes PDFDannyNo ratings yet
- 18-A-Anchor and CablesDocument2 pages18-A-Anchor and CablesRohit SinghNo ratings yet
- HAT400 V1.0 enDocument6 pagesHAT400 V1.0 enThao Nguyen XuanNo ratings yet
- MODULE 2 - Activity #18 Approximate Analysis of Rectangular Building FrameDocument4 pagesMODULE 2 - Activity #18 Approximate Analysis of Rectangular Building FrameKriselle DulayNo ratings yet
- ICM CH 6 Answers To Chapter ProblemsDocument2 pagesICM CH 6 Answers To Chapter ProblemsyawahabNo ratings yet
- Manual 1 Torres AmcotDocument3 pagesManual 1 Torres AmcotRobert HernandezNo ratings yet
- Doosan EXC QuickCoupler ENDocument2 pagesDoosan EXC QuickCoupler ENFelipe HernandezNo ratings yet
- BE IT Syllabus Sem-III (BIT MESRA)Document3 pagesBE IT Syllabus Sem-III (BIT MESRA)Anudeex ShettyNo ratings yet