Download as ppt, pdf, or txt
You might also like
- Fischer Starken AAC BlocksTensile Pull Out Test Report (Block)Document25 pagesFischer Starken AAC BlocksTensile Pull Out Test Report (Block)Nonie N100% (1)
- Level Maintainer LM300 SeriesDocument2 pagesLevel Maintainer LM300 SeriesAlejandroMuñozNo ratings yet
- Hoist Chains: For Manual and Motor-Driven HoistsDocument12 pagesHoist Chains: For Manual and Motor-Driven HoistsjoosuasinagaNo ratings yet
- SAILOR 7224 Control Unit VHF DSC: DimensionsDocument2 pagesSAILOR 7224 Control Unit VHF DSC: Dimensionsrohit sonawaneNo ratings yet
- Synthes MatrixMANDIBLeDocument30 pagesSynthes MatrixMANDIBLedoctorniravNo ratings yet
- Technical Information ASSET DOC LOC 1543417Document13 pagesTechnical Information ASSET DOC LOC 1543417michael turcotteNo ratings yet
- Precitool Cat FRDocument44 pagesPrecitool Cat FRRohan KulkarniNo ratings yet
- ION 6200 RMD Retrofit Instructions: Location & MountingDocument3 pagesION 6200 RMD Retrofit Instructions: Location & MountingAzar TajNo ratings yet
- Phoenix Contact 3044076 enDocument56 pagesPhoenix Contact 3044076 enBambang AmingNo ratings yet
- Screwdriver Bits CatalogDocument161 pagesScrewdriver Bits CatalogHariram BishnoiNo ratings yet
- NL Trigen Meta Nail Retrograde SurgicaltechniqueDocument68 pagesNL Trigen Meta Nail Retrograde SurgicaltechniqueSara MorenoNo ratings yet
- Con Eng f4sDocument13 pagesCon Eng f4scristian.rodriguezNo ratings yet
- ABS Welding With Backing StripDocument1 pageABS Welding With Backing StripAbuBakarSiddkeRumiNo ratings yet
- The Perfect Thread: - Walter Titex & Walter PrototypDocument53 pagesThe Perfect Thread: - Walter Titex & Walter PrototypTeenTeen GaMingNo ratings yet
- Phonix Contact 1212113Document3 pagesPhonix Contact 1212113Marco Soto CallejaNo ratings yet
- TL-5 Impact BarrierDocument6 pagesTL-5 Impact Barrierblackk7100% (1)
- Katalog Umformtechnik 293628 (2011) - EN-GBDocument84 pagesKatalog Umformtechnik 293628 (2011) - EN-GBDaivison CamposNo ratings yet
- Tool Clamping Systems For Milling and Drilling ApplicationsDocument14 pagesTool Clamping Systems For Milling and Drilling ApplicationsVlastimir PejićNo ratings yet
- Insert I 3000 Pro SeriesDocument192 pagesInsert I 3000 Pro SeriesСергей АльохінNo ratings yet
- KONNECT CGL Hand Tools CatalogueDocument10 pagesKONNECT CGL Hand Tools CatalogueNeil MenezesNo ratings yet
- Hilti CatalogDocument13 pagesHilti CatalogYongHan KwongNo ratings yet
- Phoenix Contact 3044542 enDocument6 pagesPhoenix Contact 3044542 enDGNo ratings yet
- Data Sheet 8WH1000-0AF00: ModelDocument4 pagesData Sheet 8WH1000-0AF00: ModelMicael SantosNo ratings yet
- Rail Runner LT Operators Manual V2 3 2020Document50 pagesRail Runner LT Operators Manual V2 3 2020David Fernando Quiñones MedinaNo ratings yet
- Emf PDFDocument2 pagesEmf PDFJNo ratings yet
- PCB Terminal Block - MKDS 3/ 2-5,08 - 1711725: Why Buy This ProductDocument5 pagesPCB Terminal Block - MKDS 3/ 2-5,08 - 1711725: Why Buy This ProductJonathan Llewellyn AndradaNo ratings yet
