Download as pptx, pdf, or txt
You might also like
- Dewaxing ProcessesDocument19 pagesDewaxing ProcessesMahi FatimaNo ratings yet
- Vinyl Acetate - Mass and Energy BalanceDocument26 pagesVinyl Acetate - Mass and Energy Balanceفيصل الغامدي100% (2)
- Crude Oil ProcessingDocument19 pagesCrude Oil ProcessingYinka OlatunjiNo ratings yet
- Edible Oil ProcessingDocument22 pagesEdible Oil ProcessingSivamani Selvaraju100% (1)
- Oils, Fats & Waxes: Stella Marie P. Casador Bs Chem4 Trixie Anne Rose B. Amadeo Bsche4Document111 pagesOils, Fats & Waxes: Stella Marie P. Casador Bs Chem4 Trixie Anne Rose B. Amadeo Bsche4jantskie100% (1)
- Solvent DewaxingDocument14 pagesSolvent Dewaxingابوالحروف العربي ابوالحروفNo ratings yet
- Butter OilDocument20 pagesButter Oilhtc587uyNo ratings yet
- Chapter FourDocument69 pagesChapter Fourzekariyas kuneNo ratings yet
- Bio Energy Presentation of Bio FuelDocument31 pagesBio Energy Presentation of Bio FuelDeep GreyNo ratings yet
- DeodorisasiDocument28 pagesDeodorisasiDeska RizkiNo ratings yet
- Oleochem Chap 1Document47 pagesOleochem Chap 1lolahonez100% (4)
- 08 - Vegetable Oil RefiningDocument39 pages08 - Vegetable Oil Refiningwaleed chNo ratings yet
- Referigration Og Vegetable OilDocument25 pagesReferigration Og Vegetable Oilyogesh kumarNo ratings yet
- Oil and Fat IndustroyDocument29 pagesOil and Fat IndustroyM AbdullahNo ratings yet
- Processing of Edible Oil (Palm Oil)Document34 pagesProcessing of Edible Oil (Palm Oil)Salihah AbdullahNo ratings yet
- Fats and OilsDocument23 pagesFats and OilsErole Mission100% (1)
- An-Najah National University Chemical Engineering DepartmentDocument53 pagesAn-Najah National University Chemical Engineering DepartmentAmarjeet YadavNo ratings yet
- Crude DistillationDocument32 pagesCrude DistillationIzziyyahNo ratings yet
- Vegetable Oils and Fats For Edible Use: R. O. FeupeDocument9 pagesVegetable Oils and Fats For Edible Use: R. O. FeupepkbiotechNo ratings yet
- Types of FatliquorsDocument26 pagesTypes of Fatliquorsetayhailu88% (8)
- Types of Fatliquors PDFDocument26 pagesTypes of Fatliquors PDFFalak SherNo ratings yet
- Turbine Lube Oil OperationDocument34 pagesTurbine Lube Oil OperationNIHAR BEHERANo ratings yet
- Lube Oil Re-Refining TechnologyDocument25 pagesLube Oil Re-Refining TechnologySunil BhosaleNo ratings yet
- Treament of LubesDocument35 pagesTreament of LubesAnand kesanakurtiNo ratings yet
- Oil Refining ProcessDocument16 pagesOil Refining Processruman ahmadNo ratings yet
- DegummimgDocument40 pagesDegummimgPRASAD SANAPNo ratings yet
- PSPT - Unit - 5 NotesDocument30 pagesPSPT - Unit - 5 Notessandys8754No ratings yet
- Lipid - II RDocument33 pagesLipid - II Rjffernando1994No ratings yet
- Fat Spread, MargerineDocument45 pagesFat Spread, MargerineNamraNo ratings yet
- Petroleum Refining & PetrochemicalsDocument32 pagesPetroleum Refining & Petrochemicalsprasoon100% (1)
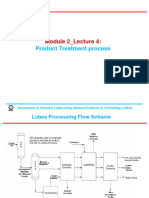
- Module2 Lect4Document28 pagesModule2 Lect4srirajgirish7No ratings yet
- Basic OleoDocument42 pagesBasic OleoellysNo ratings yet
- Oilseed Processing - PPSXDocument29 pagesOilseed Processing - PPSXBethmi JayawardenaNo ratings yet
- Oilandfat IVDocument28 pagesOilandfat IVARATHI PMPMNo ratings yet
