Download as pptx, pdf, or txt
You might also like
- Focus Area Refuse Trucks 2009Document25 pagesFocus Area Refuse Trucks 2009Varun KediaNo ratings yet
- Focus - Area - Shot-Blasting - Cabins - 2009Document16 pagesFocus - Area - Shot-Blasting - Cabins - 2009Varun KediaNo ratings yet
- SSAB Hardox Brochure ENG 25aug2017Document20 pagesSSAB Hardox Brochure ENG 25aug2017Ninh NguyenNo ratings yet
- Hardox Techsupport 55webDocument4 pagesHardox Techsupport 55webCristian Mena HidalgoNo ratings yet
- 026 TS Hardox 600 The Ultimate Wear Plate UKDocument4 pages026 TS Hardox 600 The Ultimate Wear Plate UKNguyen Duc DungNo ratings yet
- Why HARDOX in Tipping TrailersDocument8 pagesWhy HARDOX in Tipping TrailersHugo RodriguezNo ratings yet
- 26-Hardox 600 The - Ultimate Wear Plate PDFDocument4 pages26-Hardox 600 The - Ultimate Wear Plate PDFlazaroccsNo ratings yet
- 055 TS Hardox Upgrading From Hardox 400 To Hardox 450 UKDocument4 pages055 TS Hardox Upgrading From Hardox 400 To Hardox 450 UKNguyen Duc DungNo ratings yet
- 176 EN Hardox 400 Roundbars V1 2020 SSABDocument4 pages176 EN Hardox 400 Roundbars V1 2020 SSABmaiquelernNo ratings yet
- 039 TS Hardox 550 UKDocument5 pages039 TS Hardox 550 UKNguyen Duc DungNo ratings yet
- WaterfordDocument12 pagesWaterfordCamilo MorenoNo ratings yet
- 932 Entechsupport 65 V22022Document4 pages932 Entechsupport 65 V22022VALNo ratings yet
- HammersDocument24 pagesHammersMauricio MpintoNo ratings yet
- SB 870800 R6 HPR260XDDocument2 pagesSB 870800 R6 HPR260XDIlian AvramovNo ratings yet
- Bumax Material Presentation - 04!05!16Document49 pagesBumax Material Presentation - 04!05!16matteo_1234No ratings yet
- Hardox I WeldoxDocument6 pagesHardox I Weldoxbosnamontaza5869No ratings yet
- Hardox 500Document2 pagesHardox 500Suriyachai Niamsorn100% (1)
- 299 Welding of Domex Advanced High Strength Steels enDocument16 pages299 Welding of Domex Advanced High Strength Steels enghumantuNo ratings yet
- Bohler Welding Catalogue EriksDocument32 pagesBohler Welding Catalogue Eriksfarshid KarpasandNo ratings yet
- Hardox 450Document2 pagesHardox 450Brandon Vicuña GalánNo ratings yet
- Armador Bored Piling Tools 2010 PDFDocument30 pagesArmador Bored Piling Tools 2010 PDFjovanangelssNo ratings yet
- Naxtra-Xabo 2010 GBDocument6 pagesNaxtra-Xabo 2010 GBjosel213No ratings yet
- Fti Vhssm50 InglesDocument2 pagesFti Vhssm50 InglesAntonio Melgaço da SilvaNo ratings yet
- Data Sheet 159 Hardox 600Document3 pagesData Sheet 159 Hardox 600Ehab Attia SelimNo ratings yet
- 09-Hardox Tool Recommendations For Hardox Wear PlateDocument4 pages09-Hardox Tool Recommendations For Hardox Wear PlateAnonymous c8uPXQW7No ratings yet
- Data Sheet 173 Armox 440T 2016-04-22 34 371857150 enDocument3 pagesData Sheet 173 Armox 440T 2016-04-22 34 371857150 enJose ManuelNo ratings yet
- 23 Hardox 600 in WorkshopDocument6 pages23 Hardox 600 in WorkshopAndré Luiz NogueiraNo ratings yet
- WC 6000Document3 pagesWC 6000Sameer KhanNo ratings yet
- Yss Tool Steels BDocument77 pagesYss Tool Steels BneramjanNo ratings yet
- Stavax ESRDocument13 pagesStavax ESRBalram JiNo ratings yet
- Hardox MergedDocument26 pagesHardox MergedASLIMNo ratings yet
- Arcoplate TecnologiaPresentationDocument75 pagesArcoplate TecnologiaPresentationrinaldo KurniawanNo ratings yet
- Raex 500Document4 pagesRaex 500chara459254No ratings yet
- Wear Resistant Steel: Material Data Sheet, Edition April 2016Document6 pagesWear Resistant Steel: Material Data Sheet, Edition April 2016Juan LeonNo ratings yet
- Flexible Metalic Hose Braid & AssembliesDocument44 pagesFlexible Metalic Hose Braid & AssembliesiJordanScribdNo ratings yet
- Armox 600T: General Product DescriptionDocument2 pagesArmox 600T: General Product Descriptionehudingram6535No ratings yet
- Welding WireDocument20 pagesWelding WirefoxmancementNo ratings yet
- Electrode Booklet F Web 100Document1 pageElectrode Booklet F Web 100satnamNo ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument4 pagesPowder Metallurgy HSS: Chemical CompositionSama UmateNo ratings yet
- CRDocument8 pagesCRErfan EffendyNo ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument2 pagesPowder Metallurgy HSS: Chemical Compositiongraziano girottoNo ratings yet