- 04 Encoder Oe01 09Document1 page04 Encoder Oe01 09husam haiderNo ratings yet
- Basic Assembly EngDocument66 pagesBasic Assembly Engapi-3728143No ratings yet
- 8WA1011 1MH11 SiemensDocument2 pages8WA1011 1MH11 SiemensAdriano D. KoehlerNo ratings yet
- KBV Expansion Anchor Product DescriptionDocument10 pagesKBV Expansion Anchor Product DescriptionRodrigo MachadoNo ratings yet
- Starborn Cladding Over Foam Sheathing RGBDocument2 pagesStarborn Cladding Over Foam Sheathing RGBabhijitNo ratings yet
- Quasi-Static Indentation Test On Composite Sandwich Panels With Foam Core (Advanced Materials Research, Vol. 718-720) (2013)Document6 pagesQuasi-Static Indentation Test On Composite Sandwich Panels With Foam Core (Advanced Materials Research, Vol. 718-720) (2013)bacedNo ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- Test Disconnect Terminal Block - URTK/S - 0311087: Your AdvantagesDocument43 pagesTest Disconnect Terminal Block - URTK/S - 0311087: Your AdvantagesTrong Hung NguyenNo ratings yet
- Phoenix Contact 3044571 enDocument6 pagesPhoenix Contact 3044571 enDGNo ratings yet
- ALFRA Catalogue A enDocument100 pagesALFRA Catalogue A enCatalin VladNo ratings yet
- (Joint Size at Mean T F) (Closes To) (Opens To) : (See "Performance" For Movement Capabilities & Limitations)Document1 page(Joint Size at Mean T F) (Closes To) (Opens To) : (See "Performance" For Movement Capabilities & Limitations)Erickzelaya2014No ratings yet
- Straumann® Guided Surgery System InstrumentsDocument48 pagesStraumann® Guided Surgery System InstrumentsSupaluk Mod ChuencheepNo ratings yet
- Tapcon: Storm Guard AnchorsDocument2 pagesTapcon: Storm Guard Anchorsblessed cccNo ratings yet
- Series WGDocument16 pagesSeries WGahmadNo ratings yet
- Metric Thread Dimensions CalculatorDocument6 pagesMetric Thread Dimensions CalculatorTaner DemirelNo ratings yet
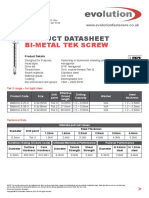
- Metal Tek ScrewDocument2 pagesMetal Tek ScrewAmin SalahNo ratings yet
- MacWall VerticaDocument2 pagesMacWall Verticacesar.moreyNo ratings yet
- User's Guide: LVCN6000/7000 SERIESDocument16 pagesUser's Guide: LVCN6000/7000 SERIESSudipon DasNo ratings yet
- Pneumatic TransportersDocument4 pagesPneumatic Transportersks2000n1No ratings yet
- L2, L8 - Metalux 2x4 Led Panel Spec Sheet PDFDocument4 pagesL2, L8 - Metalux 2x4 Led Panel Spec Sheet PDFEvan MerkelNo ratings yet
- Leonix Product Flyers 2023Document3 pagesLeonix Product Flyers 2023eugenetbkNo ratings yet
- Apron - HB 250 To HB 250Document17 pagesApron - HB 250 To HB 250Hendri HermawanNo ratings yet
- Submittal Asset Doc Loc 5695806 (Hst3 2021)Document17 pagesSubmittal Asset Doc Loc 5695806 (Hst3 2021)Luen HopNo ratings yet
- Accessories WrenchesDocument1 pageAccessories WrenchesabbycanNo ratings yet
- Sem 1 Riveting WorksheetDocument4 pagesSem 1 Riveting WorksheetKamarul NizamNo ratings yet