- 10. Interesteriffcation, chemical rearrangement and endpoint controlDocument23 pages10. Interesteriffcation, chemical rearrangement and endpoint controlammar shabbirNo ratings yet
- Spices CoconutDocument61 pagesSpices CoconutAnupriya Anu100% (1)
- 4.0 TreatmentDocument15 pages4.0 TreatmentAlhaj MassoudNo ratings yet
- Abrar Rasool 2015-Ag-6288: MSC (Hons) Plant Breeding & Genetics 2 SemesterDocument37 pagesAbrar Rasool 2015-Ag-6288: MSC (Hons) Plant Breeding & Genetics 2 SemesterHamza Bin SajidNo ratings yet
- Diesel, Lube Oils and Bitumen'sDocument23 pagesDiesel, Lube Oils and Bitumen'sAnand kesanakurtiNo ratings yet
- Oil RefiningDocument18 pagesOil RefiningNeha ShriNo ratings yet
- Youngscorp-Activated+Clay ACTIVATED CLAYDocument8 pagesYoungscorp-Activated+Clay ACTIVATED CLAYAbi Fadjar DeartoNo ratings yet
- Investigation On The Performance and Emission Characterstics by Using Bio Diesel From Leucaena Leucocephala SeedDocument33 pagesInvestigation On The Performance and Emission Characterstics by Using Bio Diesel From Leucaena Leucocephala SeedArun prakashNo ratings yet
- Petroleum RefiningDocument22 pagesPetroleum RefiningNoor Taha ALkarbalaiNo ratings yet
- Edible Oil Processing LinesDocument32 pagesEdible Oil Processing LinesOmar Moradi100% (2)
- Selection of Processing Steps, Catalyst and Downstream Process IntegrationDocument4 pagesSelection of Processing Steps, Catalyst and Downstream Process IntegrationAmr El SaeedNo ratings yet
- Explain The Chemical Refining Process. Describe Exactly What Is/Are Removed in Each Step of The Refining ProcessDocument8 pagesExplain The Chemical Refining Process. Describe Exactly What Is/Are Removed in Each Step of The Refining ProcessIndustria Concretera Noguera IconnoNo ratings yet
- DS Cufp2311 28 08 23Document16 pagesDS Cufp2311 28 08 23doenepmoviesNo ratings yet
- Lubricating Oils 2022Document26 pagesLubricating Oils 2022fodeya8992No ratings yet
- Palm Oil Dry FractionationDocument19 pagesPalm Oil Dry Fractionationnhalieza1067100% (1)
- Volatile OilsDocument16 pagesVolatile Oilsbakhtawar shaikhNo ratings yet
- Petroleum LectureDocument14 pagesPetroleum LectureAmer ShaierNo ratings yet
- Oil Refining ProcessDocument5 pagesOil Refining Processhaisamdo100% (2)
- Fats and Oils Herbs and SpicesDocument69 pagesFats and Oils Herbs and SpicesSwapnil LilkeNo ratings yet
- Chapter 2.2 Soybean Oil Rev1Document35 pagesChapter 2.2 Soybean Oil Rev1Rathish RagooNo ratings yet
- Physical Refining Is A Modern Alternative For Processing Crude Palm Oil WhereDocument2 pagesPhysical Refining Is A Modern Alternative For Processing Crude Palm Oil WhereRoi Sachin De MondeNo ratings yet
- Crude DistillationDocument22 pagesCrude DistillationKritagyaNo ratings yet
- Kaleesuwari - Palani - Project Report 2018Document62 pagesKaleesuwari - Palani - Project Report 2018Raja' s100% (1)
- Special Methods Used in Pharmaceutical AnalysesDocument37 pagesSpecial Methods Used in Pharmaceutical AnalysesloloNo ratings yet
- Information Technology Services ControlsDocument12 pagesInformation Technology Services ControlsMohammed AliraqiNo ratings yet
- Unit 4Document66 pagesUnit 4Loh JiayeeNo ratings yet
- Fuel Lab ManualDocument23 pagesFuel Lab ManualANOOP KUMAR100% (4)