- Wear Resistant Steel: Product DescriptionDocument6 pagesWear Resistant Steel: Product DescriptionoomoomNo ratings yet
- Welding Domex SteelsDocument16 pagesWelding Domex Steelspozolab100% (1)
- A Review of High-Strength Wear-Resistant Steel-HardoxDocument8 pagesA Review of High-Strength Wear-Resistant Steel-HardoxakhileshNo ratings yet
- Ficha AceroDocument2 pagesFicha AceroFernanNo ratings yet
- Technical Data: ApplicationsDocument3 pagesTechnical Data: ApplicationssushmaxNo ratings yet
- Aspac Royalloy enDocument7 pagesAspac Royalloy enNugroho Faris SudrajatNo ratings yet
- 010 - AR200 Product Data Sheet 2012 04 01Document2 pages010 - AR200 Product Data Sheet 2012 04 01Baihaki StNo ratings yet
- Hardox400 DataDocument6 pagesHardox400 DataNitinNo ratings yet
- 13-8 MoDocument2 pages13-8 MofedaquiNo ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- Fiche z38cdv5Document1 pageFiche z38cdv5Emmanuel LAIZETNo ratings yet
- 107 Weldox 700 Uk Data SheetDocument2 pages107 Weldox 700 Uk Data Sheetleonardo_sarria_1No ratings yet
- Hard FacingDocument2 pagesHard FacingArdhi WibowoNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Field VesselsDocument1 pageField Vesselssaeed ghafooriNo ratings yet
- 01 Car Expo 7 Oct 022 Final 32Document1 page01 Car Expo 7 Oct 022 Final 32adnan-651358No ratings yet
- FRPB-GFRP Technical-InfoDocument2 pagesFRPB-GFRP Technical-Infoengr.sulaiman0016No ratings yet
- Spesifikasi Riser KMVDocument47 pagesSpesifikasi Riser KMVnurulapriliashNo ratings yet
- Appendix L - Information of Steel Reinforcement - BNBC 2020 CommentaryDocument4 pagesAppendix L - Information of Steel Reinforcement - BNBC 2020 CommentaryTarif Aziz MarufNo ratings yet
- Alleima 140MM Rod F53 S32750 MTCDocument2 pagesAlleima 140MM Rod F53 S32750 MTCmetalexinNo ratings yet
- 2007 Russian Aluminum Alloys For Ultra Deep Water EngDocument8 pages2007 Russian Aluminum Alloys For Ultra Deep Water EngDiegoNo ratings yet
- The Arup Journal Issue 5 1967Document32 pagesThe Arup Journal Issue 5 1967juanjosefontana100% (1)
- 2014 11 NiResistDocument12 pages2014 11 NiResistfelipeNo ratings yet
- Hairpin Leg GuideDocument8 pagesHairpin Leg GuideIuliana NeguraNo ratings yet
- NXK-812 Tecno-01-23-NyDocument2 pagesNXK-812 Tecno-01-23-Nyjose rodriguezNo ratings yet
- Astm B849-02Document3 pagesAstm B849-02luiz.superv.valbracNo ratings yet
- Foundry and CastingDocument72 pagesFoundry and CastingGreethu BabyNo ratings yet
- Anixter Wire&Cable Catalog Armored Cables PDFDocument42 pagesAnixter Wire&Cable Catalog Armored Cables PDFAhmed H. HassanNo ratings yet
- Technoflex Corporation Profile PDFDocument12 pagesTechnoflex Corporation Profile PDFTuan DangNo ratings yet
- #GenuinegerardDocument28 pages#Genuinegerarddaniel akomolafeNo ratings yet
- Hoffman JB Corrosion 3Document2 pagesHoffman JB Corrosion 3HJNo ratings yet
- Plastic Crusher Blade: Quick DetailsDocument9 pagesPlastic Crusher Blade: Quick DetailsMujjo SahbNo ratings yet
- BQ Poliklinik For TenderDocument20 pagesBQ Poliklinik For TenderyuwantoniNo ratings yet
- RS L285 PDFDocument12 pagesRS L285 PDFNguyen Thanh Duc BKNo ratings yet
- PD-CL-021 - 1 Precast Panel InstallationDocument1 pagePD-CL-021 - 1 Precast Panel Installationkimura takuyaNo ratings yet
- Bill of Quantities Electrical PDFDocument19 pagesBill of Quantities Electrical PDFDENISNo ratings yet
- Product Information TK Steel StabolitDocument8 pagesProduct Information TK Steel StabolitAhmet ErecekNo ratings yet
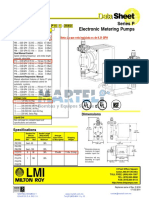
- Bomba - Dosificadora - Milton Roy Serie PDocument2 pagesBomba - Dosificadora - Milton Roy Serie PEver Torres RodriguezNo ratings yet
- Aluminium PCMDocument25 pagesAluminium PCMKarthi Kaiean100% (2)
- PVC and CPVC Pipes - Schedule 40 & 80Document8 pagesPVC and CPVC Pipes - Schedule 40 & 80yarzar17No ratings yet
- CIFA PipeDocument24 pagesCIFA PipeXiangzhendongNo ratings yet
- Allvalves Price List 2016-2017 Butterfly ValvesDocument14 pagesAllvalves Price List 2016-2017 Butterfly Valvesshomade100% (1)
- C006a ADocument152 pagesC006a ASugatSravastiNo ratings yet
- Webforge Access Brochure 2008Document36 pagesWebforge Access Brochure 2008DedeNo ratings yet