- Surg Tech Phoenix Retrograde Nail SystemDocument28 pagesSurg Tech Phoenix Retrograde Nail SystemAymer Marin MonsalveNo ratings yet
- Brochure - Neuro PlatingDocument24 pagesBrochure - Neuro PlatingYuliNo ratings yet
- PALM Flat Scanner: For General Weld InspectionDocument4 pagesPALM Flat Scanner: For General Weld InspectionYoucef ChorfaNo ratings yet
- Submittal-ASSET-DOC-LOC-5695806 (HST3)Document16 pagesSubmittal-ASSET-DOC-LOC-5695806 (HST3)Luen HopNo ratings yet
- Downer Product Guide April 2008v2Document53 pagesDowner Product Guide April 2008v2Евгений ПетрашкоNo ratings yet
- Feed-Through Terminal Block - UK 2,5 N - 3003347: Key Commercial DataDocument19 pagesFeed-Through Terminal Block - UK 2,5 N - 3003347: Key Commercial DataVũ Hoàng ThànhNo ratings yet
- Tyfo Fibrwrap Anchor Systems BrochureDocument8 pagesTyfo Fibrwrap Anchor Systems BrochurePE EngNo ratings yet
- Renz49480200310 ENG Spiral - 42SEDocument2 pagesRenz49480200310 ENG Spiral - 42SEaviator.m77No ratings yet
- The Fourth Terminal: Benefits of Body-Biasing Techniques for FDSOI Circuits and SystemsFrom EverandThe Fourth Terminal: Benefits of Body-Biasing Techniques for FDSOI Circuits and SystemsSylvain ClercNo ratings yet
- 06-03-20 FDS-Aplication Overview Audi BIWDocument9 pages06-03-20 FDS-Aplication Overview Audi BIWBr LaNo ratings yet
- Caramel Slice-Candy Bar CookiesDocument1 pageCaramel Slice-Candy Bar CookiesBr LaNo ratings yet
- MCC10005 8932 HVAC Pocket Guide English r9 WEBDocument63 pagesMCC10005 8932 HVAC Pocket Guide English r9 WEBBr LaNo ratings yet
- NIKON Labophot-2Document32 pagesNIKON Labophot-2Br LaNo ratings yet
- Downdraft Plasma Cutting TableDocument5 pagesDowndraft Plasma Cutting TableBr LaNo ratings yet
- Smi 162Document6 pagesSmi 162Br LaNo ratings yet
- 2007 PM49 CaliberDocument361 pages2007 PM49 CaliberBr LaNo ratings yet
- Install Rear Brake Caliper and Disk To Hub - SRT-4Document3 pagesInstall Rear Brake Caliper and Disk To Hub - SRT-4Br LaNo ratings yet
- ETI102Document16 pagesETI102Br LaNo ratings yet
- Pantry Make OverDocument2 pagesPantry Make OverBr LaNo ratings yet
- Sine Plate - Locking StrapDocument1 pageSine Plate - Locking StrapBr LaNo ratings yet
- Needle Valves With and Without Reverse Flow Check Direct-Acting Inline Mounted - 350 Bar DV, DRV 20 To 40Document4 pagesNeedle Valves With and Without Reverse Flow Check Direct-Acting Inline Mounted - 350 Bar DV, DRV 20 To 40justice judgeNo ratings yet
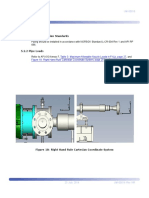
- 1.3 Sustructure Assembly DrawingsDocument31 pages1.3 Sustructure Assembly Drawingsdanielra85No ratings yet
- UTFFDocument12 pagesUTFFigorazamov7777No ratings yet
- GE Hpump - Nozzle Loading InformationDocument2 pagesGE Hpump - Nozzle Loading Informationklich77No ratings yet
- Cengg11 Midterm 2021Document2 pagesCengg11 Midterm 2021Angelo VilleroNo ratings yet
- DK Butterfly Valve - CatalogueDocument28 pagesDK Butterfly Valve - Catalogueanilrawat1987No ratings yet
- Stock Status Feb, 26Document74 pagesStock Status Feb, 26Francisko GaytanNo ratings yet