- FD 450Document20 pagesFD 450moh hardiusNo ratings yet
- Atomic Absorption Spectroscopy, Atomic Emission Spectroscopy, and Inductively Coupled Plasma-Mass SpectrometryDocument22 pagesAtomic Absorption Spectroscopy, Atomic Emission Spectroscopy, and Inductively Coupled Plasma-Mass SpectrometryBryandSigalesNo ratings yet
- Chemical EquilibriumDocument6 pagesChemical EquilibriumGS Adi TyaNo ratings yet
- STULZ CyberAir CWE CWU Brochure 0611 en (ASD Series)Document6 pagesSTULZ CyberAir CWE CWU Brochure 0611 en (ASD Series)sharifmousaviNo ratings yet
- ECML - Kookmin University Recruitment - V Fall 2023Document7 pagesECML - Kookmin University Recruitment - V Fall 2023ASEEC EducationNo ratings yet
- Naming Molecular CompoundsDocument17 pagesNaming Molecular CompoundsMegan SarahNo ratings yet
- Electrochemistry Mittal Sir: Worksheet-I Objective QuestionsDocument3 pagesElectrochemistry Mittal Sir: Worksheet-I Objective QuestionstarunNo ratings yet
- Class Plan For CHEM16682 Applied ChemistryDocument7 pagesClass Plan For CHEM16682 Applied ChemistryKrunal ShahNo ratings yet
- Phase II Boiler QuestionsDocument12 pagesPhase II Boiler Questionsabbutalibb5407No ratings yet
- TOPIC 7: Solar Control: OrientationDocument12 pagesTOPIC 7: Solar Control: OrientationAjay PanghalNo ratings yet
- On The Compressor and Condenser Units Are Discussed. Cryogenic Temperatures AreDocument12 pagesOn The Compressor and Condenser Units Are Discussed. Cryogenic Temperatures AreArjun Radhakrishnan100% (1)
- Fizkem Seminar ExDocument22 pagesFizkem Seminar ExZsolt Dürvanger100% (1)
- MCF Lecture 10Document38 pagesMCF Lecture 10R.S.KunduNo ratings yet
- Dissolution Mechanism of Aluminum Hydroxides in Acid MediaDocument7 pagesDissolution Mechanism of Aluminum Hydroxides in Acid MediajoboucNo ratings yet
- Semiconductor - WikipediaDocument4 pagesSemiconductor - WikipediaFuckNo ratings yet
- Chapter 1 Azeotrope and Multicomponent DistillationDocument32 pagesChapter 1 Azeotrope and Multicomponent DistillationMUHAMMAD LUQMAN HAKIMI MOHD ZAMRINo ratings yet
- 3 Softening FinishesDocument18 pages3 Softening Finisheszxlsmally100% (2)
- ME 265 Lecture Slides 1b (Introduction)Document27 pagesME 265 Lecture Slides 1b (Introduction)Leslie Owusu MensahNo ratings yet
- 03 - Solid State (Level) .Pm6 (2) Module-6-1Document16 pages03 - Solid State (Level) .Pm6 (2) Module-6-1Raju SinghNo ratings yet
- Questions For Removal ExaminationDocument3 pagesQuestions For Removal ExaminationJoniele Angelo AninNo ratings yet
- Chm457 Fundamental Organic Chemistryexp 3Document7 pagesChm457 Fundamental Organic Chemistryexp 3Aida SyasyaNo ratings yet
- G8-Week 4 Light WorksheetDocument8 pagesG8-Week 4 Light WorksheetArvin RescatorNo ratings yet
- My10questions - Mass Transfer: Dimensionless Numbers RelationsDocument3 pagesMy10questions - Mass Transfer: Dimensionless Numbers RelationsHardik UpretiNo ratings yet
- Psychrometry ProblemsDocument33 pagesPsychrometry Problems19R21A0334 MATTA SHASHANKNo ratings yet
- Therminol 66Document4 pagesTherminol 66Rami Ayoub AliNo ratings yet
- Heat Exercise 16 AugDocument4 pagesHeat Exercise 16 AugAngie Kong Su MeiNo ratings yet
- MCQ Drill QuestionsDocument15 pagesMCQ Drill QuestionsLab Rat0% (2)