- LS 373 Pneumatic Applicators PDFDocument2 pagesLS 373 Pneumatic Applicators PDFVictor MonteagudoNo ratings yet
- Quick SharpDocument95 pagesQuick Sharptoos meshNo ratings yet
- Performances and Characteristics: JH21-200 SpecificationDocument2 pagesPerformances and Characteristics: JH21-200 SpecificationAlexandreNo ratings yet
- Foundation Plan 2Nd Floor Framing Plan: B C D A B C D ADocument1 pageFoundation Plan 2Nd Floor Framing Plan: B C D A B C D AMark Ruby OpawonNo ratings yet
- Python Output Questions (Functions) : Muhammed Ramsan K: 9961649395Document3 pagesPython Output Questions (Functions) : Muhammed Ramsan K: 9961649395AdityaNo ratings yet
- Part Book D5C LGP-POWER TRAINDocument12 pagesPart Book D5C LGP-POWER TRAINmantoNo ratings yet
- Report Beam To Column Design ConnectionDocument6 pagesReport Beam To Column Design ConnectionAhmed AlmayaliNo ratings yet
- Design of Geneva Wheel Based Auto-Roll Punching MachineDocument4 pagesDesign of Geneva Wheel Based Auto-Roll Punching MachineSailesh SandyNo ratings yet
- Longitudinal Joint Workshop Slides 3 2017 1Document214 pagesLongitudinal Joint Workshop Slides 3 2017 1m.basim.technitalNo ratings yet
- Basics of Wellhead Control Panel (WHCP) Instrumentation ToolsDocument7 pagesBasics of Wellhead Control Panel (WHCP) Instrumentation ToolsFabio Giehl67% (3)
- Report Bengkel Lathe 2Document11 pagesReport Bengkel Lathe 2sologolden40No ratings yet
- Linnhoff Gearbox Parts NoDocument1 pageLinnhoff Gearbox Parts NoLavu ChandrasekharNo ratings yet
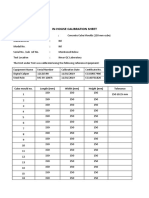
- In-House Calibration Sheet: Cube Mould No. Length (MM) Width (MM) Height (MM) ToleranceDocument2 pagesIn-House Calibration Sheet: Cube Mould No. Length (MM) Width (MM) Height (MM) ToleranceKannan MurugesanNo ratings yet
- FH-80 9GF-1100 and 9FM-2501 GEN - II - R5-R-000 - enDocument67 pagesFH-80 9GF-1100 and 9FM-2501 GEN - II - R5-R-000 - enemigdioalbarracinNo ratings yet
- Everest Full Size Cylinder: Service ManualDocument20 pagesEverest Full Size Cylinder: Service ManualMark FNo ratings yet
- Alitalia MD80 Marterair-1Document8 pagesAlitalia MD80 Marterair-1Dina HishamNo ratings yet
- PU P ROA02164227803 DE ME DTA 001 01 B - Tank - 200m3 - R5 PDFDocument8 pagesPU P ROA02164227803 DE ME DTA 001 01 B - Tank - 200m3 - R5 PDFDDA7No ratings yet
- 1.listado de Normas, Estandares y CódigosDocument16 pages1.listado de Normas, Estandares y CódigosjarajavierNo ratings yet
- Dormakaba Door ClosersDocument7 pagesDormakaba Door ClosersMohsin ShakilNo ratings yet
- 20-ME-9 Uzair Akram FM Lab 11Document9 pages20-ME-9 Uzair Akram FM Lab 11uzair akramNo ratings yet
- Waterless Milk Warmer Quick Start InstructionsDocument1 pageWaterless Milk Warmer Quick Start Instructionsacro.forest.seoulNo ratings yet
- Framing ConstructionDocument12 pagesFraming ConstructionTruculent TrinoyNo ratings yet
- Flender Fludex® CouplingsDocument39 pagesFlender Fludex® CouplingspecirepiNo ratings yet